水電站XXXXXX 6565655管線用高強鋼岔管的焊接
2015-10-11 08:56:54熊江華
江西電力 2015年3期
熊江華
(江西省水電工程局,江西南昌 330096)
0 前言
在一些大容量、高水頭水電站的建設中,引水壓力鋼管逐漸采用高強度、高韌性管線用鋼板,該應用將減小板厚,減輕工程量,縮短施工工期。我單位制作加工的某2×20 MW水電站的壓力鋼管道上采用了>600 MPa級管線用高強鋼板(X65),X65鋼屬于低碳或超低碳的微合金化鋼,板材的碳當量Ceq≤0.45%,具有高強度、低包申格效應、高韌性和抗脆斷、低焊接碳素量和良好焊接性、以及抗HIC和抗H2S腐蝕。(X65管線鋼化學成分及機械性能見表1和表2)。
該水電站壓力鋼管、鋼岔管最厚鋼板為80 mm,采用的X65管線鋼為寶鋼生產,如此厚的高強度國產管線鋼用于岔管的制作,在國內比較少見。岔管采用月牙形內加強肋形式,主管內徑1 796 mm,支管內徑1 140 mm,最大公切球內徑2 213 mm,水壓實驗承受內水壓7.53 MPa。根據設計要求,岔管需做整體水壓試驗。在水壓試驗壓力7.53 MPa下,岔管壁測得最大應力為320 MPa,月牙肋最大應力為110 MPa,經超聲波、射線無損檢測,焊縫未發現任何缺陷。所有檢測項目均合格并符合規范設計要求,證實了本次采取的焊接工藝是正確和可靠的。
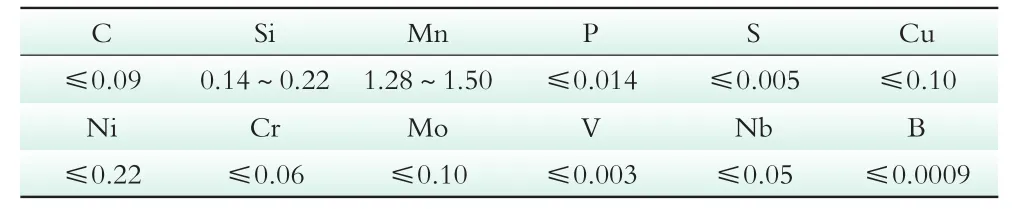
表1 X65鋼的化學成分
注:(1)Ceq(%)=C+Si/24+Mn/6+Ni/40+Cr/5+Mo/4+V/14
(2)Pcm(%)=C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+5B
(3)碳當量Ceq(%)≤0.48,焊接裂紋敏感指數Pcm(%)≤0.25
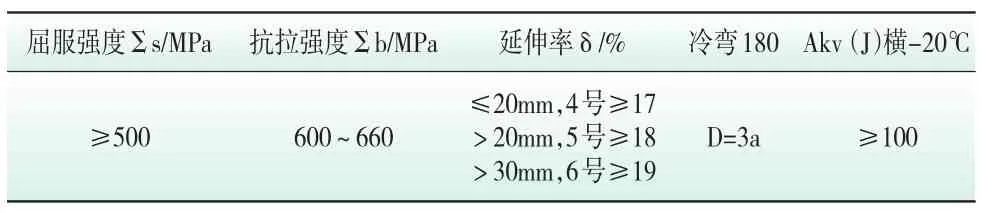
表2 X65鋼的機械性能
1 焊接工藝
1.1 焊接工藝方案的編制
根據會審的施工圖編制焊接施工工藝方案,焊接工藝方案編制的主要內容包括:(1)材料的預處理方法;(2)毛坯的下料工藝;(3)坡口的加工方法;(4)焊接方法的選定;(5)焊接材料與焊接參數的選定;(6)焊接順序;(7)焊接預熱及焊后熱處理方法與參數的選定;(8)焊接接頭質量檢驗方法、數量及合格標準;(9)焊接接頭表面處理要求。
1.2 焊接工藝評定
焊接工藝評定按下列程序進行:(1)由技術人員提出工藝評定任務書;(2)焊接工程師審核任務書并擬定焊接工藝評定指導書;(3)焊接工程師監督試件的施焊、檢驗及試樣的制備等工作;(4)焊試室責任人負責評定試樣的送檢工作,并匯總評定檢驗結果,提出焊接工藝評定報告;(5)評定報告經焊接工程師審核,企業技術總負責人批準后,作為編制指導生產的焊接工藝的可靠依據。
焊接檢測委托第三方檢測機構負責,焊后外觀檢查及無損檢測合格,結果見表3。
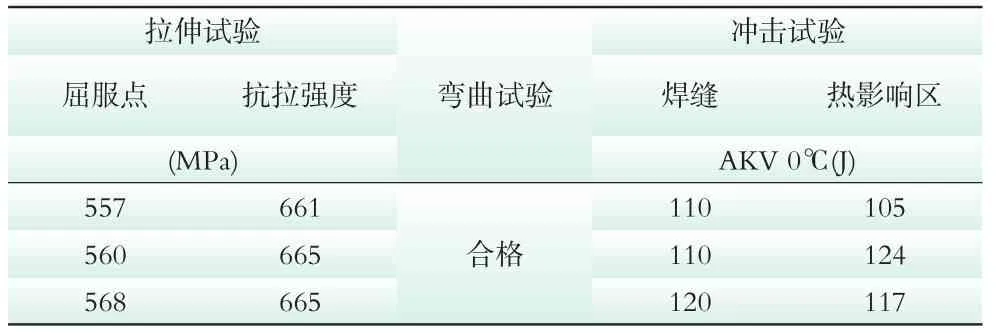
表3 焊接工藝評定結果
1.3 焊接作業指導書
依據工藝評定綜合報告有關參數制定焊接作業指導書,焊接作業指導書是產品施焊過程的技術文件,是指導焊工從事產品焊接的依據,它是克服焊接過程隨意性、嚴格貫徹工藝質量要求的重要手段,是提高焊接工程質量的可靠保證,并在工程施焊前以技術交底方式向焊工講述清楚,確保了焊接人員順利執行。
2 焊前準備
2.1 焊工管理
1)組建焊工隊伍。
2)焊工培訓。在正式焊接前,對先前未接觸到高強鋼焊接的焊工進行培訓,使焊工了解高強鋼的焊接特點,明確高強鋼的焊接工藝,達到標準即發焊工合格證。
3)焊工技術檔案的管理。技術檔案包含:(1)焊工基本狀況;(2)焊工身體狀況;(3)培訓資料;(4)焊接質量狀況記錄;(5)合格焊工技能檔案等幾方面內容。
2.2 坡口清理
采用半自動火焰切割機開坡口,坡口形式采用(1/3+2/3)不對稱“X”形坡口。所有擬焊面的坡口兩側各50 mm范圍內的氧化皮、鐵銹、油污及其它雜物應清除干凈,每一焊道焊接完畢之后也應及時清理,檢查合格后再進行施焊。
2.3 預熱
根據板厚40 mm試板焊接工藝,應采取焊前預熱(見圖1),焊后熱處理工藝焊接才可達到要求。岔管焊接時,采用遠紅外線自動控溫加熱器進行預熱,預熱溫度為120~180℃,加熱范圍為焊縫兩側100 mm以上。采用自動溫控裝置和手動紅外線測溫儀進行溫度監控,溫度測點位于焊縫左右50 mm,對稱測量。

圖1 岔管焊接前采取預熱、焊后做保溫措施
2.4 焊接材料烘焙保管
依據等強原則首先考慮母材中的合金元素向焊縫的擴散和元素間相互作用的影響,還必須注意盡量選擇強度級別及化學成分與母材相同或相近的材料,同時根據以往施工經驗及廠家提供相關資料,手工電弧采用天津金橋J607RH超低氫焊條。
焊條使用前必須在350~400℃烘烤2 h,烘焙后的焊條應保存在100~150℃的恒溫箱內,藥皮有脫落和明顯的裂紋、焊絲有銹跡和油污的焊條嚴禁使用。
現場使用的焊條應裝在保溫筒內,隨用隨取,焊條在保溫筒內的時間不宜超過4 h,超過時間后,應重新烘焙,重復烘焙的次數不宜超過2次。
3 焊接
3.1 管節間焊縫焊接
岔管制作所有焊縫采用手工電弧焊,焊機采用直流焊機YD-400SS,直流反接,焊接工藝參數見表4。在焊接過程中,為減小焊接變形及收縮應力,應選用合適的焊接順序,盡量保證焊縫在各個不同側面受到的焊接預熱量達到平衡。由于鋼管制作所采用的板材比較厚,焊接過程中有些焊縫部位拘束度比較大,應力比較集中,對于整條焊縫而言,可采取分段退焊及多層多道焊、窄焊道焊接,如圖2,以降低焊接線能量的輸入,同時可改善焊接接頭的組織和性能,從而達到控制焊接變形及應力集中的目的。

表4 手工電弧焊焊接工藝參數
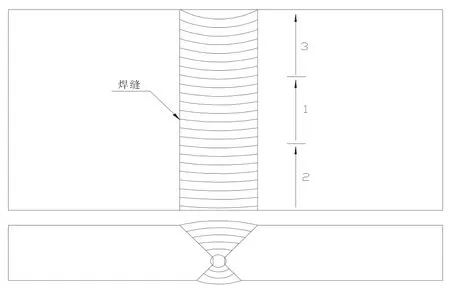
圖2 岔管分道焊接順序和多層多道焊接示意
焊接過程中應注意保持層間溫度,從焊接開始到焊接完成始終不能中斷。如果有特殊情況中斷焊接,應如同焊接完畢一樣進行焊后保溫消氫處理。
氣刨清根應在焊接后立刻進行,確保氣刨清根時的溫度150℃之上,氣刨操作應連續完成,氣刨后刨槽應進行100%的打磨,鏟除滲碳層,直至露出金屬光澤。清根后仔細檢查根部有無缺陷,開始焊接前,應對清根后焊縫表面進行磁粉探傷。
為了減小焊接應力和變形,整條焊縫的焊接順序控制尤為重要,可將每條環縫分成3等份,由4名電焊工從每一等份的起始位置按同一時針方向,同時施焊,如圖3所示。另外,電焊工應盡量保證一致的焊接速度。焊接第一層和第二層分段長度短些,第三層以后分段可慢慢加長,每層的接頭都應該相互錯開,為了減少接頭使焊縫表面美觀,蓋面層不分段。
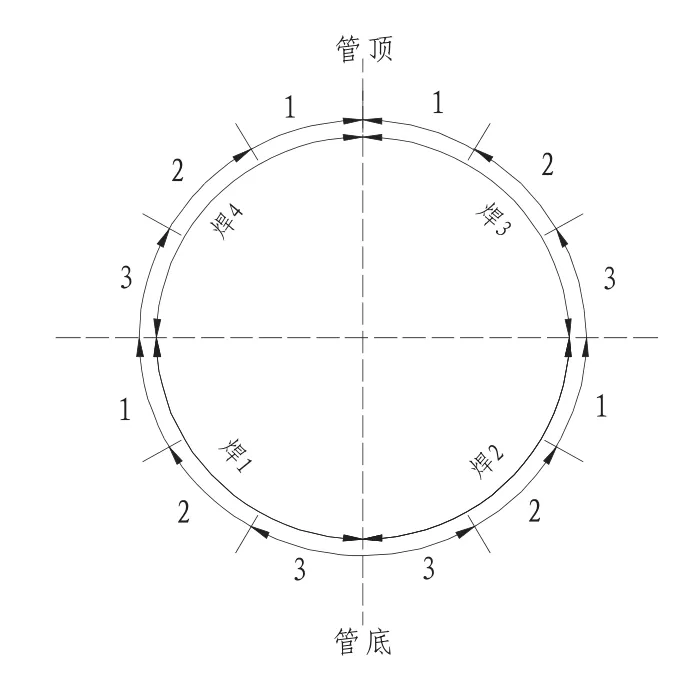
圖3 焊接順序
3.2 月牙肋和管殼之間的焊縫焊接
月牙肋和管殼之間的焊縫坡口形式如圖4所示,由于接頭在不同截面的夾角也不同,隨著月牙肋和管殼之間的夾角變化,坡口尺寸也均勻的改變。岔管月牙肋厚度為80 mm,材質為X65,月牙肋和管殼之間的焊縫為高強度鋼和高強度鋼的焊接。焊接過程中同樣采用多層多道焊,嚴格控制好線能量的輸入,采用退焊法和對稱焊,以改善焊縫組織和減少應力,焊接詳情同管節間焊縫焊接一樣。
對于岔管和月牙板對接焊縫,首先焊接岔管內兩條焊縫,加熱塊安裝如圖4所示,月牙板厚度厚,散熱面積大,且材質為X65,預熱溫度應適當的提高,預熱溫度為180~200℃,用紅外線測溫儀測量岔管內兩條焊縫的溫度,溫度達到后方可焊接。
岔管內環焊接5層后,進行岔管外焊縫清根,清根時溫度需保持層間溫度120~150℃,清根后仔細檢查焊道根部,如出現過裂紋的缺陷,應用磁粉探傷對焊縫進行表面檢測。焊接岔管外焊縫時,岔管外清根焊接前首先應在岔管內安裝加熱塊,加熱塊安裝如圖5所示。
為了避免應力集中,焊縫焊接好后,應再焊接一定厚度的角焊縫,使管殼和月牙肋之間圓滑過渡。
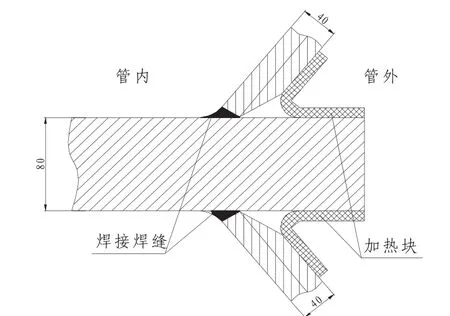
圖4 月牙肋和管殼間焊縫坡口形式及外環縫加熱塊安裝
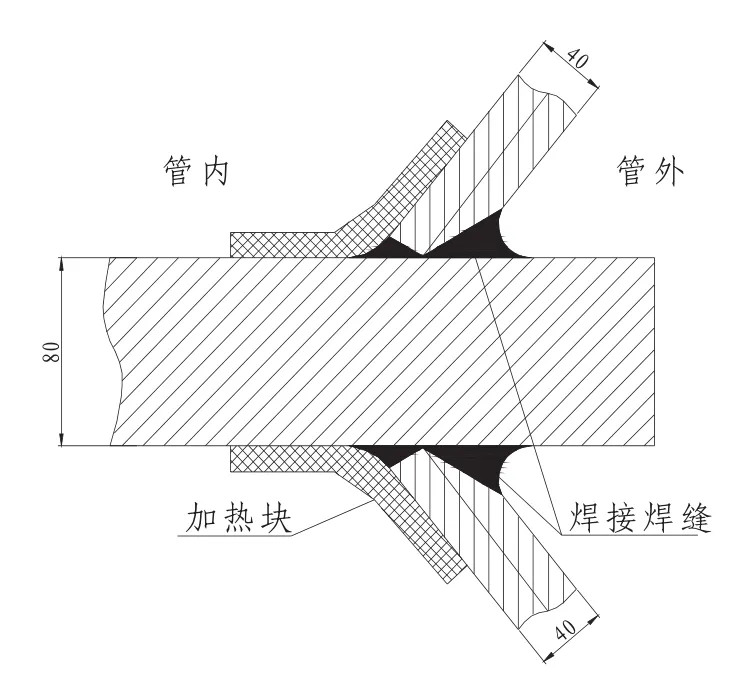
圖5 月牙肋內環縫加熱塊安裝
4 焊接施工現場管理
水工鋼結構焊接質量控制的現場管理,主要包括產品施焊、焊縫返修和焊接環境確認等。
對超標缺陷嚴格按照SL36《水工金屬結構焊接通用技術條件》及DL5017、DL/T5018等規定進行焊縫返修。焊縫返修時依據材料、設備技術參數、缺陷性質、位置、大小和產生的原因及焊縫受力特點來制定返修工藝并做好返修記錄。
在施工時必須保證焊接環境條件符合GB/T14173-2008、DL/T5018-2004等規定的焊接技術要求,從而為保證產品焊接質量創造良好條件。當施焊環境出現下列任—情況,禁止焊接施工,否則,需采取有效防護措施:(1)雨天和雪天的露天施焊;(2)施焊場地風速大于五級(8 m/s);(3)環境溫度低于-10 ℃;(4)相對濕度大于90%。
5 焊后處理
岔管結構復雜,焊縫處剛度較大,X65鋼對氫敏感,焊后為了進一步消除焊縫中的氫,防止產生冷裂紋,應進行消氫處理。用沿焊縫采用石棉包裹,加熱溫度150~200℃,保溫1 h。
6 焊后檢查
焊接完畢后,DL/T5017-2007規程,對所有焊縫進行外觀檢查,外觀檢查合格后,按焊縫類別及合同要求進行100%無損檢測,必要時還要進行表面磁粉探傷。無損檢查在焊后24 h進行。
7 水壓試驗
7.1 試驗前的準備工作
水壓試驗采取整體水壓試驗方案,并委托具有資質的第三方來做。水壓試驗前,根據第三方提供的水壓試驗方案圖,加工好臨時用的悶頭及其它附件,安裝好悶頭、法蘭、注水管、排氣管、壓力表、閘閥等(如圖6)。正式做水壓試驗前,壓力鋼管幾何尺寸及焊縫質量檢驗報告已提交。
充水前,對壓力鋼管上的臨時支撐件、支托、工卡具、起重設備等進行解除拘束處理,并對管壁上的焊疤、劃痕等進行打磨修補。檢查合格后及對壓力鋼管進行充水。

圖6 壓力鋼管整體組裝
7.2 正式水壓試驗
進行水壓試驗時,加壓前必須排氣。并應逐步緩慢分級加載升壓,加壓速度不宜大于0.05 MPa/min。先緩慢升至工作壓力并保持30 min以上,此時壓力表指針應保持穩定,沒有顫動現象,對鋼管進行檢查,情況正常可繼續加壓。再升壓至試驗壓力,達到試驗壓力后,再穩壓30 min,此時壓力表指示的壓力應無變動。然后下降至工作壓力穩壓30 min以上,以便有足夠時間觀測和檢查,整個試驗過程中應隨時檢查鋼管的滲水和其他異常情況。水壓試驗過程中,出現問題需要處理時,先將管內壓力卸至零壓力,再將鋼管內水排空后,再進行焊接、熱切割、碳弧氣刨或矯型等作業。
7.3 水壓試驗完成
水壓試驗完成后,應緩慢將管內壓力卸至鋼管內水自重壓力,在確認管段上端的排氣管閥門打開后,再進行鋼管內水排放作業。
水壓試驗完成后,第三方根據試驗過程數據提交合格的水壓試驗成果報告。
8 結束語
雖然X65管線鋼具有良好的焊接性能,但其焊接與低碳鋼焊接有很大的不同。如果不針對其焊接性能制定專項焊接工藝,會導致焊縫裂紋、未融合等焊接缺陷。因此,為保證焊縫質量,X65管線鋼焊接應采取多層多道和線能量輸入控制,以達到改善熱影響區的微觀金相組織;厚度在20 mm以上的X65鋼管焊接必須進行焊前預熱和焊后熱處理;對未接觸高強鋼焊接的焊工應事先進行培訓,注意轉變焊工的焊接習慣,加強生產過程的管理監控。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24