基于PLC的自動擰螺釘機控制系統設計
2015-10-14 07:54:02周平
機電工程技術 2015年12期
關鍵詞:設計
周平
(江西工程學院,江西新余338000)
基于PLC的自動擰螺釘機控制系統設計
周平
(江西工程學院,江西新余338000)
介紹了以西門子S7-200 PLC為核心的自動擰螺釘機控制系統。給出了自動擰螺釘機的氣動設計、伺服電機設計、PLC設計。該機具有很好的可擴展性,應用效果良好。
PLC;螺釘;伺服控制
0 引言
螺釘是工業產品的一個零件,其規格多樣,傳統擰螺釘主要依靠人工,效率低,靈活性差,本文基于裝配模塊化、自動化的理念,介紹基于PLC的自動擰螺釘機設計。
1 自動擰螺釘機結構
自動擰螺釘機的主要工作過程概述如下:當檢測到需進行螺釘裝配的產品到位后,經止動氣缸將其鎖緊,通過氣閥將螺釘從氣管中導入,裝配工作臺移動定位,升降氣缸帶動伺服電機向下運動到位后,伺服電機驅動螺刀將螺釘擰緊。其主要結構如圖1所示。
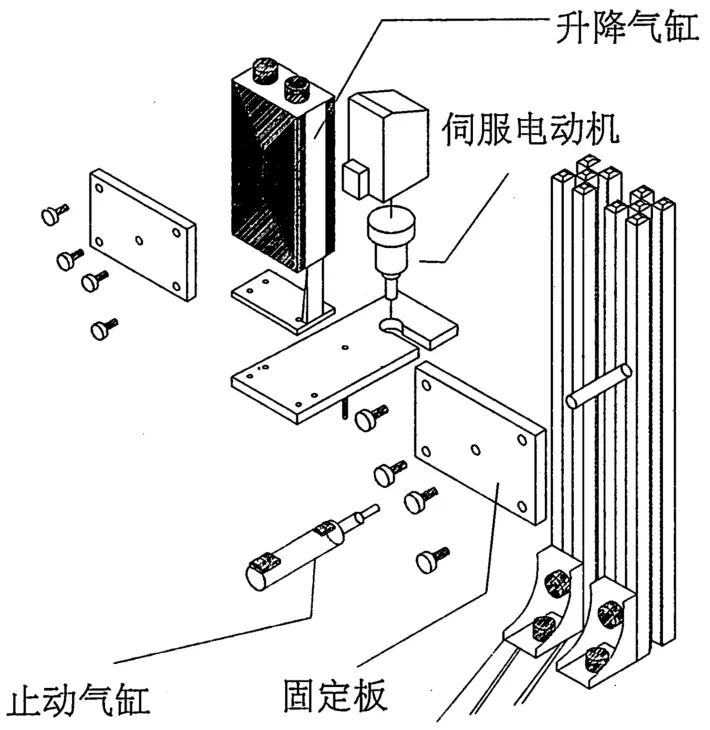
圖1 擰螺釘機主要結構圖
2 自動擰螺釘機氣動控制設計
擰螺釘機工件夾緊、電機升降、螺釘導入主要由氣壓控制完成。托盤帶工件下行至本工位時,電感式傳感器檢測托盤,發出控制信號,由止動氣缸夾持工件,指示燈亮。啟動吸氣閥,導入螺釘。待裝配臺伺服定位后升降氣缸帶動伺服電機下降,電機轉動螺刀緊固螺釘。氣動原理如圖2所示。
3 擰螺釘伺服電機控制設計[1-2]
采用伺服電動機驅動螺刀將螺釘擰緊,伺服電動機由伺服驅動器、電動機機體、編碼器等組成。
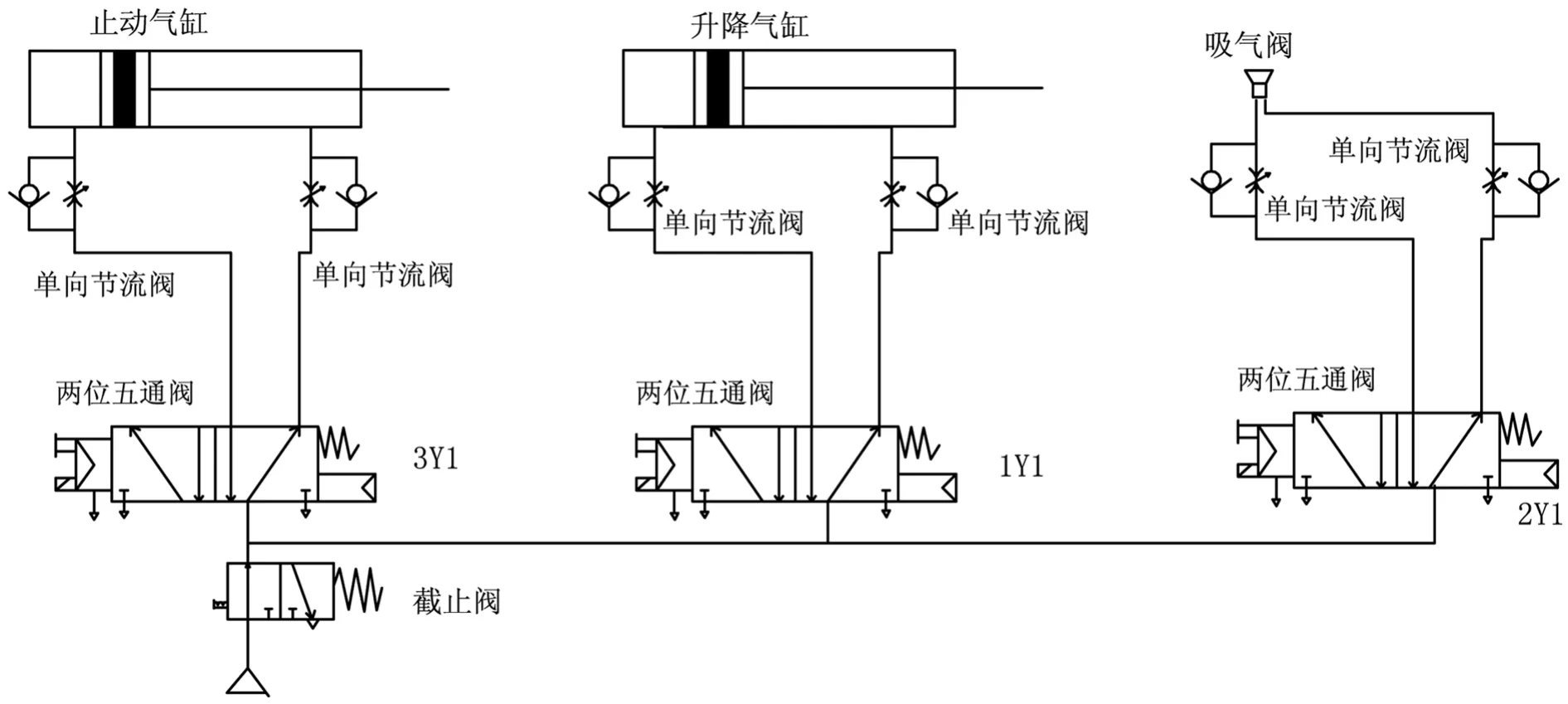
圖2 氣動原理圖
由計算得知擰螺絲的扭矩較小,選用松下電器的MQMA042A型伺服電機及與其配套的伺服放大器MQDA043A。該型伺服電機額定轉矩1.3 N·m,最大轉矩3.82 N·m,矩頻特性能滿足系統要求。
伺服電機控制模式有三種:位置控制、速度控制、轉矩控制。系統采用位置控制模式。其伺服控制器控制接線如圖3、4所示。

圖4 伺服電機控制接線圖
4 自動擰螺釘機控制PLC I/O分配[3]
擰螺釘機控制PLC選用S7-200(CPU226),輸入端和輸出端接線圖如圖5、6所示。
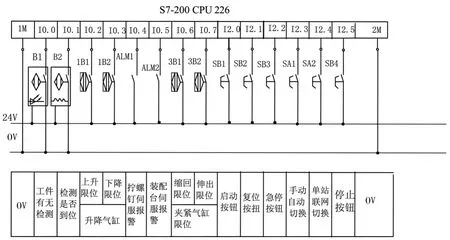
圖5 PLC輸入端接線圖
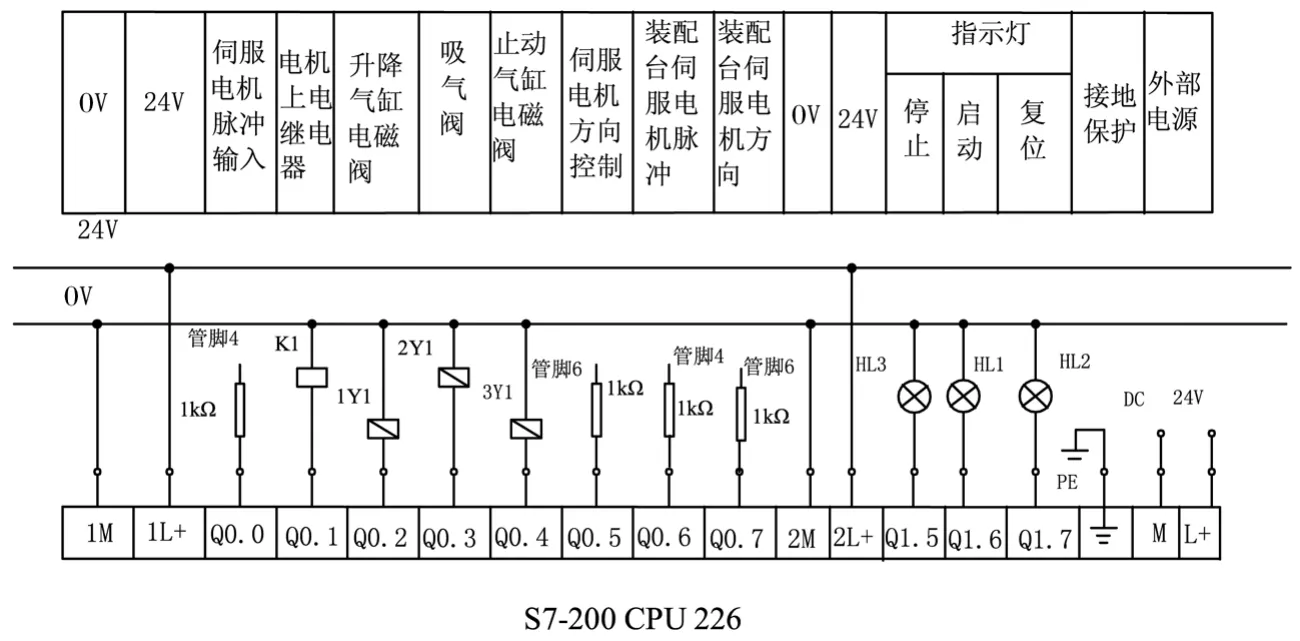
圖6 PLC輸出端接線圖
5 自動擰螺釘機PLC控制流程
擰螺釘單元主要完成對行程開關擰螺釘的裝配,采用PLC控制,其控制流程如圖7所示。

圖7 自動擰螺釘機PLC程序流程圖
6 結束語
利用PLC對擰螺釘機進行自動控制,系統的硬件結構簡單,可靠性大大提高,且節省了成本,使螺釘裝配的生產效率得到提高。
[1]松下電器公司.交流伺服電機驅動器使用說明[Z].2005.
[2]趙蘊懿,李金萍.螺釘裝配及防松技術[J].航天制造技術,2008(5):45-47.
[3]西門子公司.S7-200可編程控制器系統手冊[Z].2005.
[4]唐曉茜.多傳感器螺栓預緊檢測方法研究[D].杭州:浙江工業大學,2009.
[5]陽憲惠.現場總線技術及其應用[M].北京:清華大學出版社,2000.
Design of Automatic Screw Machine Based on PLC
ZHOU Ping
(Jiangxi College of Engineering,Xinyu338000,China)
The paper introduces the Siemens S7-200 PLC as the core of automatic screw machine control system.Then gives out the design of pneumatic,PLC and servo motor,this machine has a good scalability,the actual application effect is good.
PLC;screw;servo control
TP273
A文獻標識碼:1009-9492(2015)12-0114-03
10.3969/j.issn.1009-9492.2015.12.032
周平,男,1970年生,山東文登人,碩士,副教授。研究領域:自動化及機電技術。
(編輯:向飛)
2015-06-26
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
