油漆桔皮的控制
2015-09-04 01:30:18王宗明吳靈龍劉濤
汽車工程師 2015年2期
王宗明 吳靈龍 劉濤
(上海大眾汽車有限公司)
油漆桔皮可以通過激光桔皮儀進行定量測定,桔皮儀測定原理是利用60°激光聚焦在涂層表面,在10cm的距離內定量測定涂層表面波紋的光學輪廓,獲得準確的數據。為模擬人眼的分辯率,將波紋結構尺寸>0.6 mm的測量數據歸納為長波,代表了表面較長波幅的變化;將波紋結構尺寸<0.6 mm的數據歸納為短波,代表較短波幅的變化。數值越低,表示涂層表面的桔皮越少,表面質量越好。長短波的影響因素眾多,車身板材、電泳、中涂、色漆及清漆對長短波都有影響,其中車身板材、電泳及中涂對短波的影響最為明顯,而中涂、色漆及清漆對長波的影響明顯[1-2]。目前并無統一的標準評價油漆桔皮,各大汽車廠商根據自身情況制定企業標準來控制油漆桔皮。
1 油漆桔皮產生的機理及防治措施
研究表明:桔皮缺陷大多是由濕漆膜內涂料流動引起,受表面張力、重力及粘滯力等的制約,濕漆膜在干燥過程中會產生有規律的流動現象,隨著溶劑的揮發,在濕漆膜表層形成較高的表面張力,隨溶劑的揮發粘度增大,這樣造成濕漆膜里層和表層之間的表面張力和粘度的梯度。按照Helmholtz流動分配理論,這種流動形成邊與邊相接觸的不規則六角形網絡,渦流的原動點在格體中間,涂料沿格體邊緣下沉,在濕涂膜上形成許多漩渦狀小格,待干燥后就留下不均勻的網格,形成桔皮。
影響桔皮的因素較多,要減少桔皮,就需對涂裝生產的各個環節進行控制,主要還是從涂裝設備、工藝和材料等方面進行改善[3]。優良的車身鋼板(粗糙度Ra≤1 m)、磷化和電泳涂層質量可為中涂和面漆提供一個良好的涂層基礎。中涂漆應選擇對電泳涂層填充效果好、抗流掛和流平性能好的油漆。一般情況下,在滿足遮蓋力的前提下要盡量減少色漆的膜厚,并要防止漆霧對車身的影響。金屬色漆漆膜的干燥也十分重要,在不干的金屬色漆層罩清漆易引起桔皮和失光[4]。烘干方式、工藝溫度等對桔皮的產生也有影響,在烘干時應使升溫曲線平坦些,保證色漆和清漆噴涂后在閃干期間要有足夠流平和溶劑揮發的時間[5]。生產時應連續進行,否則會造成車身不同部位干燥程度不一樣,桔皮會更明顯。油漆粘度的增加會減少油漆流平時間,引起長短波的增加,尤其對長波影響更大。在實際生產過程中可使用快干、慢干流平劑來改善涂膜外觀,性能好的流平劑能降低熔融粘度,有助于熔融混合和顏料分散,提高底材的潤濕性和涂層的流動流平。某汽車制造廠A和B線都是采用傳統溶劑油漆和機器人噴涂的涂裝工藝,某次B線三平面出現長短波數據超差,造成大量返工。以下對其原因進行分析,并提出相應的解決措施。
2 實驗結果與分析
2.1 油漆工藝
白車身→預處理→電泳→電泳烘房→PVC→PVC烘房→電泳打磨→吹灰擦凈→中涂內腔人工噴涂→中涂外表機器人噴涂→中涂烘房→中涂打磨→吹灰擦凈→色漆內腔人工噴涂→色漆ESTA噴涂→色漆GUN噴涂→色漆小烘房強制閃干→清漆內腔人工噴涂→清漆外表ESTA噴涂→面漆烘房→整理報交。
表1和表2分別示出在正常生產條件下,測量A和B線50臺車身電泳+中涂+面漆后(深黑)三平面的平均長短波數據。

表1 A線電泳+中涂+面漆

表2 B線電泳+中涂+面漆
文章以改善B線油漆桔皮為研究對象,探究油漆桔皮的一些控制方法及解決對策。表3示出某次B線長短波數據超差時采集的20臺車身電泳+中涂+面漆后(深黑)三平面的平均長短波數據。

表3 B線電泳+中涂+面漆
首先對中涂、色漆及清漆材料批次、機器人噴涂和施工參數及設備故障記錄進行調閱分析,材料批次、噴涂參數(流量、成型空氣、高壓、轉速等)和施工參數(沉降風速、溫濕度、粘度、助劑等)無變化和異常,設備正常運轉。
2.2 分層膜厚
對電泳車身、中涂車身、色漆車身及清漆車身的前蓋中間區域各涂層進行分層膜厚測量,各個涂層符合工藝要求的最佳膜厚,為此B線車身長短波數據的超差可以初步排除涂層膜厚變化因素。表4示出長短波數據超差時各涂層分層膜厚。
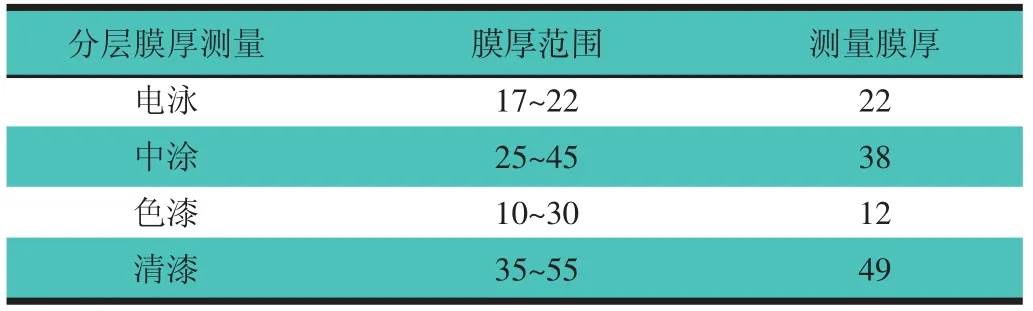
表4 長短波數據超差時各涂層分層膜厚 μm
由于鍍鋅涂層膜厚在7~9 μm,從分層膜厚可以看出,各涂層膜厚數據正常,總膜厚在130 μm左右。
2.3 調整清漆施工參數
為了進一步驗證清漆施工參數對長短波的影響,清漆平面區域機器人噴涂流量增加20 mL/min,流平劑添加量增加1%,車身三平面長短波數據無明顯改善,數據仍然超差。
2.4 排除色漆漆霧飛揚
噴漆室內色漆漆霧飛揚,一種是人工補噴內腔時飛揚至外表;另一種是色漆機器人ESTA旋杯轉速過高,使霧化過細,導致漆霧損失,溶劑揮發過快,使涂膜所含溶劑量降低,漆霧飛揚和轉速過高都容易引起失光和桔皮。取消色漆人工內腔噴涂,只進行色漆機器人外表噴涂,消除人工內腔噴涂時對車身外表造成的漆霧影響,測量面漆烘干后車身平面長短波數據,與表3進行對比,結果無明顯改善。驗證色漆ESTA轉速過高因素,降低色漆ESTA轉速,轉速從35 000 r/min降至32 000 r/min,轉速降低約9%,長短波數據平均值分別為5.9和23.9,結果無明顯改善(小于10%)。
2.5 優化中涂施工參數
增加B線三平面中涂機器人噴涂流量20 mL/min和成型空氣20 NL/min,使中涂三平面平均膜厚較修改前增加2 μm,面漆后的三平面長短波數據平均值分別為5.8和24.1,與表3進行對比,結果無明顯改善。
2.6 優化電泳涂層
表5為相同板材分別經A線和B線電泳后的長短波數據,對比可以看出,B線電泳板材長波、短波數據都比A線高。

表5 A、B線電泳長短波數據
將A線和B線兩種電泳后的板材做交叉對比驗證,即經A線電泳后的板材在B線進行中涂和面漆,經B線電泳后的板材在A線進行中涂和面漆。在各涂層分層膜厚和總膜厚一致的情況下,分別測取長短波數據,測取結果,如表6所示。

表6 A、B線交叉試驗面漆長短波數據
從上述試驗結果可看出,車身板材經A線電泳后,經后道中涂和色漆參數及操作的優化,長短波未見明顯改善,可以推斷A線電泳參數方面未調整至最佳狀態,通過將A線和B線兩種電泳后的板材做交叉對比試驗,進一步佐證了這一推斷。為此對A線電泳參數進行調整,電泳高沸點溶劑添加量由0.3%增加至1.0%,以此改善電泳漆膜的流平,車身板材經A線中涂和面漆后測得長短波數據平均值分別為3.6和15.2,符合該制造廠的標準要求。圖1為電泳調整前后的微觀漆膜狀態。圖1a電泳漆膜表面明顯粗糙,同時存在凹坑,說明電泳漆流平性能較差。增加電泳溶劑添加量后,電泳漆膜的流平性明顯好轉,漆膜細致均勻。
圖2示出分別在圖1a和1b的電泳板材上直接噴涂色漆,經過烘干后呈現的漆膜微觀狀態,圖2的狀態也在一定程度上反映出電泳漆膜的狀態,圖2a色漆漆膜表面比圖2b明顯粗糙,原因是電泳漆膜的粗糙表面向上傳遞影響著色漆層漆膜的粗糙度,進而影響面漆后油漆桔皮狀態。
3 結語
綜上所述,板材表面的缺陷未能很好地被電泳涂層遮蓋和消除,不能為中涂和面漆提供一個良好的涂層基礎,即使在后道的中涂和面漆工序進行優化調整,面漆后的長短波改善也是有限的,免中涂水性漆工藝少了一道中涂涂層,面漆的外觀將會更加依賴電泳表面的涂層質量。文章通過改善電泳涂層的流平性,解決了面漆長短波數據超差,使漆膜外觀得到極大的改善。
