基于鈷基合金覆層的多層金屬熱鍛模原型制備與性能
2015-10-29 03:32:23王華君李相超
中國機械工程 2015年6期
關(guān)鍵詞:界面
王華君 李相超 趙 堃 謝 冰
1.武漢理工大學(xué),武漢,430070 2.武漢鐵路局,武漢,430000
基于鈷基合金覆層的多層金屬熱鍛模原型制備與性能
王華君1李相超1趙堃2謝冰1
1.武漢理工大學(xué),武漢,4300702.武漢鐵路局,武漢,430000
基于功能梯度材料(FGM)的思想制備多層金屬熱鍛模是提高模具壽命的有效方法。采用焊條電弧堆焊制備了多層金屬熱鍛模的原型試樣,試樣經(jīng)焊后熱處理后,進行了金相組織分析、顯微硬度測試、磨損實驗和沖擊韌性測試等實驗。實驗結(jié)果表明:鈷基合金堆焊層與W6Mo5Cr4V2堆焊層界面冶金結(jié)合情況良好;截面顯微硬度呈梯度分布,表面鈷基合金硬度達到492HV;制備的多層金屬試樣耐磨性是H13鋼耐磨性的2.5倍,沖擊韌性處于合理范圍。
功能梯度材料;熱鍛模;鈷基合金;堆焊;梯度分布
0 引言
熱模鍛是將加熱金屬坯料利用模具成形為鍛件形狀和尺寸的鍛造方法,在零部件的成形與制造領(lǐng)域具有廣泛應(yīng)用。熱鍛模工作環(huán)境惡劣,始終在機械負荷和熱負荷脈沖式加載和卸載的作用下工作,模具表面容易出現(xiàn)磨損、塑性變形、裂紋等缺陷,模具壽命低[1-3]。通過表面覆層技術(shù),如化學(xué)氣相沉積(CVD)、物理氣相沉積(PVD)、堆焊等可以在模具表面形成表面硬質(zhì)覆層,從而滿足熱鍛模表面高溫強度的要求[4]。由于材料之間熱物性參數(shù)存在差異,導(dǎo)致模具內(nèi)部應(yīng)力梯度大,故覆層容易脫落,影響模具的正常使用。 研究表明,采用功能梯度結(jié)構(gòu)材料(functionally graded materials,FGM)的思路,通過選擇合適的材料組合,可以獲得熱應(yīng)力較小和性能呈梯度分布的熱鍛模。多層金屬熱鍛模是功能梯度材料熱鍛模的替代模型,其制造工藝簡單[5-8],因而具有重要的技術(shù)經(jīng)濟價值。
本文通過焊條電弧堆焊的方法制備了基于鈷基合金覆層的多層金屬熱鍛模原型試樣,并對試樣進行了焊后熱處理實驗。對熱處理后的試樣進行了金相組織分析、顯微硬度測試、磨損實驗和沖擊韌性測試等實驗,并進行了結(jié)果分析。
1 實驗過程
1.1材料和樣品的制備
多層金屬熱鍛模原型如圖1所示,試樣尺寸為:長×寬×高=90 mm×60 mm×9.0 mm。基體材料為4Cr5MoSiV1(H13),中間覆層金屬是W6Mo5Cr4V2(堆焊時采用EDD-B-15型焊條,與W6Mo5Cr4V2成分相近),表層覆層金屬是Stellite6合金(焊條型號為EDCoCr-A-03)。Stellite6合金焊條的化學(xué)成分為:w(C)=0.7%~1.4%,w(Cr)=25.0%~32.0%,w(W)=3.0%~6.0%,w(Ni)≤3.0%,w(Fe)≤5.0%,w(Mn)≤2.0%,w(Si)≤2%,其余為Co。
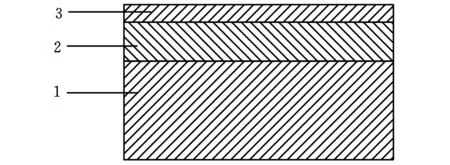
1.基體(H13) 2.中間覆層(W6Mo5Cr4V2)3.表面覆層(Stellite6)圖1 多層金屬熱鍛模示意圖
1.2堆焊過程及設(shè)備
模具基體材料H13鋼采用SX2-4-10型箱式電阻爐進行去應(yīng)力退火,退火工藝為600℃保溫2 h隨爐緩冷,焊接前去除表面的氧化層和油污并預(yù)熱。焊條使用前烘干,烘干設(shè)備為鼓風(fēng)電熱恒溫干燥箱,型號為S.C.101。焊接設(shè)備為多頭直流手工弧焊機,型號為ZX7-400。使用GM550型紅外測溫計測量焊道溫度。
在基體材料上用EDD-B-15型焊條堆焊兩道,然后在試樣上用EDCoCr-A-03型焊條樣堆焊兩道鈷基合金。焊接工藝參數(shù)如表1所示。
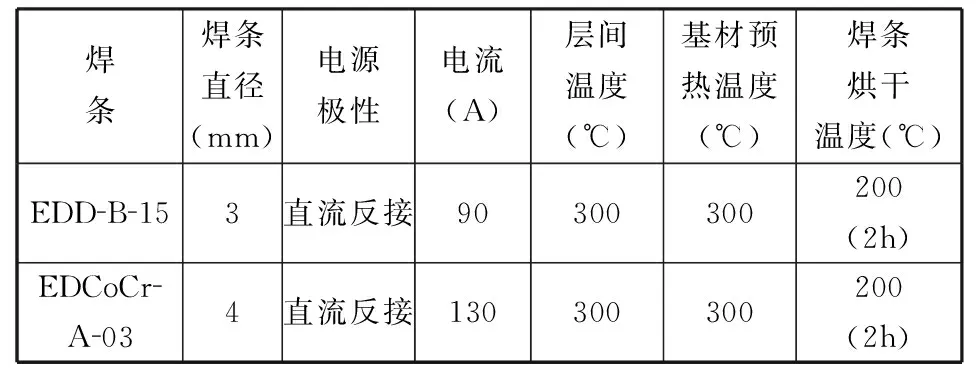
表1 堆焊的焊接工藝參數(shù)
將多層金屬熱鍛模試樣進行焊后熱處理。將試樣放入熱處理爐中,溫度上升至1150 ℃保溫1h后在空氣中冷卻,此為固溶處理。將已冷卻的試樣放入爐中加熱到800 ℃保溫4 h進行時效處理。時效處理完的試樣待其冷卻至室溫后放入爐中加熱至300 ℃保溫2 h,而后空冷,此為回火處理。進行固溶處理的熱處理爐是型號為KSY-12D-18A的箱式電阻爐,進行時效處理和回火處理的是型號為SX2-4-10型箱式電阻爐。
1.3堆焊層性能檢測
使用線切割機將試樣切開,觀察堆焊層質(zhì)量。通過MR2000型光學(xué)金相顯微鏡來觀察和分析熱處理后堆焊層的基體組織和第二相粒子的尺寸、形態(tài)和分布特征。使用HVS-1000型顯微硬度儀測量熱處理后試樣縱截面沿厚度方向的顯微硬度。采用德國蔡司公司的掃描電鏡(型號:ULTRA-PLUS)以及英國牛津儀器生產(chǎn)的能譜儀(型號:X-Max50)對形貌組織和元素分布情況進行觀察。耐磨性能實驗使用宣化材料試驗機廠生產(chǎn)的磨損試驗機來測試,型號為MM-200;使用型號為JB-30的擺錘式?jīng)_擊試驗機對試樣進行沖擊韌性測試實驗。
2 實驗結(jié)果及分析
2.1堆焊層宏觀分析
圖2所示為堆焊試樣橫向剖面的形貌特征。由圖2可以看出,堆焊實驗樣品的剖面整體厚度較為平均,仔細觀察堆焊剖面,在三層材料兩兩相鄰的堆焊界面上未發(fā)現(xiàn)氣孔等焊接缺陷,未發(fā)現(xiàn)肉眼可觀察到的裂紋,試樣變形也較小。
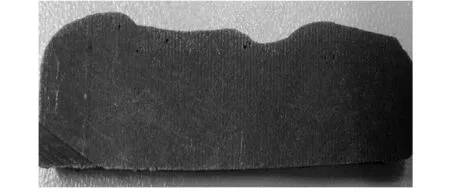
圖2 堆焊實驗試樣橫向剖面形貌
2.2堆焊試樣的界面及組織分析
圖3a為Stellite6 鈷基合金堆焊層和W6Mo5Cr4V2堆焊層界面組織形貌,圖3b為H13基體和W6Mo5Cr4V2堆焊層界面的組織形貌。由圖3a可看出,Stellite6 堆焊層和W6Mo5Cr4V2堆焊層之間有良好的冶金結(jié)合,界面較為清晰,且未發(fā)現(xiàn)裂紋、夾雜等缺陷。由圖3b可看出,W6Mo5Cr4V2的堆焊層和H13基體也形成了較好的結(jié)合,但是界面不是很明顯,這主要是由于兩種材料的化學(xué)成分比較類似所導(dǎo)致的,但仍可在金相顯微鏡下觀察出一定的區(qū)別。
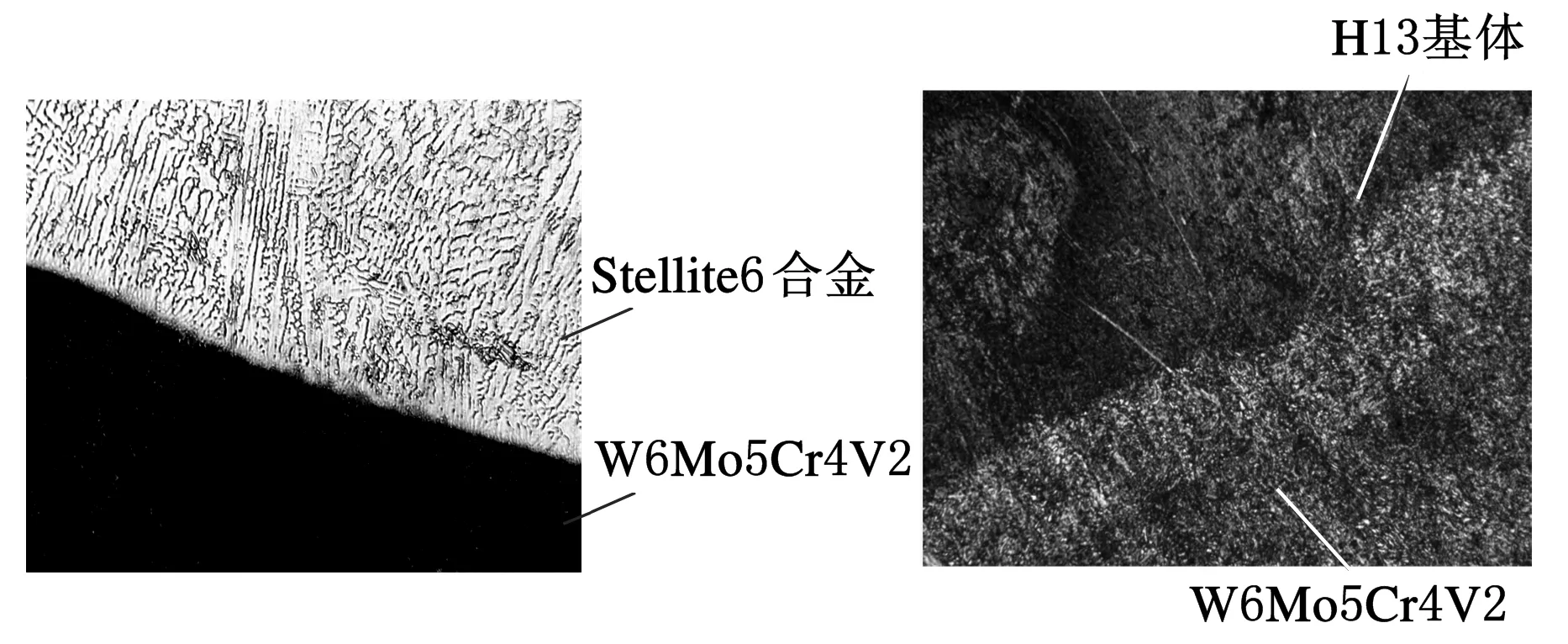
(a)Stellite6合金和W6Mo5Cr4V2堆焊層(b)H13基體和W6Mo5Cr4V2堆焊層圖3 堆焊層界面形貌(100×)
2.3堆焊試樣的SEM和EDS分析
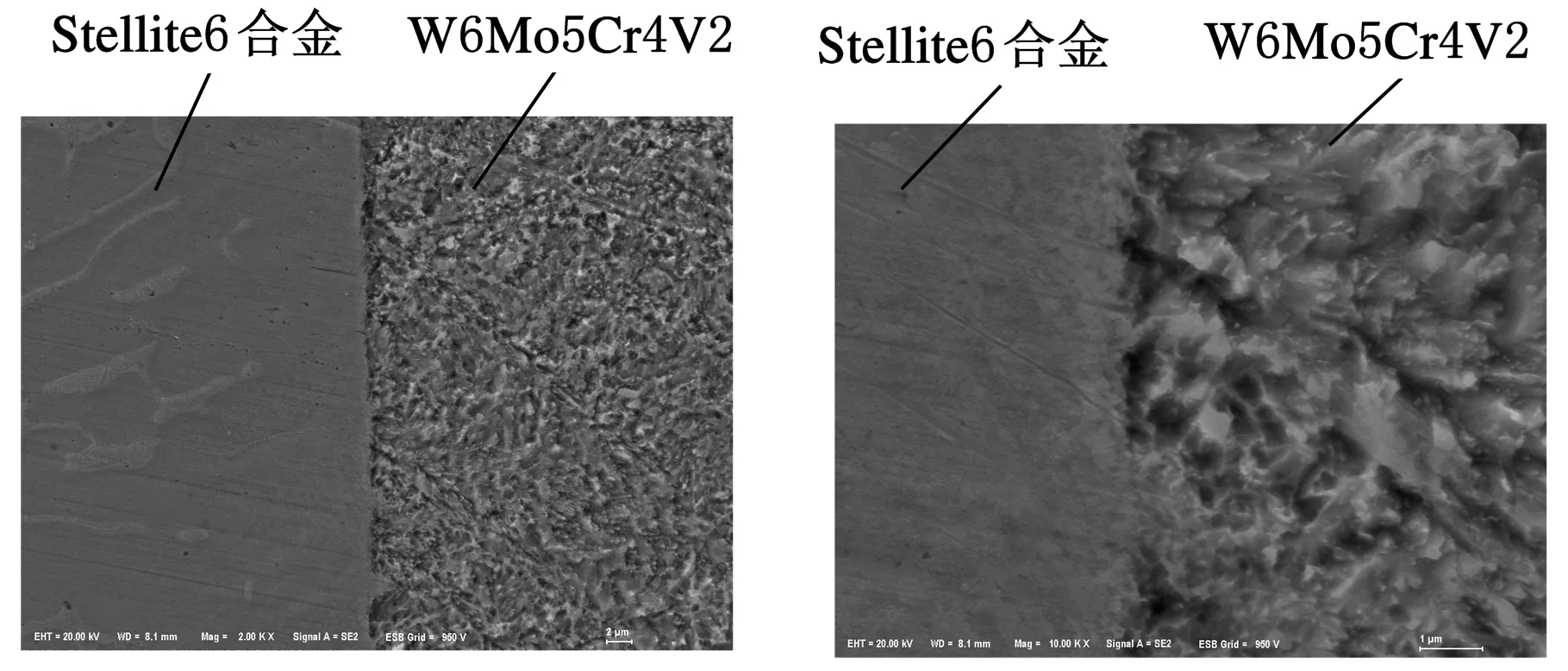
(a)2000倍電子顯微鏡下界面形貌(b)10000倍電子顯微鏡下形貌圖4 Stellite6合金堆焊層和W6Mo5Cr4V2堆焊層界面處形貌
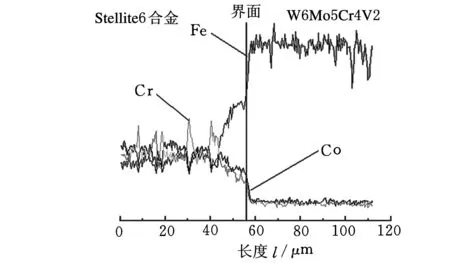
圖5 Stellite6合金堆焊層和W6Mo5Cr4V2堆焊層界面線掃描結(jié)果
圖4a是Stellite6合金堆焊層和W6Mo5Cr4V2堆焊層界面在2000倍電子顯微鏡下的形貌。圖4b和圖5分別是同一界面在10000倍電子顯微鏡下的表面形貌和界面兩端沿垂直于界面方向的元素含量線掃描結(jié)果。
在電子顯微鏡下可以看到兩個堆焊層界面均較為清晰,熔合線兩端組織分布均勻,沒有可見的明顯缺陷,兩種材料冶金結(jié)合狀況較好。由能譜分析結(jié)果可知, Co、Cr、Fe元素的含量在堆焊層界面處發(fā)生了明顯的變化,界面兩側(cè)Fe的含量變化最為明顯,堆焊層的元素分布呈梯度變化。
2.4堆焊試樣的顯微硬度
圖6所示是堆焊試樣經(jīng)焊后熱處理后從H13基體到Stellite6堆焊層表面的顯微硬度變化曲線,測試試樣厚度方向9 mm的顯微硬度,每1 mm測量一次。從圖6中可看出,經(jīng)過熱處理以后,硬度變化呈現(xiàn)顯著的特點:從基體到表面其硬度逐漸增大。Stellite6合金堆焊層硬度較之熱處理之前有了一定的提高,表面硬度由437HV提高到492HV。硬度提高主要是因固溶強化的Co-Cr固溶體和時效處理時固溶體基體析出的細小顆粒狀碳化物起到了強化作用[9-10]。
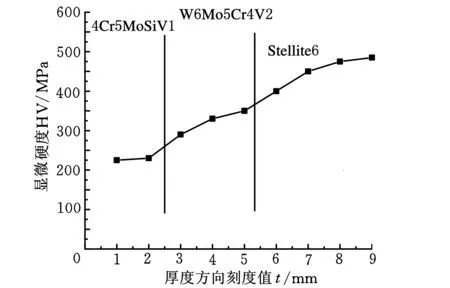
圖6 熱處理后顯微硬度變化曲線
2.5耐磨性能分析
表2是多層金屬熱鍛模Stellite6合金堆焊層和H13鋼(淬火+回火,硬度HRC45)試樣在磨損試驗機上磨損后的質(zhì)量損失。從表2可以看出,多層金屬熱鍛模Stellite6合金堆焊層在磨損中失去的質(zhì)量只有0.0266 g,而H13試樣的磨損量卻有0.066 g,質(zhì)量損失比為1∶2.5。實驗說明,制備的多層金屬試樣的表面耐磨性能比普通的模具鋼H13的表面耐磨性能明顯提高。

表2 磨損實驗結(jié)果 g
2.6沖擊韌性
多層金屬熱鍛模試樣的常溫沖擊韌性為24.25 J/cm2,這個值低于H13(39 J/cm2)和W6Mo5Cr4V2(45 J/cm2)材料的常溫沖擊韌性值。原因如下:Stellite6合金自身的沖擊韌性值不高,加之時效處理時溫度較低,析出的碳化物顆粒細小,在提高了硬度和強度的同時卻降低了塑性和韌性。沖擊韌性測試表明,多層金屬熱鍛模試樣基體和中間覆層韌性較好,表面層韌性一般,但強度與硬度較高,多層金屬熱鍛模試樣的總體韌性性能在焊后熱處理后得到了一定程度的調(diào)節(jié)。
3 結(jié)論
(1)堆焊層質(zhì)量良好,無明顯焊接缺陷。不同材料之間界面冶金結(jié)合良好,元素分布呈梯度變化。
(2)采用固溶+時效+回火的焊后熱處理后,試樣的性能得到進一步的優(yōu)化,堆焊試樣沿厚度方向顯微硬度呈梯度變化,Stellite合金表面層顯微硬度達到492HV。
(3)Stellite6合金堆焊層耐磨性能得以提升,耐磨性是H13鋼(HRC45)的2.5倍;沖擊韌性測試結(jié)果為24.25J/cm2,處于合理范圍內(nèi)。
[1]Cser L,Geiger M,Lange K.Tool Life and Tool Quality in Bulk Metal Forming[J].Proc. Instn. Mech. Engrs,1992,41(2):667-675.[2]Tercelj M,Panjan P,Urankar I.A Newly Designed Laboratory Hot Forging Test for Evaluation of Coated Tool Wear Resistance[J].Surface & Coatings Technology,2006,200(11):3594-3604.
[3]Falk B,Engle U.Estimation of Tool Life in Bulk Metal Forming Based on Different Failure Concepts[J].Journal of Materials Processing Technology,1998,80/81(8):602-607.
[4]Pan Chenggang,Wang Huachang.Effects of Processing Parameters on Microstructure and Performance of Plasma Cladding Coatings[C]//Proceedings of 2010 International Conference on Mechanic Automation and Control Engineering.Wuhan,2010:3818-3821.
[5]朱季平,張福豹.梯度功能材料的應(yīng)用研究及發(fā)展趨勢[J].裝備制造技術(shù),2011(9):135-138.
Zhu Jiping,Zhang Fubao.Application Research of Functionally Gradient Materials and Their Development Trend[J].Equipment & Manufacturing Technology,2011(9):135-138.
[6]郭成,朱維斗,金志浩.梯度功能材料在模具中的應(yīng)用展望[J].塑性工程學(xué)報,1995(6):20-26.
Guo Cheng,Zhu Weidou,Jin Zhihao.The Prospect of the Application of Functionally Gradient Materials to Dies[J].Journal of Plasticity Engineering,1995(6):20-26.
[7]潘成剛.多金屬熱鍛模熱應(yīng)力緩解機理及方法研究[D].武漢:武漢理工大學(xué),2010.
[8]Takahashi H,Hashida T.Development of an Evaluation Method of Functionally Gradient Materials[J].The Japan Society of Mechanical Engineers,1990,33(3):281-287.
[9]PrasadRao K,Damodaram R.Friction Surfaced Stellite Coatings[J].Materials Characterization,2012,70(8):111-116.
[10]傅迎慶,周峰.等離子噴涂WC-Co涂層的微觀組織及硬度[J].稀有金屬材料與工程,2007,36(增刊2):731-734.
Fu Yingqing,Zhou Feng.Microstructure and Hardness Properties of Low Power Plasma Sprayed WC-Co Cermet Coatings[J].Rare Metal Materials and Engineering,2007,36(S2):731-734.
(編輯袁興玲)
Manufacture and Properties on Prototype for Multi-metal Hot Forging Die Based on Cobalt Alloy Coating
Wang Huajun1Li Xiangchao1Zhao Kun2Xie Bing1
1.Wuhan University of Technology,Wuhan,430070 2.Wuhan Railway Bureau,Wuhan,430000
Multilayer metal hot forging die is an effective method to improve the service life of the die based on the idea of FGM.The samples of multi metal hot forging die were prepared through shielded metal arc welding herein. After post weld heat treatment,the microstructure analysis,microhardness test,wear test and impact toughness test were done.The test results show that,interface of cobalt alloy surfacing layer and W6Mo5Cr4V2 surfacing layer bonds in good condition.The microhardness of cross section is in gradient distribution and the surface hardness of cobalt alloy reaches 492HV.Wear resistance is 2.5 times that of H13 and the impact toughness is in a rational range.
functionally gradient material(FGM);hot forging die;cobalt alloy;surfacing welding;gradient distribution
2014-01-23
國家自然科學(xué)基金資助項目(51475346); 湖北省自然科學(xué)基金資助項目(2012FFB05108)
TG70< class="emphasis_italic">DOI
:10.3969/j.issn.1004-132X.2015.06.023
王華君,男,1970年生。武漢理工大學(xué)材料科學(xué)與工程學(xué)院副教授、博士。主要研究方向為梯度結(jié)構(gòu)熱鍛模具與壽命提升、精密塑性成形工藝及其優(yōu)化設(shè)計等。發(fā)表論文40余篇。李相超,男,1989年生。武漢理工大學(xué)材料科學(xué)與工程學(xué)院碩士研究生。趙堃,男,1988年生。武漢鐵路局技術(shù)員。謝冰,女,1968年生。武漢理工大學(xué)材料科學(xué)與工程學(xué)院講師。
猜你喜歡
艦船科學(xué)技術(shù)(2022年16期)2022-09-22 02:15:00
北京航空航天大學(xué)學(xué)報(2021年6期)2021-07-20 07:23:54
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
制造技術(shù)與機床(2017年5期)2018-01-19 02:49:17
制造技術(shù)與機床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學(xué)學(xué)報(自然科學(xué)版)(2017年1期)2017-03-20 15:25:18
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學(xué)院學(xué)報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04