紅外熱像儀測定紅外線燃氣具板面發射率的探討
2015-10-17 07:18:06張全勝陳水輝劉艷春
陶瓷 2015年7期
關鍵詞:測量
張全勝 陳水輝 劉艷春,3
(1 廣州市紅日燃具有限公司 廣州 510430)(2 廣州銳得森特種陶瓷科技有限公司 廣州 510460) (3 華南理工大學 廣州 510640)
前言
紅外線燃氣具以其高效節能、清潔環保的特色,成為節能環保產品領域的一個熱點,已經得到了越來越多消費者的高度肯定。隨著人們對節能環保產品的認知水平的日益提高,該類產品會成為消費者優先選擇的標桿產品之一。紅外線燃氣具,顧名思義,是發射紅外線進行傳熱的燃氣具。其傳熱方式是輻射傳熱,而傳統的大氣式燃氣具的傳熱方式是對流傳熱和輻射傳熱并存,單從傳熱方式來說,在高溫時輻射傳熱的速度要高于對流傳熱。燃氣具的輻射效率是制約燃具熱效率的重要因素之一,制備高發射率的燃燒板面是提升熱效率的核心技術之一。測定燃燒板面的發射率通常也是研究高發射率燃燒板面最直觀的方法之一。
紅外熱成像測溫技術是一種直觀、準確、靈敏度高、快速、應用范圍廣泛的測定物體表面溫度場分布的非接觸測量技術[1]。事實上,由于實際進入熱像儀的熱輻射不僅有目標的自身熱輻射,還有反射環境的熱輻射和大氣輻射等,而且,使用紅外熱成像儀測定被測物體表面溫度一般是需要預先知道并輸入被測物體的表面發射率,然而,發射率是波長、溫度、物體材料與輻射體表面條件、結構等的函數,想要獲得可靠的數據往往也是非常困難的。本文所述的紅外線燃氣具的燃燒板面是采用不同結構的陶瓷材料為機體,表面涂覆不同的紅外發射涂料制作而成。鑒于紅外成像測溫系統的測量精度依賴多種因素,筆者提出使用標準曲線法求解特定使用條件下的燃燒器板面發射率,為紅外線燃氣具燃燒板面面發射率、板面溫度的測定提供了一種簡便直觀的方法。
1 實驗部分
1.1 陶瓷纖維催化取暖器燃燒板面面發射率的測定
所用的取暖器(RSC-B01型)的催化板面是分別采用高硅氧纖維和氧化鋁纖維兩種材料為載體制成的,催化板面前端均使用同樣規格的不銹鋼板沖網做防護。測定溫度前需分別從冷態開始預熱取暖器20 min以上,使其處于穩定的狀態。在取暖器處于穩定狀態下,使用NEC G120EXD紅外熱像儀(分別預設發射率為0.4、0.5、0.6、0.7、0.8、0.9、1.0)拍攝取暖器發熱板面紅外圖像,使用設備專用的分析軟件InfReC Analyzer分析采樣位置的平均溫度;同時,使用已檢定合格的高靈敏度接觸式表面溫度計測定實際溫度(在紅外熱像儀取樣對應的部位,均勻取樣20點測定板面溫度取均值)。
1.2 紅外線灶具的燃燒器表面發射率的測定
所用的灶具(818C-Y型)的燃燒板面分別使用圓孔白片、圓孔黑片、方孔白片、方孔黑片4種不同蜂窩陶瓷板制成,測試時板面上端無任何遮蓋物。測定溫度前需分別從冷態預熱灶具5 min以上,使其處于穩定的狀態。在穩定的狀態下,使用NEC G120EXD紅外熱像儀(分別預設發射率為0.4、0.5、0.6、0.7、0.8、0.9、1.0)拍攝燃燒器發熱板面紅外圖像,使用設備專用的分析軟件InfReC Analyzer分析采樣位置的平均溫度;同時,使用已檢定合格的高靈敏度接觸式表面溫度計測定實際溫度(在紅外熱像儀取樣對應的部位,均勻取樣20點測定板面溫度取均值)。
2 結果與討論
2.1 陶瓷纖維催化取暖器燃燒板面發射率的測定
2.1.1 高硅氧纖維載體催化板面發射率測定
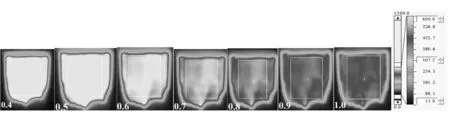
圖1 不同預設發射率對高硅氧纖維催化板面紅外圖像的影響
對照圖1左邊7幅不同發射率拍攝的圖像與溫度標尺可見,使用紅外熱像儀測定板面溫度時,預設不同的發射率對溫度示值有著非常顯著的影響。利用熱像儀專用分析軟件InfReC Analyzer分別統計采樣部位(圖像的矩形區域)的平均溫度如表1所示。利用表1制作板面溫度-預設發射率(簡寫為T-ε,下同)標準曲線,同時結合接觸式溫度計測定的平均溫度,使用內插法反向推算出板面材料在測試條件下的合成發射率為0.96(如圖2所示)。

表1 不同預設發射率對板面平均溫度的影響
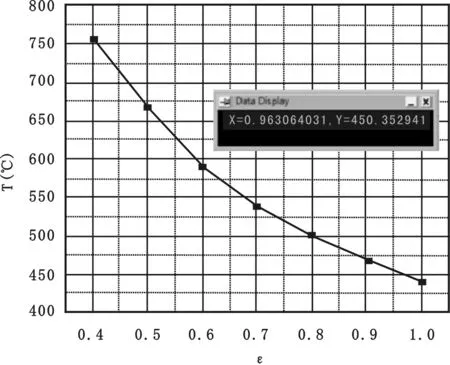
圖2 高硅氧載體催化板面T-ε標準曲線
2.1.2 氧化鋁纖維載體催化板面發射率測定
對照圖3左邊7幅不同發射率拍攝的圖像與溫度標尺可見,使用紅外熱像儀測定板面溫度時,預設不同的發射率對溫度示值同樣有著非常顯著的影響。利用熱像儀專用分析軟件InfReC Analyzer分別統計采樣部位(圖像的矩形區域)的平均溫度如表2所示。利用表2制作板面溫度-預設發射率(簡寫為T-ε,下同)標準曲線,同時結合接觸式溫度計測定的平均溫度,使用內插法反向推算出板面材料在測試條件下的合成發射率為0.87(如圖4所示)。

圖3 不同預設發射率對氧化鋁纖維催化板面紅外圖像的影響
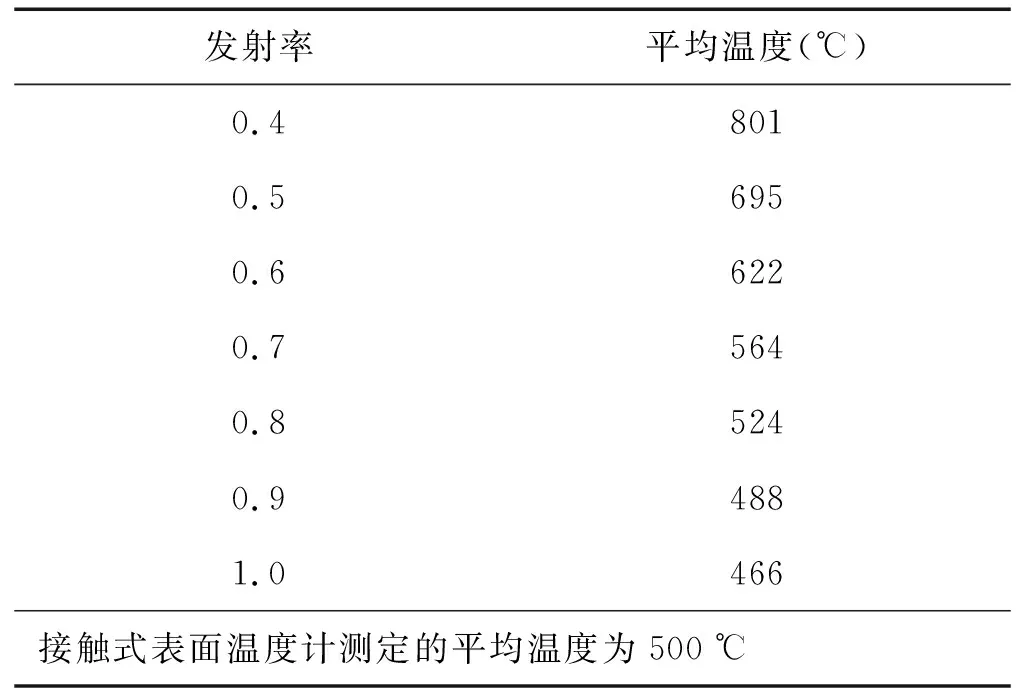
表2 不同預設發射率對板面平均溫度的影響
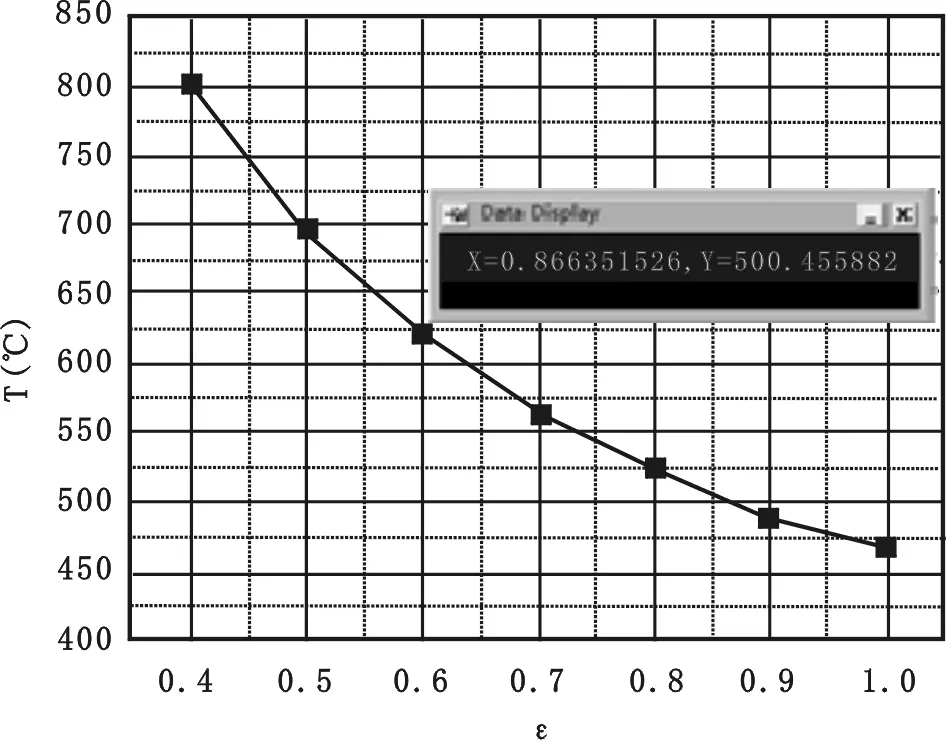
圖4 氧化鋁載體催化板面T-ε標準曲線
事實上,以上催化板面使用的是同樣的催化活性組分,但采用了不同的助催化劑和載體,在同樣的燃氣流量下,板面平均溫度相差達50 ℃,且發射率高者表面溫度較低。其實紅外線燃氣具使用的燃燒板面的發射率越高,其熱效率就越高,這一點早已經為人們所熟知。因此選擇合適的催化材料對催化取暖器的熱效率的提升也尤為重要。
2.2 紅外線燃氣灶具燃燒板面面發射率的測定
相似地,將各種面板所測量得到的數據(見表3,表面溫度計測定溫度記為Tt)繪制成標準曲線如圖5所示。利用Tt值在對應的曲線上求得圓孔黑片、圓孔白片、方孔黑片和方孔白片4種不同的燃燒板面對應的發射率分別為εcb=0.93,εcw=0.82,εrb=0.99,εrw=0.86。
2.3 物體發射率測定方法比較
1988年,J R Barry等[2]給出了3種測量物體發射率的經典方法,它們分別為雙參考體法、雙溫度法和雙背景法。以下3個公式中n取值主要和熱像儀的工作波段有關,我們按最常用的(8~14)μm波段,其取值為4。
2.3.1 雙參考體法
首先,雙參考體法是用一個黑體和一個高發射率的漫反射板作為參考體,讓被測試件保持與黑體溫度相同,漫反射板溫度則等于背景溫度,分別用熱像儀測量試件、黑體和漫反射板的溫度,并使用式(1)計算得到被測試件的發射率。

表3 不同預設發射率對板面平均溫度的影響
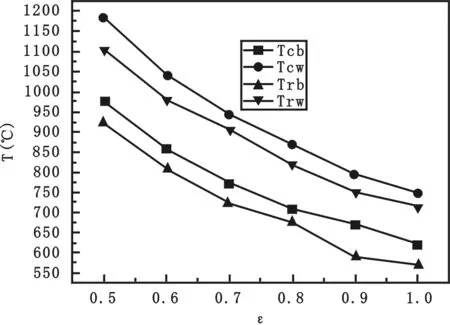
Tcb-圓孔黑片板面溫度 Tcw-圓孔白片板面溫度 Trb-方孔黑片板面溫度 Trw-方孔白片板面溫度
(1)
式中:εs——試件表面待測的發射率;
Tr、T0和Tu為熱像儀測量的試件、黑體和背景的輻射溫度,℃。
2.3.2 雙溫度法
該法僅需一個已知發射率的參考體。被測試件與參考體保持相同的溫度,在兩個不同的溫度T1和T2時,同時用熱像儀測量它們的輻射溫度。假設為T1時,試件與參考體分別對應的輻射溫度為Ts1和Tr1時;為T2時,它們分別對應的輻射溫度為Ts2和Tr2,εr參考體的發射率,則試件發射率εs可表示為式(2):
(2)
2.3.3 雙背景法
當不能改變被測物體的溫度時,可采用雙背景法。這種方法是在兩種不同的背景溫度TBG1和TBG2下進行,試件和參考體在兩次測量中保持溫度不變。Ts1、Tr1和Ts2、Tr2分別為第一種和第二種背景條件用熱像儀測得的試件和參考體表面的輻射溫度,εr參考體的發射率,則試件發射率εs可表示為式(3):
(3)
理論上說,上述3種方法在測量過程中,有效地消除了因測量背景和目標真實溫度產生的誤差而影響發射率的測量誤差。三種方法測量出給定的一種材料的發射率誤差小于±0.02[2]。然而,3種方法均需保持兩個物體的溫度一致。對于紅外線燃氣具等實際應用的產品來說,很難找到該試驗條件下理想的參考體,也很難保證兩個物件的溫度一致;另外使用參考體制成的涂料涂覆在陶瓷材料板面,會影響催化燃燒性能。對于本文第一個試驗——催化取暖器來說,使用不合適的參考體材料可能導致板面根本無法起燃,更不要說測試或設法維持同樣的溫度。另一方面,如果不是放在燃氣燃燒場合,而選用靜態的恒溫環境進行測定,顯然是不符合實際的,這是因為物體的發射率不僅跟材質有關,還跟結構、使用狀態、溫度分布等相關。
使用接觸法測定板面溫度時顯然也會影響到測量部位的燃燒狀態從而導致測量溫度與實際溫度不一致。通過選用高靈敏度、小接觸面積的熱電偶可以減少接觸時間和接觸面積,最大限度減少對燃燒狀態溫度場的破壞,所測定的溫度更符合實際溫度。另外,使用表面溫度計測量溫度時,每次只能測量一個點,測量點的選擇范圍與數量,不僅影響平均溫度,還影響到與熱像儀測溫區域的對應性。相對而言,使用該法測試紅外線燃具的板面發射率的條件更易實現。
3 結論與展望
使用T-ε標準曲線法可以直觀、迅速地測定紅外線燃氣具各種板面的發射率,這為紅外線燃氣具領域開發高紅外發射率的板面材料提供了一種方便可靠的評價方法,同時為使用熱像儀準確測定紅外線燃氣具板面溫度提供了基礎的輻射率數據。通過縮小預設輻射率的范圍,采用更精確靈敏的表面溫度計可以提升發射率的測試精度。
紅外熱像儀應用領域非常廣泛,然而在紅外線燃氣具領域的應用方興未艾。其實,利用熱像儀在紅外線燃具領域當然不僅限于發射率的測定,我們還可以直接或間接地測定燃具的很多性能、診斷故障等。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00