注塑機生產(chǎn)效率的影響因素分析
2015-10-13 06:54:24羅廣恒李志宏
山東工業(yè)技術(shù) 2015年20期
羅廣恒 李志宏

摘 要:介紹了注塑機的生產(chǎn)流程,并且從生產(chǎn)效益及成型周期的角度上分析影響注塑機生產(chǎn)效率的因素。
關(guān)鍵詞:成型周期;注射時間;塑化時間;冷卻時間
0 引言
注塑是如今塑料生產(chǎn)中所占比例最大的生產(chǎn)方式。注塑機相對于其他塑料成型機械,具有生產(chǎn)效率高,產(chǎn)品后加工量小、加工適應(yīng)性強等特點,隨著塑料制品的需求量日益增大,注塑機的應(yīng)用日益廣泛,在塑料成型機械中所占的比重也不斷增大。在生產(chǎn)日益高效化的今天,提高注塑機生產(chǎn)效率已經(jīng)成為各注塑機生產(chǎn)企業(yè)的重點研究方向。
1 注塑機的生產(chǎn)流程
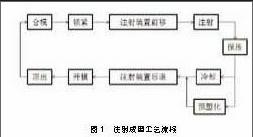
注塑機的注射成型工藝流程主要分塑化過程、注射過程和冷卻過程。其具體流程如圖1:在塑料塑化完成后,模具快速合模。模具壓緊后,噴嘴向模具移動至兩者完全貼合后,將塑料熔體注入模具模腔內(nèi)。注射過程中,模壁與塑料熔體的溫差會使塑料熔體冷卻收縮。為保證制品的致密性,必須對塑料熔體進行補縮。此時,塑料熔體會受到注射螺桿作用的壓力,這個過程叫保壓。當保壓至熔料不倒流時,壓力撤除,制品在模具內(nèi)冷卻定型。同時,料斗的塑料將在螺桿后退的時進入料筒并完成塑化。塑化完成后,注射裝置后退,噴嘴將與模具分離,模具將在塑料制品冷卻定型后開模,并由頂出機構(gòu)頂出,完成一次循環(huán)的動作。
2 注塑機生產(chǎn)效率的影響因素
提高效益、提高速度,是提高生產(chǎn)效率的主要方法。注塑機的生產(chǎn)效益,體現(xiàn)在成品合格率及能耗上。而生產(chǎn)速度,則與其成型周期有關(guān)。
2.1 合格率
提高合格率是如今生產(chǎn)廠家的研究主題之一。對于注塑生產(chǎn),其制品的合格率影響因素是多方面的,主要體現(xiàn)在裝配精度或生產(chǎn)參數(shù)設(shè)置上。由于注塑機利用塑料熔體的收縮性、流動性、結(jié)晶性等特性生產(chǎn)塑料制品,如果注塑機的生產(chǎn)參數(shù)不穩(wěn)定,會導(dǎo)致塑料制品出現(xiàn)表面缺陷及尺寸偏差,影響合格率。塑料制品的表面缺陷種類非常多,主要有飛邊、變形、困氣、銀絲、燒傷、縮痕、流痕、開裂、沖射紋、熔接線、縮水、變色等。生產(chǎn)參數(shù)設(shè)置不當,就有可能引起上述的一種甚至多種缺陷。因此,在設(shè)備生產(chǎn)之前應(yīng)先進行調(diào)試,使模版平行度、噴嘴同心度等裝配精度符合標準要求,另外,在生產(chǎn)時,需要合理設(shè)置注射量、注射壓力、鎖模力等生產(chǎn)參數(shù)。
2.2 能耗
注塑機的能源消耗主要用于加熱塑料及動力系統(tǒng),因此,提高熱效率及電機的有效功率將是降低能耗的有效方法。
(1)提高熱效率可通過改變加熱方式來達到目的。傳統(tǒng)注塑機通過電熱圈加熱,再通過接觸傳導(dǎo)的方式把熱量傳導(dǎo)炮筒內(nèi),這種加熱方式會使電熱圈外側(cè)的熱量散失到空氣中,存在熱傳導(dǎo)損失。可以采用新型的加熱方式,如電磁加熱、紅外加熱來加熱塑料。這些加熱方式,具有更高的熱效率,節(jié)能效果十分顯著,電磁加熱的節(jié)能率可達10%~35%,紅外加熱的節(jié)電率約為20%~25%。另外,還可以在炮筒內(nèi)設(shè)置余熱回收設(shè)備,對炮筒內(nèi)的余熱采集,循環(huán)利用,達到節(jié)能環(huán)保的效果。炮筒熱量回收的節(jié)電率約為18%~25%。[1]
(2)降低動力系統(tǒng)的能耗,可通過提高該有效功率來達到。如今國內(nèi)的注塑機大多數(shù)都是定量泵型注塑機,這種注塑機設(shè)計時電機的功率是按照各個原理動作的最大消耗來進行設(shè)計的,尤其以高速高壓動作的能耗最大。實際中注塑機生產(chǎn)高精度的塑料制品,往往不需要高速高壓成型,通常情況下注塑機電機平均負載率不高,同時注塑機并不會根據(jù)負載的變化而調(diào)整輸出功率,大量的能量稱謂無用功,因此能耗巨大。加裝變頻器,可以通過信號的“輸入-處理-輸出”來動態(tài)調(diào)整電機的轉(zhuǎn)速以提高有效功率,降低油泵的能耗。另外,可采用伺服電傳動的方式代替液壓傳動。全電動注塑機能大幅度提高注塑的一致性,使得合格率大大提高,同時也具備了節(jié)能、低噪聲、清潔,清潔維修方便等優(yōu)點,在市場上的占有比例逐漸提升。
2.3 成型周期
生產(chǎn)設(shè)備的生產(chǎn)效率,在正常生產(chǎn)的情況下,與其生產(chǎn)周期成反比。要提高注塑機的生產(chǎn)效率,必須從其生產(chǎn)流程中縮短生產(chǎn)周期。從上述生產(chǎn)流程可以得知,塑料制品的成型周期主要由注射時間、保壓時間、冷卻時間及由開模、閉模、頂出制品等組成的輔助時間組成。剖析這些時間的影響要素,則是分析成型周期影響因素的關(guān)鍵。
2.3.1 注射時間
注射時間是指螺桿或柱塞射出一次理論注射量所需要的時間,又稱充模時間。為了得到密度均勻和尺寸穩(wěn)定的制品,必須在較短時間內(nèi)快速將熔體充滿模腔。因此,注射速率大小對制品質(zhì)量有很大影響。注射速率跟螺桿移動速度成正比,與注射時間成反比,其關(guān)系可表示為:
(1)
式中:q—注射速率,g/s;
W—注射質(zhì)量,g;
t—注射時間,s。
從式(1)可知,注射速率是影響注射時間長短的主要因素,同時該參數(shù)也影響了成品質(zhì)量。在現(xiàn)實生產(chǎn)中,當注射成型機構(gòu)確定后,可以通過調(diào)節(jié)注射油缸的工作油流量來實現(xiàn)注射速率的變化,從而改變注射時間。
2.3.2 保壓時間
保壓是注塑機生產(chǎn)過程中十分重要的階段。在模腔充填塑料熔體后,注塑過程就從注射階段進入保壓階段。保壓時間的長短對制品的精確性有很大的影響。如果保壓時間不足,熔體會從模腔內(nèi)倒流,使模腔壓力下降,導(dǎo)致制品出現(xiàn)縮孔、凹陷、重量不穩(wěn)定等缺陷。保壓時間過長,會使生產(chǎn)周期增加,降低生產(chǎn)效率。
保壓時間的確定與熔體溫度、模具溫度和澆口尺寸有關(guān)。一般來說,保壓時間必須持續(xù)到澆口固化。然而,要準確掌握這個時間,需要通過經(jīng)驗判斷及逐步調(diào)試。設(shè)置的保壓時間是否合理,可以通過斷面分析法和稱重法來判斷。斷面分析法,是通過微觀的手段分析制品的斷面層的缺陷,從制品的成型質(zhì)量上去分析所設(shè)置的保壓時間合理性的方法。該方法十分精確、直觀,浪費的塑料原料少,但是使用的設(shè)備昂貴。稱重法,是采用多次生產(chǎn)制品的重量誤差比較去反映制品的質(zhì)量的方法;該方法,使用的原料較多,但由于使用的設(shè)備便宜,為生產(chǎn)者普遍采用。endprint
2.3.3 冷卻時間
注塑機在保壓至澆口固化開始,就進入了制品的冷卻階段。冷卻時間占整個成型周期的3/4以上,其確定直接影響塑料制品的質(zhì)量和生產(chǎn)效率。冷卻時間取決于制品的厚度、塑料的熱性能和結(jié)晶性能、模具溫度等因素。理想狀態(tài)下,塑料制品的冷卻時間可以通過熱傳學(xué)原理計算獲得。塑料制品的最短冷卻時間可以由式(3)來決定[2]:
(2)
式中:tmin—最短冷卻時間,S;
S—塑料制品厚度的一半,mm;
α—塑料的熱擴散系數(shù),m?/s;
T0 —塑料熔體初始溫度,℃;
TW —模具型腔壁的溫度,℃;
TC—制品脫模時的溫度,℃;(一般為塑料的固化溫度)
通過式(2)可知,理想狀態(tài)下冷卻時間與其塑料材料的熱擴散系數(shù)及固化溫度有關(guān)。但是,由于冷卻系統(tǒng)設(shè)計和模具及塑料形狀等因素影響,實際冷卻所需時間與理論計算結(jié)果有不同程度的偏差。
另外,模具的設(shè)計與冷卻時間有很大關(guān)系,主要體現(xiàn)在模具冷卻系統(tǒng)的設(shè)計上。冷卻系統(tǒng)的設(shè)計,直接影響模具型腔壁的溫度TW,該參數(shù)影響冷卻時間的長短,從而影響生產(chǎn)效率;同時,該設(shè)計也影響模具型腔壁溫度的均勻性,從而影響成品的質(zhì)量。優(yōu)化冷卻系統(tǒng),可使塑料制品快速、均衡冷卻,從而縮短冷卻時間,提高生產(chǎn)效率,還能減少廢品,提高合格率。設(shè)計冷卻系統(tǒng)時應(yīng)遵循以下原則:
(1)冷卻水道應(yīng)與成型面各處距離相等,排列和形狀盡可能相符;
(2)冷卻水道應(yīng)使成型表面冷卻均勻,模具各處的溫差不大;
(3)循環(huán)式冷卻水道中冷卻介質(zhì)的流程應(yīng)相等;
(5)冷卻水道應(yīng)先通過澆口部位并沿料流方向流動,即從模溫高區(qū)域流向模溫低區(qū)域;
(6)冷卻水道不應(yīng)設(shè)置在塑件可能出現(xiàn)熔接痕的部位;
(7)冷卻水道應(yīng)防止?jié)B漏;
(8)水嘴應(yīng)設(shè)在模具的非操作側(cè),并考慮不與注塑機導(dǎo)向柱干涉;
(9)動、定模應(yīng)分別單獨設(shè)置冷卻系統(tǒng),以便調(diào)節(jié)控制塑件的變形等缺陷。
傳統(tǒng)注射成型過程中,需要通過不斷反復(fù)修模、試模才能達到所需的冷卻效果。隨著注塑行業(yè)的發(fā)展,新的注射成型技術(shù)不斷產(chǎn)生,早期的很多模具冷卻方法已很難滿足市場發(fā)展的需要。20 世紀 90 年代中期以來,國內(nèi)外研究者不斷加大對注塑模具冷卻系統(tǒng)的研發(fā),并且開發(fā)出了一些新型的冷卻技術(shù),如:脈沖冷卻技術(shù)、CO2氣體冷卻技術(shù)、隨形冷卻技術(shù)。不但提高了生產(chǎn)效率,還為注射成型技術(shù)開創(chuàng)了新的研究領(lǐng)域[3]。
2.3.4 塑化時間
塑料制品在模具冷卻的同時,注射系統(tǒng)進入塑化階段。塑化時,機筒的加熱和螺桿的轉(zhuǎn)動使塑料在往前輸送的同時實現(xiàn)塑料的熔融。這個過程所用時間即為塑化時間。要保證注塑機的生產(chǎn)工藝流程的循環(huán)流暢性,塑化時間應(yīng)小于冷卻時間。
螺桿的結(jié)構(gòu)和工作特性對注塑機成型周期和制品質(zhì)量都有很大影響。注射螺桿的塑化能力與螺桿后退的速度成正比。研究表明,塑化能力的影響因素有:螺桿的幾何尺寸(螺桿直徑、計量段長度和螺槽深度)、成型工藝參數(shù)的選擇(螺桿轉(zhuǎn)速、螺桿背壓及計量段成型溫度)[4]。
(1)螺桿幾何參數(shù)方面:注射螺桿的塑化能力隨螺桿直徑、計量段螺槽深度、計量段長度的增加而提高;當計量段長度大于5倍螺桿直徑后,計量段的增加給注射螺桿塑化能力的影響趨勢會逐漸減緩。
(2)成型工藝參數(shù)的選擇方面:注射螺桿的塑化能力與螺桿轉(zhuǎn)速成正比,而與螺桿的背壓及計量段成型溫度成反比。
2.3.5 輔助時間
輔助時間主要指開模、合模、頂出制品、涂拭脫模劑、安放嵌件等時間。減少輔助時間也是提高注塑機生產(chǎn)效率的有效手段。對于開模、合模、頂出制品,可以通過提高模板及頂出裝置的動作速度來實現(xiàn)縮短時間。對于涂拭脫模劑、安放嵌件、放料等動作,需要專業(yè)人員來提高工作速度,或采用自動化手段來提高及穩(wěn)定工作速度。
3 結(jié)論
通過生產(chǎn)效益及成型周期兩個角度分析了影響注塑機生產(chǎn)效率的因素:
(1)生產(chǎn)效益方面:產(chǎn)品合格率及能耗是兩個主要因素:1)保證產(chǎn)品合格率的關(guān)鍵在于在生產(chǎn)前調(diào)試的裝配精度及生產(chǎn)時設(shè)置的生產(chǎn)技術(shù)參數(shù);2)對于降低能耗,可采用新的加熱方式或設(shè)置余熱回收裝置的方法提高熱效率及采用變頻器控制油泵電機或伺服全電動作動力系統(tǒng)來提高其有效功率。
(2)成型周期方面:注射時間、保壓時間、冷卻時間、塑化時間和輔助時間為整個成型周期的重要組成部分:1)注射時間的主要影響因素是注射速率,可以通過調(diào)節(jié)注射油缸的油液流量來改變;2)保壓時間的長度直接影響塑料的精確性,要獲得最短有效保壓時間,需要經(jīng)驗和逐步調(diào)試;3)冷卻時間的長短,與塑料材料的熱擴散系數(shù)及固化溫度有關(guān),同時,在實際情況下,冷卻時間也與模具的設(shè)計,尤其是其冷卻系統(tǒng)的設(shè)計有直接關(guān)系;4)塑化與冷卻這兩流程是同時進行的,因此,塑化時間須比冷卻時間短來保證生產(chǎn)的正常循環(huán)。塑化時間長短取決于塑化能力,塑化能力的影響因素則有螺桿的幾何尺寸和成型工藝參數(shù)的選擇;5)輔助時間的總和占成型周期的一大部分,可以通過提高相關(guān)機構(gòu)的動作速度、操作人員專業(yè)水平或采用自動化的手段來縮短其時間。
參考文獻:
[1]紀傳偉,劉煜平,吳鵬舉,張艷芳,劉治猛.注塑機節(jié)能技術(shù)改造[J].中國電子商務(wù),2010:165.
[2]陳世煌.塑料成型機械[M].北京:化學(xué)工業(yè)出版社,2005:181.
[3]馮剛,田雅萍,張朝閣.注塑模具冷卻系統(tǒng)的關(guān)鍵技術(shù)及研究進展[J].工程塑料應(yīng)用,2014:116.
[4]王喜順,顏家華,彭玉成.影響注射螺桿塑化能力的因素[J].中國塑料,2001:68.endprint
