超聲振動對光學玻璃加工的鋸切力特征研究?
2015-10-26 08:07:12王江全沈劍云李政材徐西鵬
應用聲學 2015年4期
王江全 沈劍云 李政材 徐西鵬
(華僑大學機電及自動化學院廈門361021)
超聲振動對光學玻璃加工的鋸切力特征研究?
王江全?沈劍云李政材徐西鵬
(華僑大學機電及自動化學院廈門361021)
超聲振動輔助方法已在各種硬脆性材料的加工工藝中得以應用,其優異的加工能力和效果已得到廣泛證明。本研究中通過采集有無超聲振動條件下鋸切光學玻璃的平均鋸切力的力學信號,對不同工藝條件下的平均鋸切力進行分析。同時通過掃描電鏡觀察對應力信號下工件與工具加工后表面形貌,進一步通過超聲振動下材料去除機理解釋超聲振動對鋸切力影響。結果表明:與傳統鋸切工藝相比,超聲振動改變普通鋸切下材料的去除方式;同時可使工具保持良好的鋸切狀態,降低光學玻璃材料的鋸切力比,改善其可加工性。
超聲振動,鋸切,鋸切力,光學玻璃
1 引言
隨著光學玻璃、藍寶石以及晶體材料等各種硬脆性材料的廣泛應用,實現其高效精密加工已成為制造工程領域的重要課題。相關研究表明,將超聲引入到硬脆性材料的加工中可以降低切削力并維持一個較低值[1-2],且可提高加工效率,已成為硬脆性材料高效精密加工的有效方法[3-5]。鋸切加工是硬脆材料零件制備流程中的第一道工序,其加工效率和質量對后續加工工藝及零件的總體制造成本有著重要影響。本研究中將利用超聲振動輔助方式進行光學玻璃的鋸切加工,綜合分析超聲波輔助鋸切玻璃過程中對鋸切力的影響特征,結合超聲波下鋸切材料去除方式,分析超聲振動對鋸切力影響機理。目的在于提高光學玻璃的切割分離過程中的效率以及調高切割后質量,探索一種適合工業生產的高效高質量的光學玻璃切割加工方式。
2 鋸切理論分析
2.1鋸切平均鋸切力分析
鋸切弧區內磨粒與工件的相互作用產生總鋸切力為弧區內所有接觸加工單顆磨粒受力總和[6]。單顆磨粒所受載荷的變化直接反應到總平均鋸切力的變化趨勢中。本研究采用測力儀直接測量平穩鋸切下逆切鋸切力信號平均值作為總平均鋸切力,如圖1所示。由于鋸片的直徑遠大于鋸切深度,故測量水平力Fx、豎直力Fy視為法向力Fn、切向力Ft[7]。影響各個方向總平均鋸切力大小的直接原因是弧區內單顆磨粒受載荷大小。

圖1 鋸切力模型Fig.1 Cutting force model
2.2超聲下鋸切弧區磨粒運動軌跡
超聲鋸切是普通鋸切與超聲振動復合而成的綜合加工方法,鋸片上單顆磨粒在鋸切區運動方程[8]:
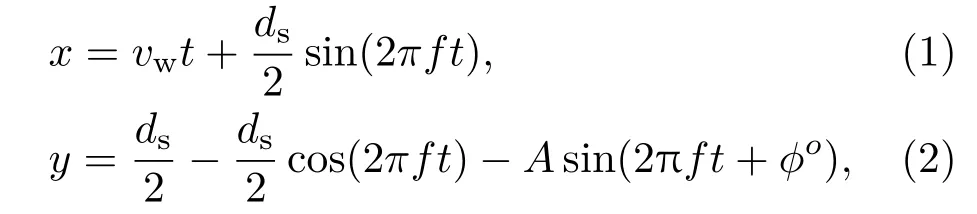
式(1)~(2)中,vw為工作臺進給速度,ds為鋸片直徑,f為超聲振動頻率,A為超聲振幅,φo為鋸片超聲振動初相位。
超聲輔助下,經Matlab仿真得到磨粒運動軌跡,如圖2所示。假設a、b、c為三顆有效磨粒在超聲下先后切入工件軌跡;d、f、g為普通方式下三顆磨粒平穩切入工件軌跡。弧區內,D為第一顆磨粒a磨粒經過一個超聲周期界限,b、c在a經過一個超聲周期時,接觸工件部分為包絡B、C陰影部分軌跡,其余為空切,屬于間歇性切削。超聲改變磨粒切入工件工作方式,也造成在不同參數下對平均鋸切力的影響趨勢與普通條件下不同。
3 試驗裝置與試驗條件
鋸切光學玻璃試驗在立式加工中心進行;超聲系統安裝在機床工作臺上,實驗裝置如圖3所示。鋸切力采用三向壓電晶體測力儀Kistler9257B進行檢測,通過DEWE-2010動態信號分析儀實時顯示數據進行采集和分析,其示意圖如圖4,采集的原始信號通過虛擬數字濾波器進行了濾波處理;超聲頻率和振幅采用激光位移傳感器進行測量,工件表面形貌采用Phenom掃描電鏡觀察。
本研究中采用青銅結合劑金剛石薄鋸片進行鋸切實驗,粒度600#,濃度25%,規格為50 mm ×0.3 mm×25.4 mm;工件材料為Na2SiO3光學玻璃,尺寸為10 mm×10 mm×2.5 mm;鋸切過程中,工件直接粘接在變幅桿前端工件夾具上,使用切削液。超聲頻率為28 kHz,振幅為4μm。

圖3 鋸切實驗裝置圖Fig.3 Sawing experiment device
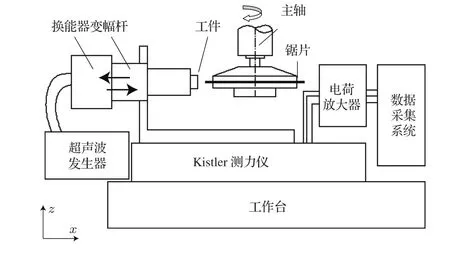
圖4 鋸切力采集裝置示意圖Fig.4 The sawing force acquisition device
4 試驗結果與分析
4.1超聲振動對平均鋸切力的影響
在鋸片轉速為7000 r/min和工作臺進給速度為900 mm/min條件下,鋸切深度在有無超聲輔助兩種方式下對平均鋸切力影響如圖5所示。可以看出超聲鋸切對平均鋸切力影響有很大程度上的改善。從整體上看來,兩種方式鋸切下鋸切力隨著鋸切深度增加,符合鋸切加工的一般規律。當鋸切深度在15~60μm范圍時,超聲振動使法向平均鋸切力降低約26.2%~46.4%,切向平均鋸切力下降約16.7%~25%,由此可知超聲振動可以緩解普通鋸切下鋸切力大所帶來的加工問題,也改善鋸切深度增加帶來的鋸切力增大趨勢,使其遞增趨勢趨向平緩。
圖6表示鋸片轉速為7000 r/min和鋸切深度為30μm時,鋸切工作臺的進給速度在兩種方式下對平均鋸切力影響。當工作臺的進給速度在600~1500 mm/min變化時,普通方式下鋸切法向平均力增加比例54.8%;超聲鋸切法向平均力增加比例38.7%,但是在平均切向力上,超聲鋸切其遞增趨勢影響不大明顯。可見超聲振動一定程度上降低法向平均鋸切力隨進給速度增加而遞增趨勢。
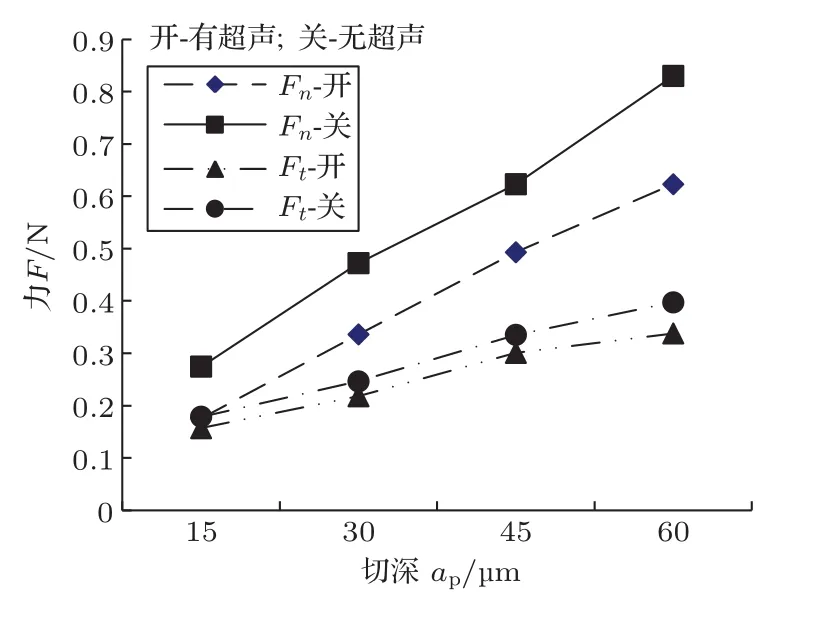
圖5 不同切深與總平均鋸切力關系Fig.5 Relationship of different cutting depth and average cutting force
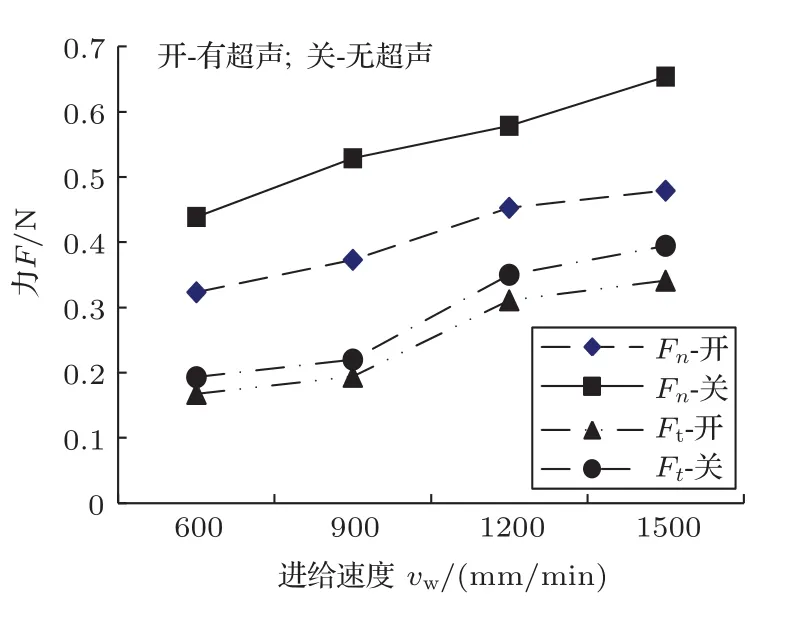
圖6 不同進給與總平均鋸切力關系Fig.6 Relationship of different feed and average cutting force
在圖7中,鋸切深度30μm和鋸切工作臺進給速度900 mm/min條件下,鋸片的轉速在兩種方式下鋸切對平均鋸切力的影響。鋸片轉速的提高,對法向平均力影響最大,但在5000 r/min后,切向平均力趨于平穩有稍微上升趨勢,可能由于實驗數據采集問題或者材料去除方式發生改變造成的。但超聲振動使平均鋸切力總是小于普通平均鋸切力,法向平均鋸切力降低比例達25.7%~40%,但對切向平均鋸切力減少影響不明顯。
選擇轉速7000 r/min和鋸切工作臺進給速度900 mm/min條件下,切深分別為15μm、30μm、45μm、60μm四組數據計算力比,如圖8所示。
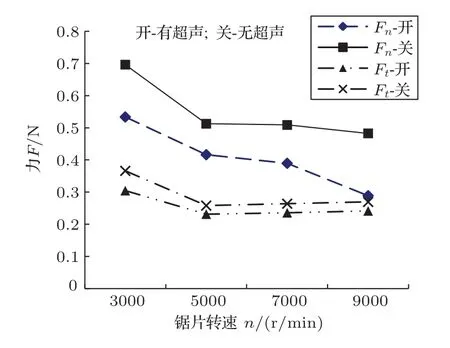
圖7 不同轉速與總平均鋸切力關系Fig.7Relationship of different rotational speed and average cutting force
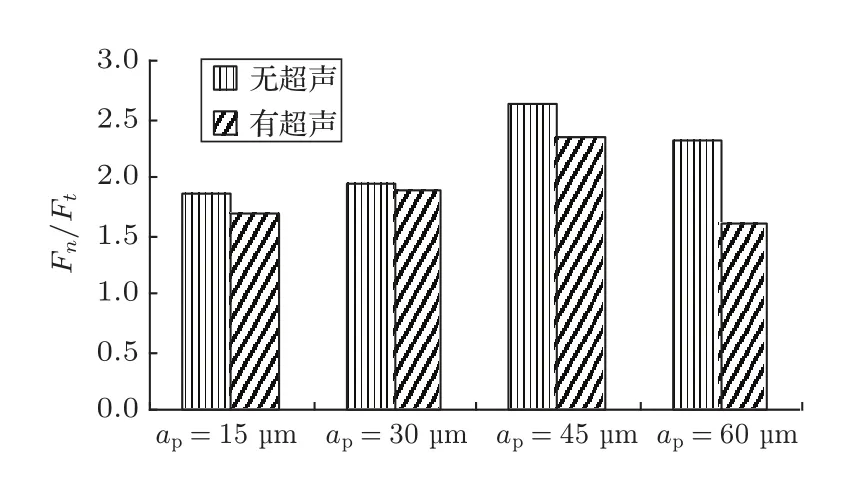
圖8 有無超聲輔助對鋸切力比影響Fig.8The effect of sawing force ratio with or without ultrasound assisted
超聲振動整體上降低鋸切力比值,可能是超聲輔助改善了鋸切過程中對材料性能影響或者去除方式等。不同的鋸切用量對力比值的大小影響不同,且在不同的鋸切深度下,超聲對力比的降低程度也不同。但基本可說明超聲振動可大大降低磨粒切入工件的難度,改善了硬脆性材料的可加工性。
4.2超聲振動對鋸切溝槽底部形貌的影響
當鋸切深度15μm,工作臺進給速度900 mm/min與鋸切轉速7000 r/min時,有無超聲鋸切后溝槽底部形貌如圖9~10所示。圖9中,1處平滑拖痕與2處破碎的凹坑說明材料存在著延性去除與脆性去除兩種方式。但磨粒與工件在平滑的拖痕處,不利于切削液潤滑與排屑,會產生高速摩擦,易使溫度急劇升高導致鋸片磨粒磨損和石墨化而失去鋸切能力。增大了磨粒載荷,引起了鋸切力的增大。因此,圖7中鋸片轉速提高到5000 r/min后,普通平均鋸切力降低不再明顯。
圖10中3與4處可見超聲鋸切下材料基本是脆性破碎去除,但破碎凹坑尺寸明顯比普通方式下小,說明超聲振動使材料更傾向于脆性微破碎去除。脆性去除減少磨粒與工件之間直接接觸摩擦,有利于冷卻液進入鋸切區提高潤滑與排屑,降低溫度而抑制石墨化現象,碰撞也增加了磨粒切削刃,可進一步降低鋸切力比與平均鋸切力,并且不受轉速影響。
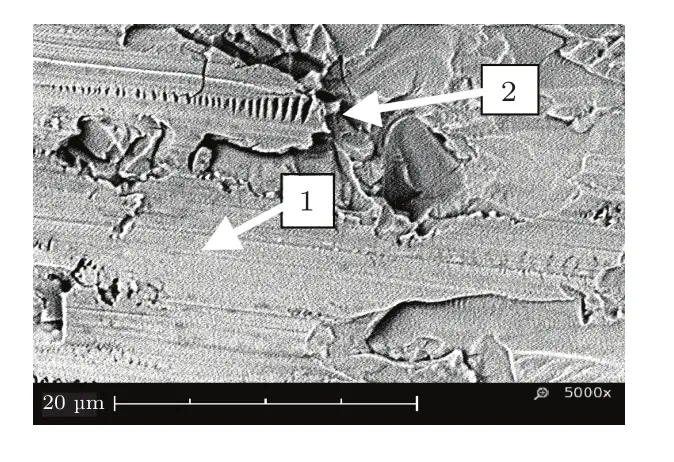
圖9 普通鋸切溝槽底部形貌Fig.9 The trench bottom topography of ordinary sawing
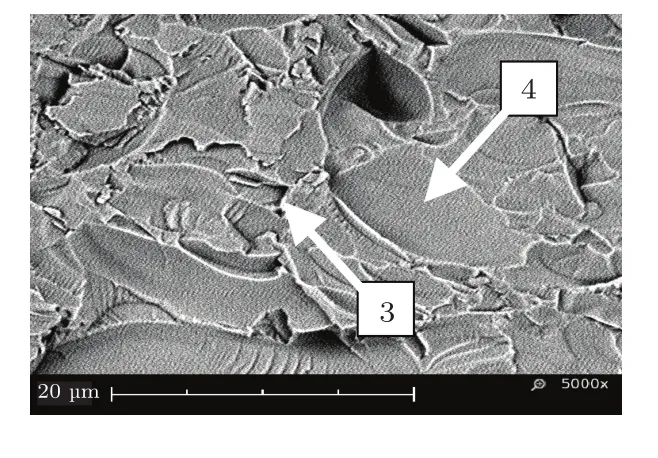
圖10 超聲鋸切溝槽底部形貌Fig.10 The trench bottom topography of ultrasonic aided cutting
5 結論
(1)對兩種條件下鋸切光學玻璃過程力信號分析可得到結論:超聲振動可導致鋸切過程中平均鋸切力的整體降低。
(2)超聲振動使普通鋸切中磨粒平穩切入工件的運動軌跡變為間歇性的沖擊切削。使普通鋸切中以延性去除與脆性去除兩種方式混合狀態轉變為基本上以脆性斷裂導致微破碎而被去除。
(3)超聲導致工件與磨粒間相互沖擊作用,以致磨粒可維持良好的自銳效果,使鋸切力比平均下降了大約17.8%,改善了硬脆性材料的可加工性,提高鋸切效率。
[1]SPUR G,HOLL S E.Material removal mechanisms during ultrasonic assisted grinding[J].Prod.Eng.,1997,12:9-14.
[2]EGASHIRA K,MIZUTANI K,NAGAO T.Ultrasonic vibration drilling of micro-holes in glass[J].CIRP Ann. Manuf.Technol.,2002,51(1):339-342.
[3]ISHIKAWA K,SUWABE H,NISHIDE T,et al.A study on combined vibration drilling by ultrasonic and lowfrequency vibrations for hard and brittle materials[J].Precis.Eng.,1998,22(4):196-205.
[4]EGASHIRA K,MASUZAWA T.Micro-ultrasonic machining by the application of work-piece vibration[J]. CIRP Ann.Manuf.Technol.,1999,48(1):131-134.
[5]UHLMANN SPUR G E.Surface formation in creep feed grinding of advanced ceramics with and without ultrasonic assistance[J].CIRP Ann.Manuf.Technol.,1998,47(1):249-252.
[6]李伯民,趙波.現代磨削技術[M].北京:機械工業出版社,2003.
[7]趙民,孫紅.金剛石鋸片切割工程陶瓷的切削力影響因素分析.工具技術[J].2000,34(5):15-16. ZHAO Min,SUN Hong.Analysis of factors influencing cutting force in cutting engineering ceramics by diamond saw blades[J].Tool Engineering,2000,34(5):15-17.
[8]張洪麗.超聲振動輔助磨削技術及機理研究[D].濟南:山東大學,2007.
Influence of ultrasonic vibration on sawing force characteristic of precision sawing optic glass
WANG JiangquanSHEN JianyunLI ZhengcaiXU Xipeng
(College of Mechanical Engineering&Automation,Huaqiao University,Xiamen 361021,China)
Ultrasonic vibration assisted machining has been widely applied on various machining methods of hard and brittle material,and its excellent machining capability has been proven.In this study,an average cutting force signal under condition of ultrasonic vibration or without it in optical glass cutting was collected,and the average cutting force characteristics under different conditions were analyzed.At the same time,the surface morphology of the corresponding force signal and tool work-piece after machining were observed by scanning electron microscope to further explain the mechanism of material removal under ultrasonic vibration and ultrasonic vibration effect on cutting force.The results show that ultrasonic vibration can change ordinary sawing way at removing material,keep a good cutting status of tool,reduce the cutting force ratio of the optical glass material and improve its workability.
Ultrasonic vibration,Sawing,Sawing force,Optic glass
TB559
A
1000-310X(2015)04-0339-05
10.11684/j.issn.1000-310X.2015.04.008
2015-01-30收稿;2015-04-25定稿
?國家自然科學基金項目(51275181)
王江全(1989-),男,廣東湛江人,碩士研究生,研究方向:高效精密加工。?
E-mail:771509531@qq.com
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38