自動化半圓塑料管切斷機設計
2015-09-16 00:42:33尹細妹中山市技師學院廣東中山528403
機電工程技術 2015年6期
尹細妹(中山市技師學院,廣東中山528403)
自動化半圓塑料管切斷機設計
尹細妹
(中山市技師學院,廣東中山528403)
基于三菱FX系列PLC和科威文本WSP-0301組成的電氣控制系統,及其相關的硬件配置和軟件設計。運用PLC技術、編碼器技術與人機界面相結合,解決半圓塑料管的自動切斷,實現自動化控制要求。
PLC;編碼器;高速計數;切斷
0 引言
新型產業LED塑料節能日光燈管中的塑料燈管是采用進口光擴散原料擠壓壓制成型。原料先壓制成半圓管,通過定長切斷并打包防止刮花,再一箱箱分批送入裝配車間進加工,最后把兩半圓合并為一根完整的燈管。所謂定長切斷,是指根據生產需要,設定某一特定長度尺寸,進行切斷。采用人工切斷雖然也可以達到效果,但一對一跟進,工作勞動強度大,加工尺寸偏差大,效率低,不得不面臨淘汰危機。因此,高效率,高精度的自動化塑料管半圓定長切斷機在產業升級中必定取而代之。而定長切斷機電氣控制系統則是該設備的關鍵所在。
1 半圓塑料管切斷機簡介
1.1半圓塑料管切斷機的結構圖
如圖1所示[1],半圓塑料管切斷機,電氣控制2ST和3ST兩個工位。而1ST進料貼膜擠壓輸送工位,受前面其他加工工位控制箱的控制。該工位原理是由進料電機帶動皮帶主輪正方向轉動,由齒輪傳遞帶動導輪反方向轉動,形成一個往里擠壓輸送的力。在該工位出料口安裝一個精度在2000P/R的編碼器,與進料電機主輪同軸轉動,是實現定長高速計數的關鍵一步。
2ST為一個可左右滑動的切斷工作臺,原位置在最左端,它的復位是靠一個牽引重錘拉力回位。該工位上有夾緊和切斷執行氣缸,是切斷機的主體部分。3ST為一個排料工作臺,實現排料功能。
1.2半圓塑料管切斷機的加工流程
產品切斷加工,啟動設備后,預先設定加工切斷所需的長度,當1ST進料電機運行導輪轉動后,旋轉編碼器開始高速計數,產品半圓塑料管開始進料向右延伸。
當高速計數滿足條件后,夾緊氣缸動作下降壓緊,同時復位高速計數器編碼器重新計數,工作臺隨著產品輸送延伸力繼續往右移動;當夾緊氣缸夾緊產品后,切斷氣缸動作下降,切刀片下降到位,半圓塑料管被切斷;切斷氣缸立即上升復位,再復位夾緊氣缸上升松開,切斷工作滑臺隨重錘拉力回到最左端的初始原位。
同時3ST工位,排料氣缸下降,將切斷加工的產品順流而下排出,氣缸再上升復位。直到下一個高速計數條件滿足,再動作夾緊,切斷,排料,依次循環。
1.3控制要求
(1)半圓塑料管切斷機,可實現手動、自動切割。切斷長度可根據實際生產需要進行調整。手動切斷時,每按一下啟動鍵,切斷出一個產品出來;自動切斷時,按下啟動鍵后,編碼器開始高速計數,每當高速計數條件滿足,就切斷出一個定長合格的產品(調機的第一個產品除外),尺寸誤差在正負1mm范圍內。
(2)半圓塑料管切斷機,手動切斷和自動切斷分別計數,當產品總數到達預定數量的最后一個從開始貼膜加工起,報警蜂鳴器響,柱燈紅燈1s閃爍一次,提示框箱已滿,提醒工作人員更換空箱裝載。當加工完最后一個工件后,所有的工件計數器復位,蜂鳴器、柱燈報警解除,繼續工作。
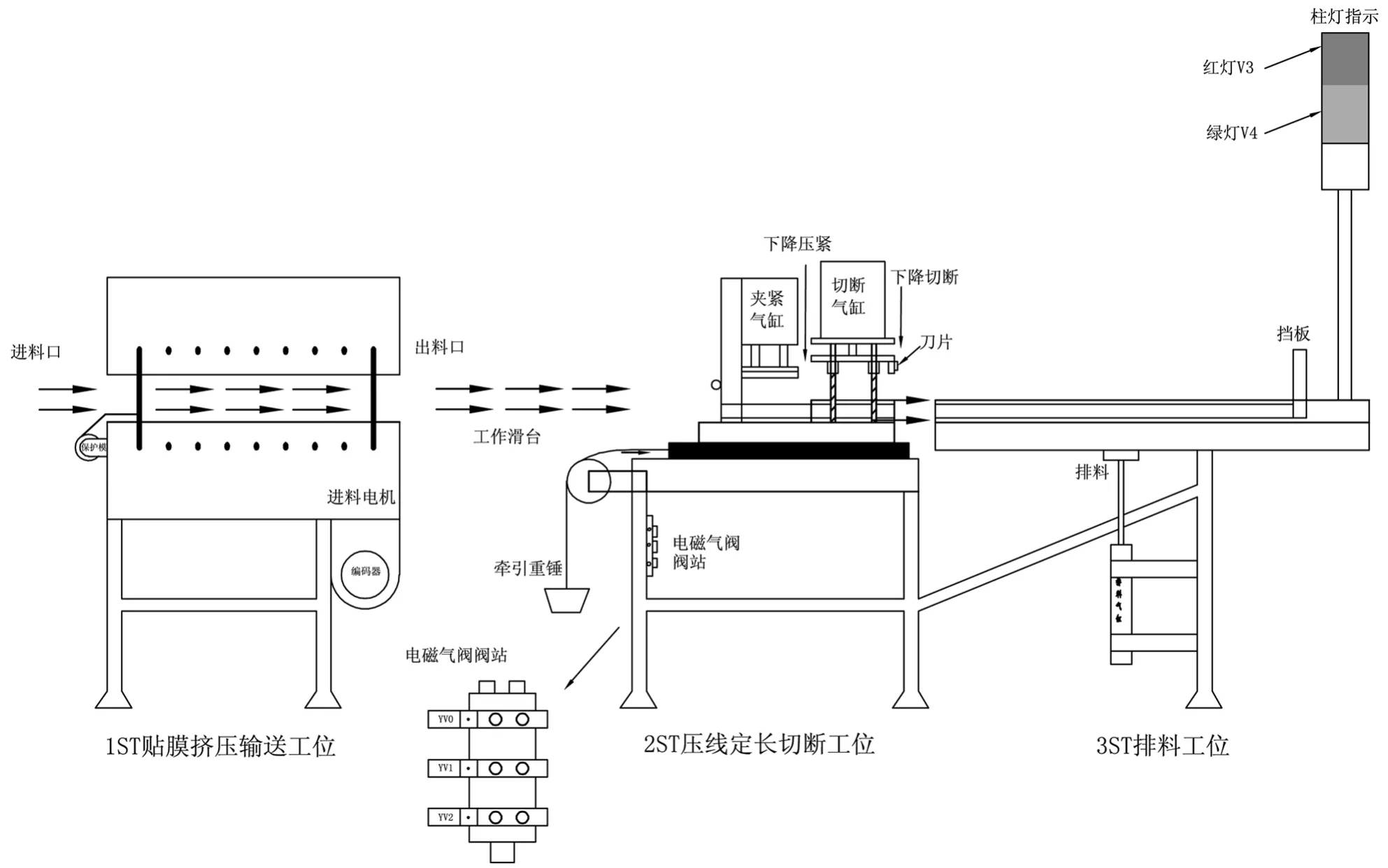
圖1 半圓塑料管切斷機結構圖
(3)半圓塑料管切斷機,上電紅燈常亮。當在手動運行模式時,按一下啟動按鈕,切斷加工出一個產品,綠燈1s閃爍一次;當在自動運行模式時,按下啟動按鈕,紅燈滅,綠燈常亮,開始自動加工;按下緊急停止,PLC停止輸出,切斷機全部氣缸都復位,報警燈紅燈亮,蜂鳴器響。打回手動模式,蜂鳴器報警解除。
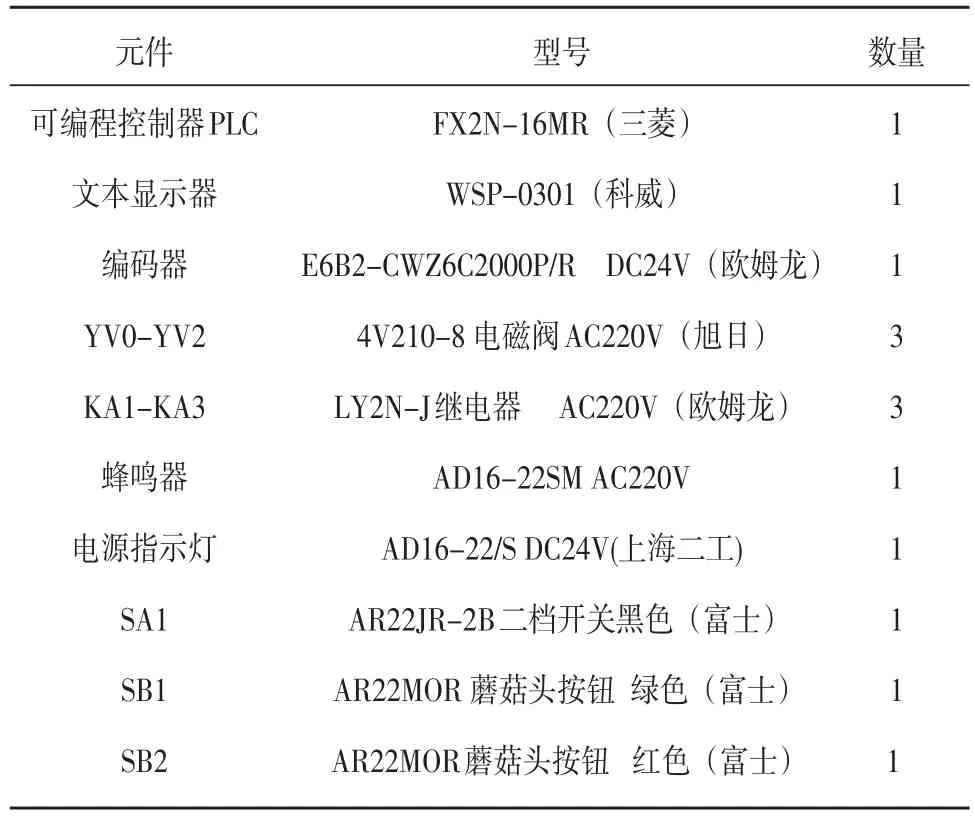
表1 電氣元件表
從上述要求可看出,切斷機關鍵在于半圓塑料管長度的設定和編碼器的脈沖數計算。因此使用編碼器高速計數和PLC浮點運算成為最佳選擇。
2 實施方案
2.1硬件設計
(1)設備選型
半圓塑料管切斷機,由于產品的切斷長度可變,需要數據更改和保存;加工過程中需要距離測試計算和執行器件的動作延時計算;因此,以科威文本KEC320組態應用軟件為核心的控制方式是最佳選擇。
在系統能穩定工作且可滿足控制要求的基本前提下,設備選擇是以高性價比為首要目標,本電氣控制系統硬件由三菱FX2N-16MR型PLC[1],科威WSP-0301文本顯示器,編碼器E6B2-CWZ6C 2000P/R,220V氣動電磁閥4V210-8等構成。具體內容如表1。
(2)電氣控制主電路設計
由于1ST進料電機受前工位的電箱控制,本切斷機僅負責切斷和排料功能,故本設備的電源進線只需單相電壓220 V,主要分兩路,一路是給PLC供電,一路是給氣缸電磁閥供電。詳圖如圖2所示。

圖2 電氣控制主電路
(3)PLC外部接線設計
根據控制要求,可以看出PLC輸入端需要用手動/自動轉換開關,啟動按鈕,停止按鈕和編碼器(A/B/C三相分別占用X0/X1/X2)。輸出端則有驅動夾緊電磁閥的KA1,驅動切刀切斷電磁閥的KA2,驅動排料電磁閥的KA3,自動運行中指示柱燈綠燈,報警柱燈紅燈和蜂鳴器,如圖3所示[2]。

圖3 PLC外部接線圖
(4)操作面板設計
操作面板是由科威WSP-0301文本顯示器[2],電源指示燈,兩檔轉換開關SA1,啟動按鈕SB1,停止按鈕SB2組成。具體位置分布如圖4所示。

圖4 操作面板圖
2.2軟件設計
(1)可編程序控制器的程序編寫
切斷機采用三菱FX系列PLC,編程軟件用GX Developer應用軟件,程序大致可分為三個步驟編寫,第一步驟編寫測量長度的程序,例如編碼器(2 000 P/R)走4 000個高速脈沖,即編碼器轉兩圈切斷出來的工件,度量其長度,為下一步程序計算每個脈沖能走的距離做準備。如圖5所示。
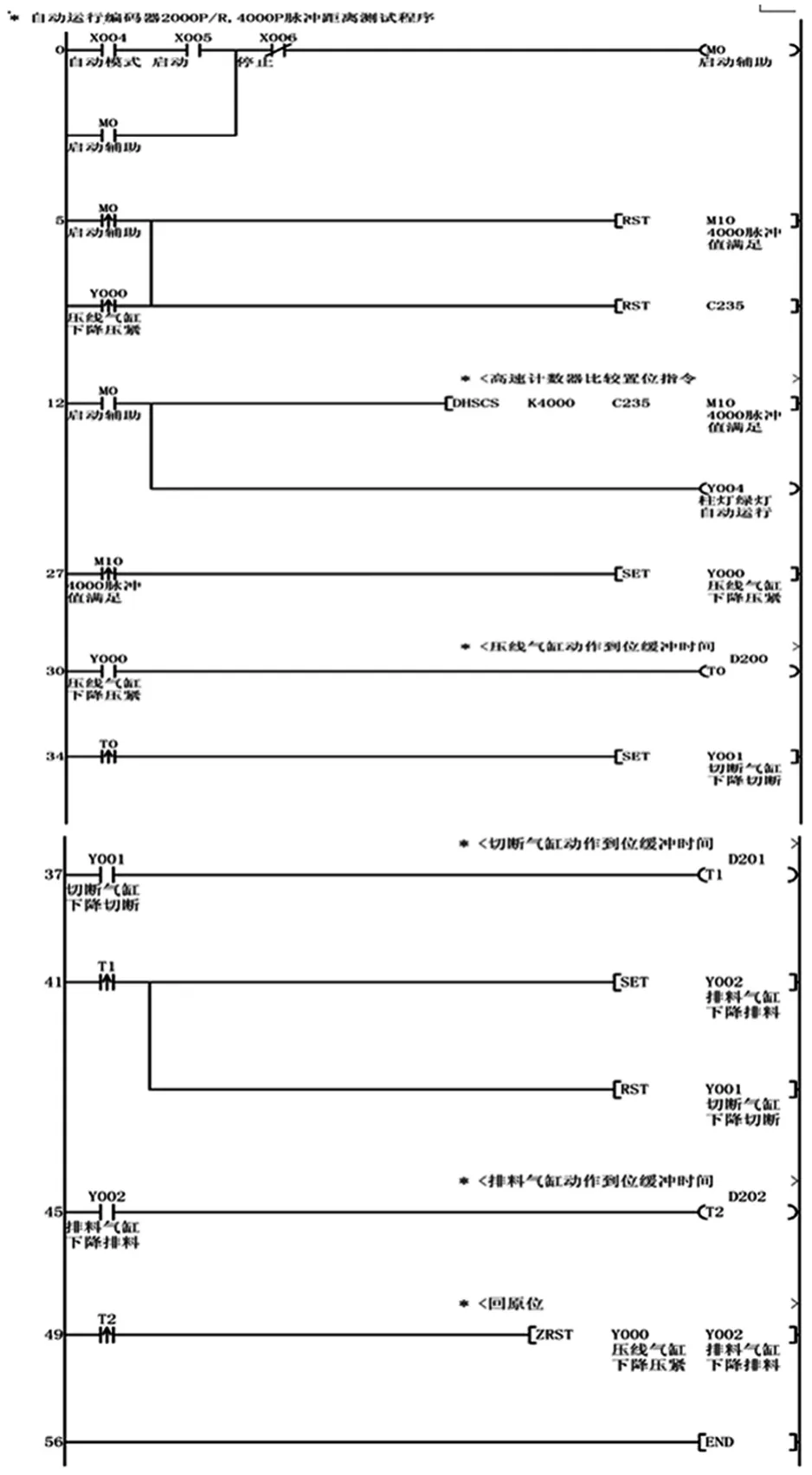
圖5 程序圖(1)
第二步,通過第一步驟的現場試加工測試,4000個高速脈沖(編碼器轉兩圈),切斷出的產品是990mm(為了提高精度,特將測量值放大10倍),因此第二步編程可利用這4 000個脈沖走的距離,通過浮點運算,計算出一個脈沖走的距離值D12。只要通過文本進行定長長度值設定,就能計算編碼器走該段距離所需要的脈沖數。如圖6所示。

圖6 程序圖(2)

圖7 程序圖(3)
第三步,結合前面的步驟,解決自動切斷加工問題。編碼器轉動的情況下,按下自動加工后,高速計數器開始計數。當高速計數器C235值達到D20值時,M10置位,切斷機的夾緊氣缸動作,同時復位高速計數器;當夾緊氣缸下降到位后,切斷氣缸動作下降切斷半圓塑料管,到位后立即復位,然后排料氣缸下降排料,最后全部氣缸復位。值得稱贊的是,該設備還進行了手/自動切斷加工工件計數,滿料時可以柱燈紅燈1s閃爍和蜂鳴器響進行報警提示,圖7為部分程序截圖。
(2)文本顯示器組態軟件編寫
文本顯示編寫分為四個畫面。
第一個畫面為主畫面,也是畫面1,如圖8所示,顯示目前切斷加工總次數,當滿料報警加工數D230值與正在進行的加工數值D224相等時,柱燈紅燈閃爍,蜂鳴器響,提示滿料。
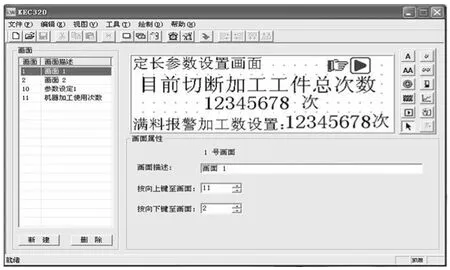
圖8 畫面1圖
第二個是畫面2,如圖9所示,為該切斷機半圓塑料管長度設置,由于該參數設置屬于產品長度規格設定,故設置密保措施。

圖9 畫面2圖
第三個畫面是參數設定1,如圖10所示,主要在調機時設置夾緊氣缸動作后延時啟動切刀上的切斷氣缸動作時間D200值,切刀下降保持及延時啟動排料閥下降時間D201值,排料下降閥保持及延時夾緊氣缸上升復位D202值。

圖10 參數設定1圖
第四個畫面是機器加工使用次數,如圖11所示,手動加工與自動加工次數清零,通過該畫面能夠直觀地了解定長切斷機的工作情況。

圖11 機器加工使用次數圖
補充:科威文本顯示器與三菱PLC之間的通信連接是采用RS422通信線連接,如圖13。因此先設置該文本的連接PLC類型,方可正常通信。設置內容如圖12。

圖12 PLC及通訊參數選擇圖

圖13 通信連接圖
3 結束語
該半圓塑料管切斷機,自動加工切斷運行投入使用后,實現了自動化加工。原本一臺設備生產加工,需要兩個工人忙個不停,現在可以一個工人就兼顧兩臺甚至三臺設備的加工。減輕工人的勞動強度的同時,又提高了生產效率,得到了客戶的一致好評。
[1]初航.三菱FX系列PLC[J].北京:機械工業出版社,2010.
[2]黃石科威自控有限公司.WSP0301-24使用手冊V1.2[Z].2010.
(編輯:向飛)
The Design of Automated Semicircular Plastic Pipe Cutter
YIN Xi-mei
(Zhongshan Technician College,Zhongshan528403,China)
Based on the consistsofMITSUBISHIFX series PLC and WSP-0301 Kewei textelectric controlsystem,and theirassociated of hardware configuration and software design.Using PLC technology and encoder technology combined with human machine interaction to solve the plastic tubeautomatically cutoff.So that to realize theautomatic control requirements.
PLC;encoder technology;high speed count;cutoff
TP27
A
1009-9492(2015)06-0068-05
10.3969/j.issn.1009-9492.2015.06.017
2015-02-16
尹細妹,女,1973年生,廣東中山人,大學本科,講師。研究領域:電子與電氣技術。已發表論文3篇。
