淺談臨氫系統環槽型法蘭密封安裝技術要求
2015-10-21 19:51:15李永升
中國機械 2015年1期
摘要:針對某煉油廠臨氫裝置環槽型法蘭接頭在氣密或運行過程中存在的泄漏問題,從環槽型法蘭及墊圈的采購、制造、安裝等方面進行分析和總結,并對新建臨氫裝置的環槽型密封面安裝質量提出了管理辦法。
關鍵詞:環槽型法蘭;墊圈;密封;泄漏
石化行業的臨氫系統屬于高溫高壓環境,其介質H2是典型的易燃易爆物質,一旦發生泄漏,就有可能造成嚴重后果。而臨氫系統的環槽型法蘭面在氣密或運行過程中,由于制造、安裝等原因,經常發生泄漏,增加了處理成本,對開工進度和生產運行造成較大影響。
1.密封原理
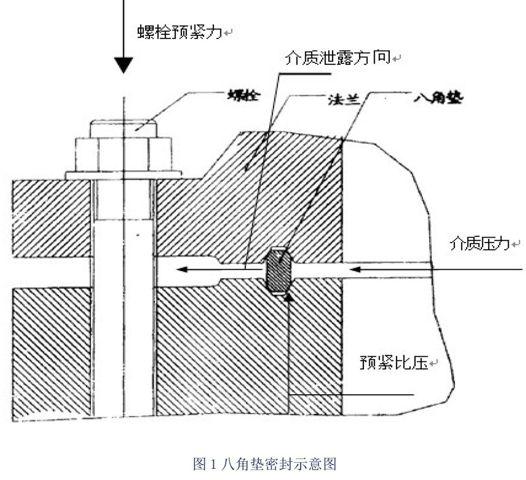
在上緊螺栓后,墊片與兩個法蘭密封面之間產生一定的密封力,此時墊片單位面積上的密封力稱為預緊比壓,預緊比壓使墊片產生一定的彈性變形或塑性變形,從而保證接觸面的密封。墊片的材質不同,預緊比壓的要求也不同。當介質壓力升起后,由于內壓的作用使墊片的壓緊力比預緊狀態有所降低。為了保證在工作狀態下的密封性能,要求此時墊片的比壓不小于m×p(p為內壓,m是與墊片材質及要求達到的密封程度有關的數值)。在臨氫系統應用較多的是八角墊密封,其結構如圖1所示:
八角墊安裝在梯形槽內,與梯形槽斜面形成面接觸,屬于一種半自緊式密封連接。當擰緊螺栓時,墊圈受軸向壓縮與上、下梯形槽貼緊,產生彈性變形或塑性變形,填滿密封面的凹坑不平處,從而形成一環形密封帶,建立初始密封。當介質引入升壓后,在介質壓力作用下,使八角墊徑向擴張,墊片與梯形槽的斜面更加貼緊,產生自緊作用。但是,介質壓力的升高同樣會使法蘭和連接螺栓變形,造成密封面之間的相對分離,墊片密封比壓下降。
2.影響密封的因素分析
影響環槽型結構法蘭密封的因素是多方面的。主要有墊圈性能、法蘭剛度、表面粗糙度、密封面配合情況、螺栓預緊力等。
2.1墊圈性能
反映墊圈密封性能的指標有壓縮率、回彈率和應力松弛等。金屬環墊適用于高溫、高壓管道,最高公稱壓力可達42MPa,最高使用溫度可達700℃。墊圈材料的選擇應根據溫度、壓力以及介質的腐蝕情況決定,同時還要考慮密封面的形式、螺栓力的大小以及裝卸要求等。
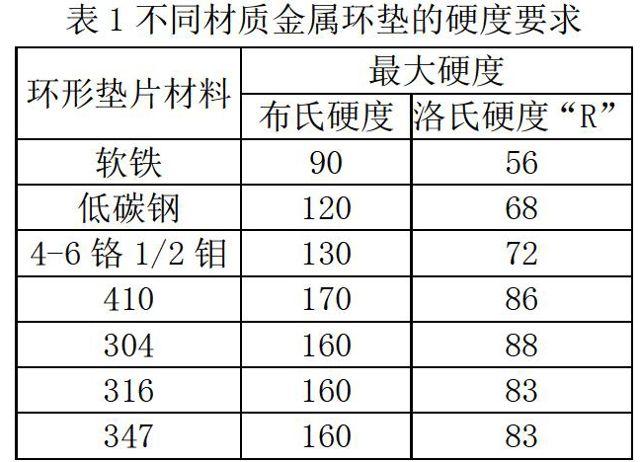
在安裝前,要求施工單位對法蘭和墊圈進行材質確認,并逐一進行硬度測量,對墊圈和法蘭整個圓周對稱測量四點,取其平均值。要求配對墊圈的硬度比法蘭梯形槽低HB30以上,這樣可以盡可能減少法蘭緊固對梯形槽密封面的損壞。墊圈硬度值越低,越容易發生彈性變形,初始氣密泄漏的可能性越小。其中墊圈材質為軟鐵(硬度值≤90 HB)的靜密封面,在氣密過程中很少有泄漏現象,即便發生泄漏只需及時調整螺栓預緊力即可。ASME標準B16.20墊圈的硬度要求見表1。
2.2法蘭剛度
由于法蘭的剛度是有限的,在螺栓載荷、墊片反力、介質壓力和附加外力的合成力矩作用下,由于剛度不足而產生偏轉、翹曲,從而使墊圈的壓縮存在外緊內松現象,使其對墊圈的壓緊力不均勻,從而導致法蘭泄漏。由于法蘭的載荷和變形涉及的因素比較復雜,美國ASME規范提出了法蘭剛度計算方法,并認為法蘭剛度越大, 法蘭在預緊和使用時變形小,密封性能越好。為防止法蘭泄漏可采用兩種方法,一是降低法蘭處管道的作用力和力矩;二是提高法蘭的壓力等級,從而提高其允許受力。
從現場安裝經驗看,公稱直徑越小、厚度越薄的環槽型法蘭,在其他影響因素相同的情況下,泄漏的可能性越小。尤其是公稱直徑小于DN100mm的環槽型法蘭,開工過程中基本未發現泄漏現象。即使在升壓過程中出現泄漏,只需要及時予以緊固就可以解決。可能是通過加大螺栓預緊力使法蘭面與墊圈均發生變形,并且在介質壓力將墊圈徑向擴張脹緊的作用下,使墊圈與梯形槽密封面的配合更好。對于公稱直徑大于200mm的法蘭,若存在墊圈與梯形槽配合不好等影響因素,一旦發生泄漏,很難通過調整螺栓預緊力,大多需要拆卸進行研磨、機加工或更換法蘭等。由于加工等原因,一般情況下墊圈以及與之相配的環槽型密封面適用于直徑不大的高壓場合。值得一提的是加氫反應器人孔法蘭等大直徑部位基本上是氣密的難點部位,均需重點監控。
2.3 表面粗糙度
密封面的表面粗糙度對密封效果影響很大,密封面的加工光潔度要求較高。特別是當采用非軟質墊片時,表面粗糙度值大是影響泄漏的重要因素。要求墊圈及環形槽密封面光滑,不得有劃痕、磕痕、裂紋和加工程度不足等缺陷,其表面粗糙度應小于Ra1.6um。從臨氫裝置氣密的經驗來看,密封面加工精度不夠,存在凹凸不平、劃痕、磕痕等缺陷是氣密泄漏的重要原因之一,特別是貫穿密封面的縱向劃痕將導致氣密難以通過,需要在拆卸后用標準研具進行研磨處理。
2.4 密封面配合情況
密封面的配合是影響環槽型法蘭密封質量的關鍵因素之一,安裝過程中多次發現兩者接觸線存在間斷甚至間隙過大等現象。2400kt/a汽柴油加氫裝置在氣密過程中發現8處環槽型法蘭泄漏,經多次預緊無法消除,拆卸后發現法蘭和墊圈密封面配合較差,兩者最大間隙達3mm以上。經分析是法蘭在機加工過程中,梯形槽中心圓直徑偏差超出標準公差范圍,普遍偏大。最終不得以將該8片不銹鋼法蘭切割,并進行機加工處理,經配對合格后安裝,再次氣密合格。
本項目法蘭的制造標準執行ASME B16.5或《石油化工管道器材標準》中的SH3406《石油化工鋼制管法蘭》;墊圈的制造執行ASME B16.20a或SH3403《管法蘭用金屬環墊》。其中SH標準是參照ASME標準編制而成,技術尺寸基本一致。
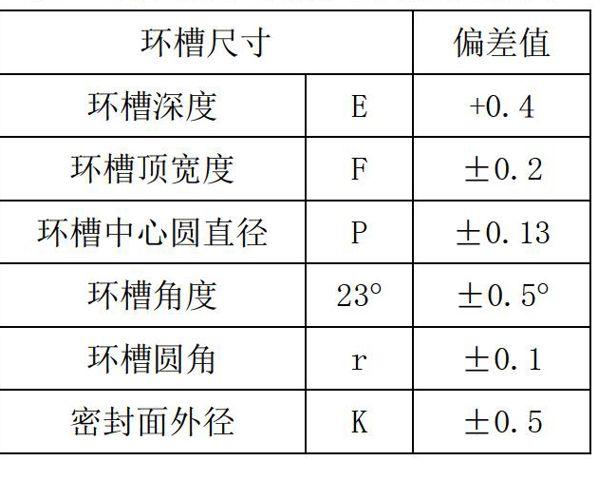
其中環槽型法蘭結構見圖2,SH3406《石油化工鋼制管法蘭》中其關鍵尺寸的公差范圍見表2,墊圈的結構見圖3,SH3403《管法蘭用金屬環墊》中其關鍵尺寸的公差范圍見表3:
因此根據上述制造標準,墊圈與梯形槽之間的配合將有可能存在間隙。而SH3501-2002《石油化工有毒、可燃介質管道工程施工及驗收規范》中6.2.4條規定:安裝前,法蘭環槽密封面與金屬環墊應做接觸線檢查。當金屬環墊在密封面上轉動45°后,檢查接觸線不得有間斷現象。從實際檢查情況
來看,70%以上的法蘭與墊圈的接觸線存在間斷現象,因此該規定在施工過程中難以操作。
從圖2可知環槽型密封面配合的影響因素有:環槽中心圓直徑、槽頂寬、環槽角度、節徑、環寬、斜面角度等,這些參數的公差將導致環槽型密封面的配合存在間隙,其中影響最大的是環槽中心圓直徑、墊圈節徑、斜面角度等。上述參數的公差累加近似等于法蘭和墊圈的配合偏差。查表2、表3可知,法蘭和墊圈的最大配合偏差B≈±0.4mm。從現場安裝經驗來看,對于公稱直徑小于200mm的法蘭,兩者的配合偏差在±1mm以內,可以判定合格,在使用過程中基本上可以滿足密封要求。若墊圈硬度值越低,兩者的配合偏差還可以適當放寬。但對于公稱直徑大于200mm的法蘭,對法蘭面與墊圈的配合精度要求相對較高。
對于法蘭本體為碳素鋼/低合金鋼、墊圈為不銹鋼的靜密封面,若冷態下發生在安全范圍內的微量泄漏,若不具備條件可暫不予處理。因為碳素鋼/低合金鋼的熱膨脹系數約為11×10-6/K,不銹鋼的熱膨脹系數約為17.5×10-6/K,在升溫過程中,墊圈的熱膨脹量為法蘭密封槽的1.6倍。因此,墊圈與法蘭密封槽在螺栓預緊力的軸向限制下,將會出現高溫脹緊而停止泄漏。這樣可以解釋環槽型法蘭面在冷態下發生泄漏,在高溫下卻未泄漏的現象。若墊圈與密封槽在預緊或熱膨脹過程中因過度擠壓出現了不可恢復的塑性變形,在高溫下可能未泄漏,在降溫過程中由于不銹鋼墊圈的收縮量相對較大,就可能導致密封比壓不夠而出現泄漏。因此對于環槽型靜密封不僅需要在升溫過程中熱緊,關鍵部位在降溫過程也有必要及時進行“冷緊”。
2.5螺栓預緊力
螺栓預緊力是影響密封的主要因素。預緊力必須使墊片壓緊并實現初始密封條件。同時,預緊力也不能過大,否則將會使墊圈產生不可恢復的塑性變形,回彈能力下降,密封比壓小于工作比壓,同樣會造成密封面泄漏。尤其是螺栓力要均勻,否則易使法蘭面變形不均勻,或使密封面和墊圈壓壞,造成密封失效。國內通常采用套筒沖擊扳手,螺栓潤滑也不講究,因此實際螺栓力與要求相差甚遠,最大與最小可達4倍,往往不能保證良好的密封。
臨氫系統環槽型法蘭規格較多。本文以規格為DN200,壓力等級為Class2500,材質為F321的法蘭為例,緊固件選擇25Cr2MoVA+35CrMoA,其螺栓預緊力的計算可按GB150-1998《鋼制壓力容器》附錄G進行。
法蘭連接預緊狀態的螺栓載荷可以按照以下公式進行計算:
因此,螺栓總載荷取操作狀態下的最小載荷1956 kN ,該規格的法蘭有12個螺栓,每個螺栓的平均載荷為1956kN/12=163 kN。
需要的扭矩按照力與力矩的關系式N=0.2Fd=0.2×163×(52-5)=1532.2N.M
本項目環槽型法蘭在預緊過程中,使用的是HYTORC液壓拉伸器,根據廠家提供的經驗數據,作用在螺栓上的預緊載荷在不同的施工條件下存在損耗,實際需要的扭矩值要大于理論值,見表4。
螺栓在穿入前,待緊固螺帽與法蘭的接觸部位以及螺紋部分要均勻地涂抹上二硫化鉬,既可以降低摩擦力,減少預緊力損失,又能防止螺栓在高溫下咬合,方便今后拆卸。法蘭組對時,取法蘭圓周方向均勻測量4點,要求兩法蘭端面平行偏差≤0.2mm,徑向偏差≤0.2mm,防止法蘭面存在張口、偏口、錯口等問題。預緊時要求對稱把緊螺栓,先按“十”字對稱交叉把緊,再按“※”字對稱把緊,從而盡量使各螺栓預緊力大體均勻。
由于預緊時螺栓將發生彈性變形,螺栓的拉應力也將發生變化,且螺栓之間存在彈性相關性,使臨近的螺栓發生應力松弛現象。因此預緊過程中使用液壓拉伸器操作時需避免一次預緊,要求至少分5次以上預緊(拉伸載荷與最終載荷比例關系如下:第一遍為20%,第二遍為40%,第三遍為60%,第四遍為80%,第五遍為100%),使各螺栓應力盡可能一致,以防止部分螺栓應力減少,達不到所需預緊力導致密封失效。當第一次達到100%預緊力時,由于摩擦力及螺栓的彈性等因素影響,實際預緊力并未達到100%,通常需要用100%的預緊力重復緊兩遍以上。若有必要,可對某些螺栓進行重復預緊。或每間隔一個螺栓給予超范圍(或110%左右)的預緊力,再對相鄰螺栓進行100%的預緊力,這樣對于一個法蘭來說,各螺栓的載荷可以形成一條相對均勻的載荷曲線。但是螺栓預緊力不能過大,否則會造成螺栓副出現高溫咬合現象,或導致螺栓副因應力過大而屈服失效,還有可能造成墊圈和密封槽出現過度塑性變形甚至壓壞。
由于管道支吊架設計不合理、法蘭面不平行或存在中心偏差、管系附加外力、熱應力、振動等因素,也會導致螺栓預緊力不均勻而發生泄漏,因此在安裝以及問題處理過程中必須綜合考慮。
3.提高密封質量的措施
3.1法蘭、墊圈屬于常規管配件,制造技術門檻相對較低。但廠家必須嚴格執行相關標準,加強對機床加工、質檢等工序的管理。必要時業主可委派專業人員駐廠監造,尤其是高壓大口徑法蘭,制造周期長,返工難度大,更要引起足夠的重視。
3.2由于訂貨時法蘭與墊圈不是同一廠家,兩者均存在制造公差甚至超出公差范圍。業主在簽訂法蘭技術協議/合同時,必須明確要求廠家在法蘭出廠前用標準樣規進行檢查,并逐一與標準墊圈進行配對檢查,合格后方可出廠。
3.3由于設備法蘭一旦出現氣密泄漏,現場處理難度較大。因此對于參與現場氣密的壓力容器,要求制造廠家加強法蘭機加工的質量管理,并在水壓試驗合格后,再進行氣密試驗。
3.4施工前要準備好一套檢查密封面用的標準全斷面樣板和單個槽形的樣板。要用標準樣板檢查密封面的角度及中徑,以樣板與密封面完全接觸不透光為合格。
3.5密封槽的加工精度以及密封槽與八角墊的配合情況對密封效果影響很大。若加工精度較高以及配合良好,則在氣密過程中不容易出現泄漏;若兩者均存在問題,則氣密難度增大,最好通過機加工、研磨或纏繞石墨紙來處理;否則必須通過調整螺栓預緊力的方式進行彌補,但難度和風險均較大。
3.6現場安裝過程進行重點管理。對環槽型結構的靜密封面建立臺帳,由監理、車間參與檢查,檢查項目包括法蘭/墊圈、緊固件的材質、硬度、表觀質量、配合質量、法蘭組對質量、預緊過程等。這樣可最大限度地避免強力組裝,減少氣密問題的發生。
3.7螺紋之間、螺帽與法蘭接觸面之間均存在摩擦損耗,導致螺栓預緊力的有效載荷減少。但不銹鋼法蘭與鉻鉬鋼法蘭相比,螺栓預緊力的損耗更大。因為不銹鋼硬度低,螺帽容易與法蘭面發生咬合。因此,在螺栓與螺帽、螺帽與法蘭面之間抹上二硫化鉬潤滑或加上特殊的墊片,能有效減少摩擦損耗。
3.8通常在氮氣氣密時發現的泄漏,在氫氣氣密時泄漏程度并沒有明顯增加,而且隨著溫度的升高,泄漏會明顯減輕或消失。
4.結語
某煉廠新建的1.7Mt/a渣油加氫裝置以及50kNm3/h制氫裝置,其環槽型靜密封面在安裝過程中,業主組織各參建單位嚴格按要求進行檢查和安裝,累計檢查1400多處法蘭面,處理或更換63處法蘭,最終臨氫系統氣密一次合格,從而極大地降低了成本,縮短了開工準備時間,為上述兩套裝置的開車一次成功奠定了堅實的基礎。
作者簡介:
李永升,1995年畢業于撫順石油學院大學,現任新疆能化設備科長,主要從事設備專業管理。