回轉(zhuǎn)窯擋托輥軸承座加工方法新解
2015-09-03 10:47:30劉躍興
有色設(shè)備 2015年4期
李 萍, 劉躍興
(中國有色(沈陽)冶金機(jī)械有限公司, 遼寧 沈陽 110141)
回轉(zhuǎn)窯擋托輥軸承座加工方法新解
李 萍, 劉躍興
(中國有色(沈陽)冶金機(jī)械有限公司, 遼寧 沈陽 110141)
在裝備制造企業(yè)中,經(jīng)常由于產(chǎn)品件超出設(shè)備承制范圍,采用對外協(xié)作或改變工藝方法來完成產(chǎn)品制作。本文介紹了大型回轉(zhuǎn)窯球瓦軸承座加工超出本公司設(shè)備承制范圍后,通過分析對比而設(shè)計出單體加工而非成組加工的新方法。
制造; 承制范圍; 設(shè)備
0 前言
沈冶機(jī)械公司承制的出口緬甸大型回轉(zhuǎn)窯項(xiàng)目中,擋托輥軸承座從設(shè)計圖紙來看對加工產(chǎn)生難度,如圖1所示。
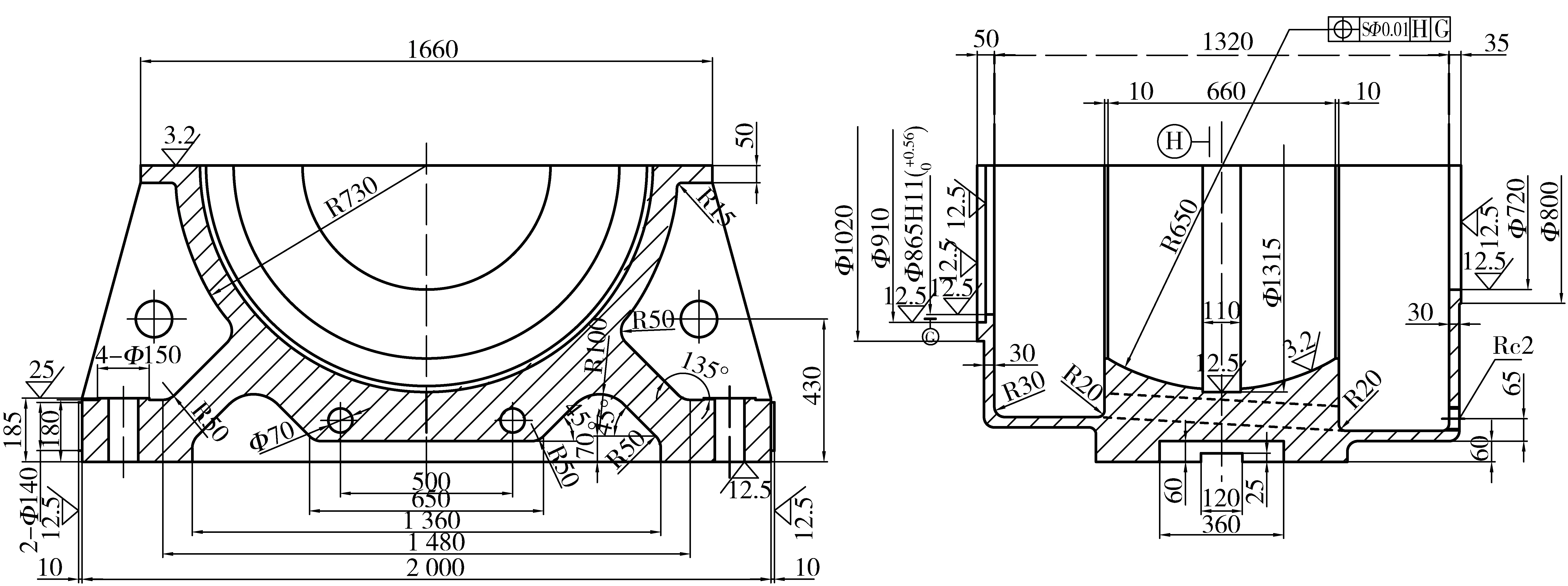
圖1 軸承座

為此,經(jīng)研究決定采用數(shù)控立車單體精加工軸承座內(nèi)球瓦的方法。這樣既可采用公司內(nèi)部數(shù)控2.5 m立車,有效利用設(shè)備能力,免去外委生產(chǎn)費(fèi)用,又可以增強(qiáng)系統(tǒng)剛性,提高加工精度,提高生產(chǎn)效率。
1 內(nèi)球瓦加工
1.1 粗加工
由于鑄件內(nèi)球瓦部位余量較大,須進(jìn)行粗加工。利用公司內(nèi)組合鏜床(螞蟻鏜)及自制銑球面刀具進(jìn)行粗加工。粗加工時,先要設(shè)計好行程原理,然后指定其裝卡方案。另外,為完成球面加工還需要特殊設(shè)計制造銑削刀具。
1.1.1 行程原理
組合鏜床工作臺可旋轉(zhuǎn)360°,主軸轉(zhuǎn)速可達(dá)300 r/min以上,工作臺沿橫向軸旋轉(zhuǎn),主軸縱向軸旋轉(zhuǎn),兩個旋轉(zhuǎn)軸交點(diǎn)即為軸承座內(nèi)瓦球心位置,同時進(jìn)行的兩個垂直旋轉(zhuǎn)運(yùn)動包絡(luò)面就是球面。即刀尖所走的路徑形成軸承座內(nèi)球瓦,加工示意圖見圖2。
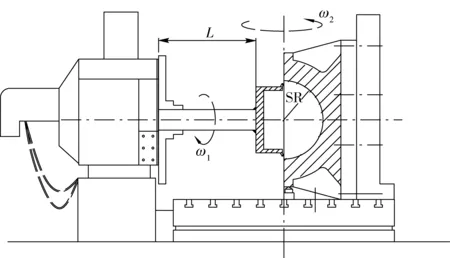
圖2 加工示意圖
由于球瓦不是整球,根據(jù)圖紙設(shè)計的寬度,利用三角函數(shù)計算出扇形角度。該角度就是實(shí)際加工時工作臺的旋轉(zhuǎn)角。計算過程:由Sin(α/2)=340/650=0.523,得arc Sin(0.523)=31.533 7,α/2=31.533 7°,那么旋轉(zhuǎn)角α=63.07°,工作臺轉(zhuǎn)角度圖見圖3。
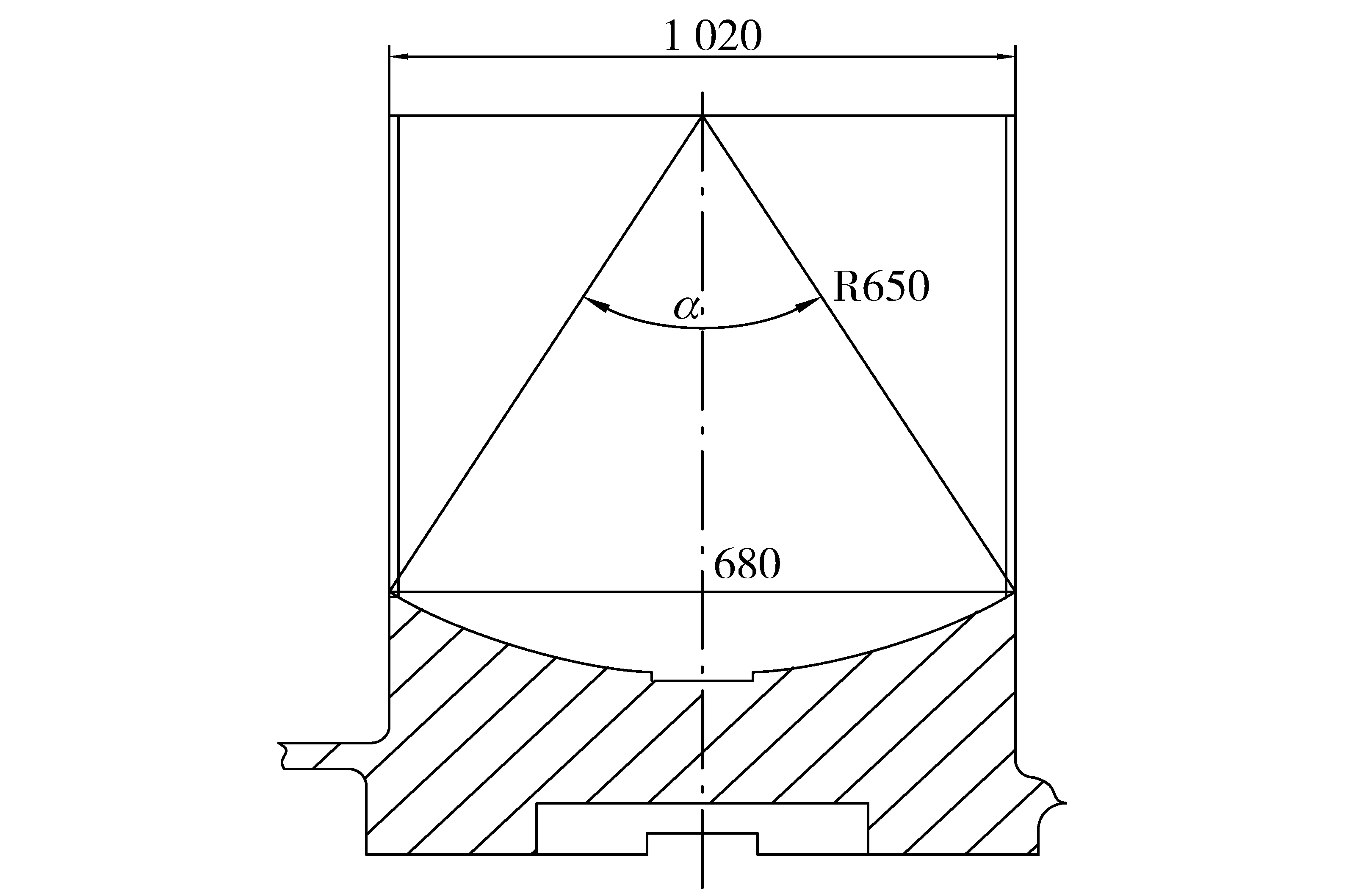
圖3 角度圖
1.1.2 找正、裝卡
以已經(jīng)加工好的上口面找正,以下底面為定位基準(zhǔn)將座體把合在彎板上,將要加工的球面面對機(jī)床主軸。機(jī)床工作臺旋轉(zhuǎn)軸線與機(jī)床主軸交點(diǎn)為球心。打表找正,調(diào)整把合位置,保證對口面與刀具行走軌跡平行度不超過0.05 mm,確定后把緊座體。
1.1.3 刀具
自行設(shè)計制造的銑削刀具由刀柄部、刀體、及刀頭組成。由于工件需要把合在工作臺中心位置,為了讓刀具能夠自如切深工件,刀柄長度設(shè)計為L=1 500 mm左右,刀刃旋轉(zhuǎn)直徑D=d-δ(d為球面直徑,δ為粗車余量),刀體配2個銑刀頭,可提高生產(chǎn)效率。
1.2 精加工
1.2.1 基準(zhǔn)及對刀
選用2.5數(shù)控立車精加工內(nèi)球,加工前須考慮精基準(zhǔn)的選擇,如何裝卡找正來保證球面加工精度要求。Z軸以底平面為裝卡基準(zhǔn),座體落在工作臺上用卡盤卡緊,以已經(jīng)加工好的上對口面為Z軸精基準(zhǔn),打表找正,調(diào)整裝卡位置,保證上對口面平面度<0.03 mm。調(diào)整好后上刀具粗刮對口面見光,液晶屏顯示Z軸數(shù)值z,進(jìn)入刀具補(bǔ)償界面設(shè)定z=0,完成Z軸對刀。
將座體按側(cè)面中線裝卡在工作臺上,通過打表測量并計算,調(diào)整座體軸向和縱向,毛坯借料,盡量保證球心位置接近于理想位置。上刀具粗刮內(nèi)球上邊緣見光,液晶屏顯示X軸兩極限值x1、x2,那么球心X軸位置x=(x2-x1)/2,進(jìn)入刀具補(bǔ)償界面設(shè)定x=0,完成X軸的對刀。
1.2.2 程序
粗加工余量為10 mm,所以精車部分分半精車、精車兩部分完成。由于2.5 M數(shù)控立車刀尖達(dá)不到原點(diǎn)位置,一刀不能車到球底,因此精加工仍需換刀,要求操作者重新對刀理論誤差不超過0.02 mm。由于機(jī)床主軸轉(zhuǎn)速恒定時,由V=πD×n可見線速度在球形的大弦徑位置時大,小弦徑時小,相對應(yīng)的表面粗糙度在大徑位置處好,小徑位置差。所以在確定程序加工參數(shù)時,設(shè)定主軸恒線速度,Vc=80 m/min、進(jìn)給率fn=0.2~0.4 mm/r,以保證粗糙度Ra3.2的要求。軸承座加工示意圖及程序圖見圖4。
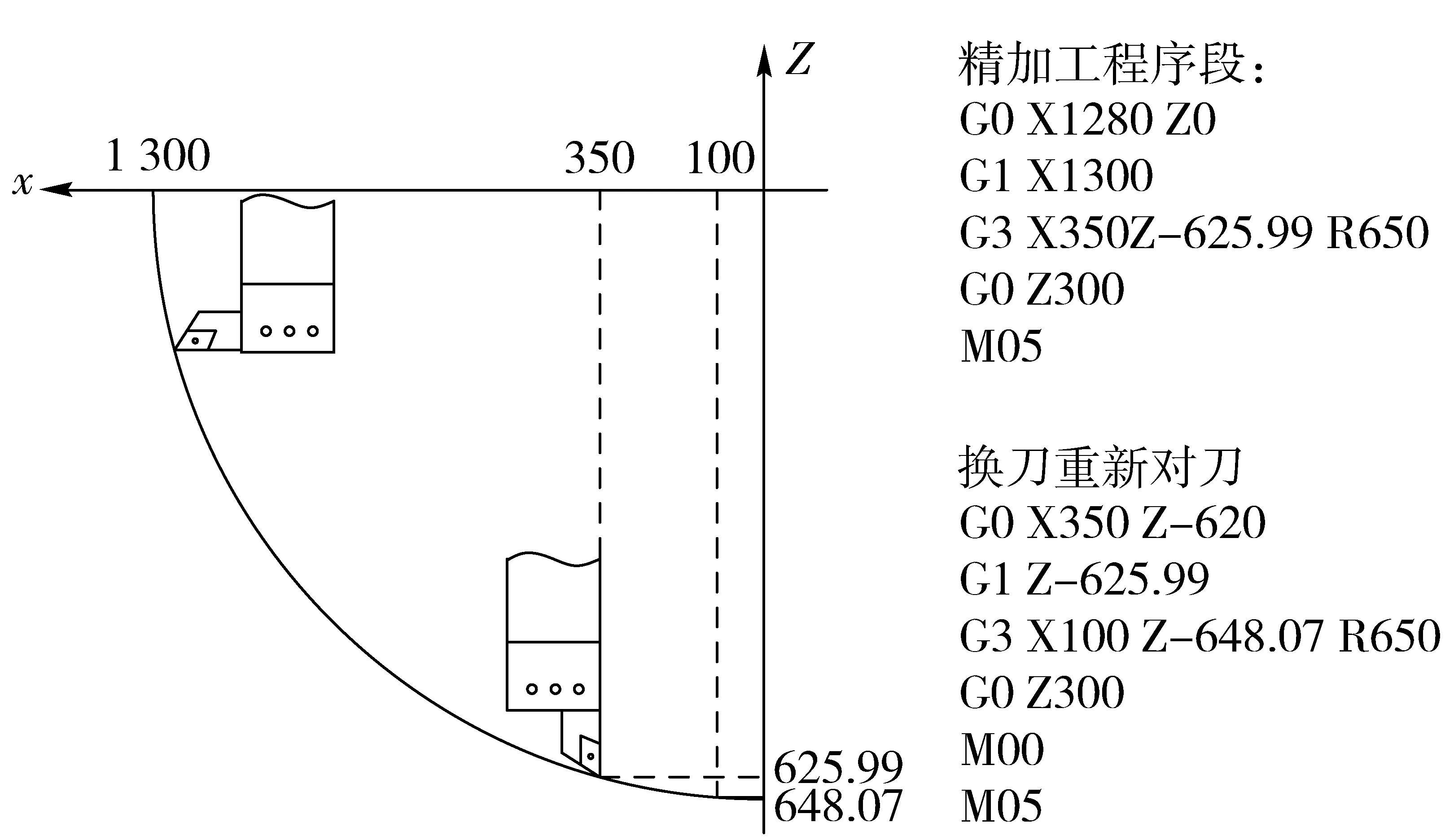
圖4 加工程序圖
1.2.3 刀具
刀具裝卡。2.5數(shù)控立車刀具達(dá)不到工作臺中心位置,就導(dǎo)致車不到球瓦最大直徑處,為了解決這種情況,需要在x=350時停車換刀,將刀具由橫向改為豎向里側(cè)把刀(見加工示意圖),重新對刀,將未車到的部分完成。
刀片的選擇。球瓦面要求表面質(zhì)量和尺寸精度都較高,刀片的品質(zhì)對其直接產(chǎn)生影響。刀片斷屑槽直接影響排屑繼而影響工件的表面質(zhì)量,涂層決定了刀片的耐磨性和壽命,其穩(wěn)定性直接影響工件的尺寸精度。另外,刀片不耐用會導(dǎo)致操作者頻繁拆卸刀具、裝卡和重新對刀,大大降低生產(chǎn)效率。我們選用機(jī)卡式涂層刀片,日本三菱CNMG190612、DNMG150608-PM,材質(zhì)為YBC251、YBC351四種型號的刀片,經(jīng)實(shí)踐證明其性價比較高。
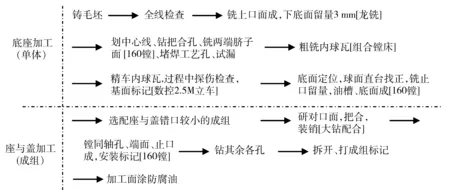
2 軸承座的工藝過程
回轉(zhuǎn)窯擋托輥軸承座的整體機(jī)械加工工藝過程分底座的單體加工和座體與蓋成組加工兩部分。座體和上蓋分別各自進(jìn)行毛坯檢查及劃中心十字線、銑對口面、鉆把合孔工序,在精車座體內(nèi)球瓦后才合并成組加工,因而存在兩者錯口情況,所以在鏜軸孔前需要進(jìn)行選配,通過測量尺寸將錯口較小的座和蓋成組把合在一起。由于鏜床加工同軸孔時,與精車內(nèi)球瓦一樣是以底面定位基準(zhǔn),以球面兩側(cè)的10 mm直臺為找正基準(zhǔn)加工的止口為工序基準(zhǔn),符合工藝的基準(zhǔn)統(tǒng)一原則,座體與蓋成組加工時,保證鏜孔的軸線與球心重合。
3 結(jié)論
緬甸達(dá)貢山回轉(zhuǎn)窯項(xiàng)目是國內(nèi)裝備制造企業(yè)重大的出口項(xiàng)目,如果能夠行之有效地解決在生產(chǎn)過程中出現(xiàn)的問題,會給企業(yè)帶來利益。擋托輥軸承座的生產(chǎn)利用了創(chuàng)新的單體加工方法,實(shí)際完成后的內(nèi)球表面粗糙度基本達(dá)Ra3.2以上,經(jīng)刮研后檢測合格,其它各項(xiàng)形位公差均符合圖紙要求。實(shí)際加工工時為車24 h+刮研8 h=32 h/件,較外委車48 h+刮研16 h=64 h/件,生產(chǎn)效率提高1倍,為按期完成達(dá)貢山回轉(zhuǎn)窯項(xiàng)目提供保證。至此也開創(chuàng)了單體加工軸承座內(nèi)球瓦工藝方法的先河,對以后類似產(chǎn)品件的生產(chǎn)有借鑒意義。
[1] 鄭修本.機(jī)械制造工藝學(xué)(第2版)[M].北京:機(jī)械工業(yè)出版社,2012.
[2] 《機(jī)械設(shè)計手冊》聯(lián)合編寫組.機(jī)械設(shè)計手冊(第2版第1分冊)[M].北京:化學(xué)工業(yè)出版社,1983.
[3] 李占軍,李英杰,婁銳.數(shù)控編程(第2版)[M].北京:機(jī)械工業(yè)出版社,2006.
A New Method of Roller Bearing Processing of Rotary Kiln
LI Ping, LIU Yue-xing
In the factory of equipment manufacturing, they usually take methods of finding cooperative or changing technological process to manufacture the product because product size exceeds the undertaking of equipment. The article introduces the new method to make the product by monomer processing rather than group processing by analyzing and comparing, when the size of roller bearing processing of rotary kiln exceeds the undertaking of equipment.
processing; undertaking; equipment
2015-01-12
李萍(1980-),女,遼寧燈塔人,工程師,大學(xué)本科,主要從事制造工藝流程、數(shù)控工藝設(shè)計工作。
TQ172.622
B
1003-8884(2015)04-0042-03
