核電站主管道窄間隙TIG自動焊焊接缺陷原因淺析
2015-09-01 17:56:33黃炳炎余平黃宗仁
科技視界 2015年25期
黃炳炎 余平 黃宗仁
【摘 要】核電站主管道現(xiàn)場安裝采用窄間隙TIG自動焊可提高主管道現(xiàn)場安裝施工質(zhì)量、縮短施工周期。介紹了福清、方家山兩個核電工程自主研發(fā)的主管道窄間隙TIG自動焊工藝的焊接設備、坡口形式、焊接材料、工藝參數(shù)等,組對情況、性能試驗、無損檢測及焊接工期表明窄間隙TIG自動焊技術在核電站主管道現(xiàn)場焊接的工程應用是成功的,但由于窄間隙自動焊技術是國內(nèi)核電工程首次應用,需加強反饋、積累經(jīng)驗。
【關鍵詞】核電站;主管道;窄間隙;TIG自動焊;焊接未熔合
0 前言
目前國內(nèi)百萬千瓦級核電站采用M310型機組,每臺機組反應堆冷卻劑系統(tǒng)為三環(huán)路布置,每條環(huán)路包括反應堆壓力容器、蒸汽發(fā)生器、主泵三大主設備,通過反應堆冷卻劑系統(tǒng)管道(簡稱主管道)將三大主設備連接起來,構成高溫(設計溫度343℃)、高壓(設計壓力17.2MPa,abs)、帶放射性的反應堆冷卻劑流動的環(huán)路。主管道現(xiàn)場焊接是整個核電廠建造的關鍵環(huán)節(jié),直接關系到核電廠建造的質(zhì)量和進度,國內(nèi)M310型核電機組主管道現(xiàn)場安裝采用了自主研發(fā)的窄間隙自動鎢極惰性氣體保護電弧焊(TIG)技術,相比以往的手工TIG打底加手工電弧焊填充的氬電聯(lián)合手工焊工藝,該技術可提高主管道現(xiàn)場安裝施工質(zhì)量、縮短施工周期。
1 主管道簡介
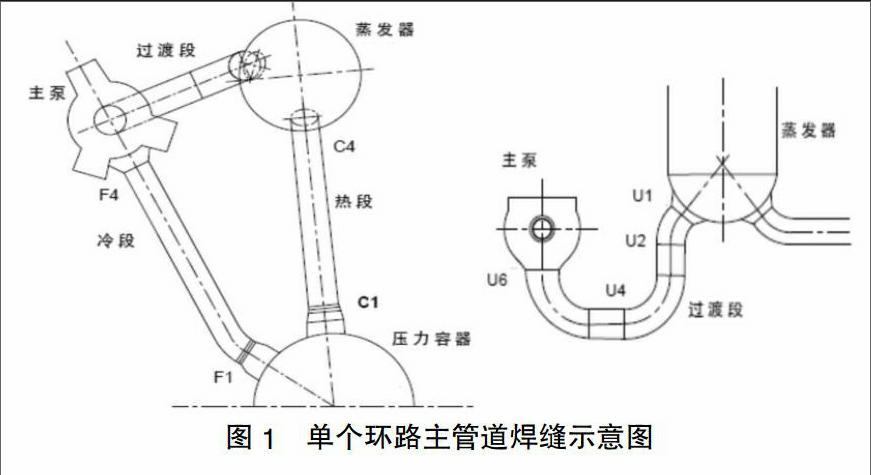
M310型機組每條環(huán)路的主管道由熱段、冷段和過渡段組成。單個環(huán)路主管道結構示意圖見圖1,圖中C1、C4、F1、F4、U1、U2、U4、U6為需在核電站工程現(xiàn)場安裝焊接的8道主管道焊口。8個現(xiàn)場焊口處外徑最小Φ832.5mm、最大Φ976mm,壁厚最小67mm、最大95.7mm。
主管道為鑄造奧氏體——鐵素體雙相不銹鋼Z3CN20-09M,三大主設備接管嘴材料為鍛造控氮奧氏體不銹鋼Z2CND18-12N。兩種材料的碳含量很低,具有良好的焊接性能。
2 窄間隙TIG自動焊工藝
窄間隙TIG自動焊工藝是一種高效、優(yōu)質(zhì)的先進焊接方法。研究及應用表明[1-3]:核電廠主管道現(xiàn)場焊接采用窄間隙TIG自動焊工藝是可行的,焊接質(zhì)量是可靠的,具有以往采用的氬電聯(lián)合手工焊工藝無法比擬的優(yōu)勢。
2.1 焊接設備
焊接設備選用加拿大利保帝(LIBUEDI)公司的全位置脈沖TIG自動焊機,該設備包括一個帶有數(shù)字化控制臺的焊接電源、一個管道焊接機頭和軌道、一個監(jiān)視系統(tǒng),性能穩(wěn)定、操作簡單,可進行焊接過程遠程視頻監(jiān)控和鎢極位置微調(diào)。
2.2 焊接坡口形式
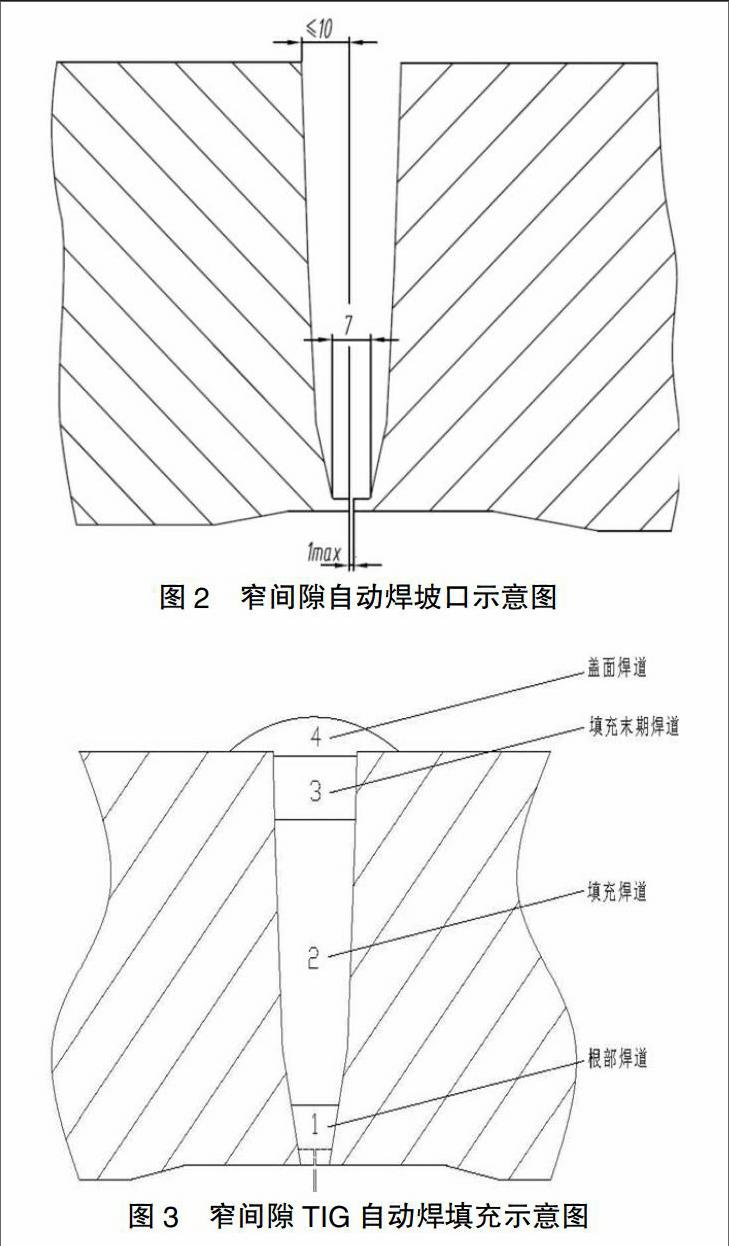
主管道窄間隙坡口為V型和U型組合坡口,如圖2所示,坡口底部寬度約7mm左右,坡口單邊寬度≤10mm,該坡口形式有利于焊接時形成好的焊縫形狀。坡口鈍邊厚度2.5mm,組對要求為:焊縫根部間隙0mm~1mm(目標值0mm),坡口內(nèi)錯邊量≤1.5mm。
2.3 焊接材料
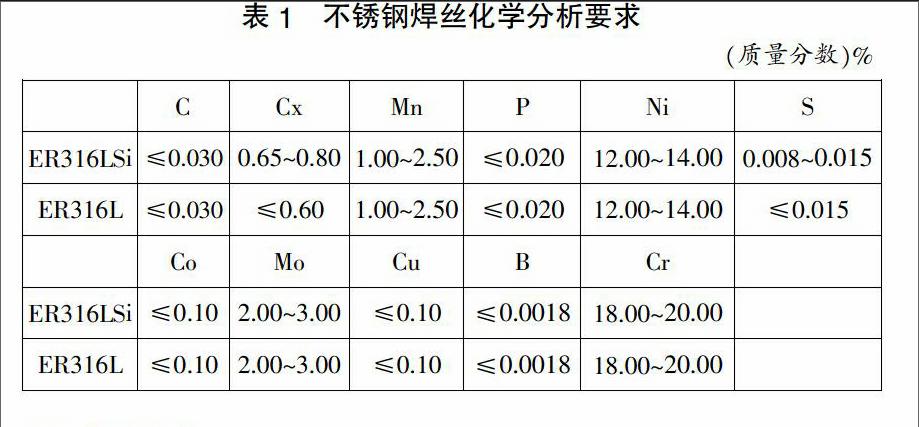
根部焊道焊接材料為RCC-M規(guī)范[4]中ER316L不銹鋼實心焊絲,填充及蓋面焊道為ASME規(guī)范[5]中ER316LSi不銹鋼實心焊絲,焊絲化學成分見表1。高Si含量的ER316LSi焊絲具有較好的熔敷金屬潤濕性和流動性,有利于填充焊道側(cè)壁和層間充分熔合。
2.4 保護氣體
焊縫背面和熔池的保護采用純度不低于99.99%的氬氣進行保護。相比國外采用氦氣+氬氣混合保護的焊接工藝,由于保護氣體為氬氣,適當提高了焊接電流來增加熔深,以降低層間和側(cè)壁未熔合風險,同時通過提高焊接速度控制焊接熱輸入。
2.5 焊接工藝參數(shù)
2.6 無損檢測
在焊道熔敷15mm厚度左右和50%厚度左右進行射線照相檢測,焊后進行射線照相檢測、超聲波檢測和液體滲透檢測。通過射線檢測和超聲波檢測相結合,提高焊接未熔合缺陷的檢出率。
3 窄間隙自動焊工程應用
3.1 應用情況
相比氬電聯(lián)合手工焊,窄間隙TIG自動焊工藝較易出現(xiàn)側(cè)壁和層間未熔合缺陷,但自主研發(fā)的窄間隙TIG自動焊技術還是成功應用于福清、方家山等核電站主管道的現(xiàn)場焊接[3,6]。
福清、方家山5臺機組共120道焊口組對間隙及內(nèi)錯邊量均滿足要求,合格率100%;工藝評定和焊接見證件性能試驗自動焊接頭拉伸強度與手工焊接頭強度相當,而且自動焊接頭熔敷金屬的沖擊韌性明顯好于手工焊接頭,特別是自動焊對熱影響區(qū)韌性的降低更是遠小于手工焊的影響;5臺機組共120道焊口和10個焊接見證件均按要求進行了無損檢測,檢測結果總體良好,特別是最先施焊的2臺機組焊縫無損檢測合格率100%;采用窄間隙自動焊技術,單道焊口焊接時間為10~15天,相比手工焊約30天/焊口,單道焊口焊接時間縮短將近一半。
3.2 焊接缺陷
福清、方家山5臺機組共120道焊口和10個焊接見證件無損檢測未發(fā)現(xiàn)焊接導致的咬邊、裂紋等缺陷,除6道焊口出現(xiàn)個別焊接未熔合及氣孔超標,其余都滿足RCC-M規(guī)范[4]一級焊縫質(zhì)量要求,無損檢測結果總體良好。5臺機組主管道窄間隙TIG自動焊接頭未熔合和超標氣孔缺陷情況見表3。
2.編號1和2的機組最先焊接,編號3、4、5的機組在編號1和2的機組焊接完成后才開始進行焊接.
對表3中無損檢測結果進一步分析,存在如下現(xiàn)象:
1)后焊機組焊接缺陷比先焊機組焊接缺陷多。根據(jù)表3最先焊接的編號1和2兩臺機組共48道焊口無損檢測未發(fā)現(xiàn)不滿足設計要求的焊接缺陷,焊縫質(zhì)量良好;在編號1和2兩臺機組焊接完成后進行的其它機組主管道的焊接,都出現(xiàn)了不滿足設計要求的焊接缺陷。
2)采用自動焊工藝返修處易出現(xiàn)缺陷。在編號5的機組主管道焊接過程中,1U4和1U6焊口缺陷去除后采用窄間隙自動焊返修時再次出現(xiàn)不滿足設計要求的焊接缺陷。
4 焊接缺陷原因分析及反饋
4.1 后焊機組焊接缺陷較多
在焊接缺陷出現(xiàn)后,經(jīng)過詢問焊接操作工、調(diào)閱焊接記錄及焊接視頻、檢查焊接設備,缺陷主要由以下原因造成:
1)焊道表面與坡口側(cè)壁邊緣熔合區(qū)存在輕微的高低不均勻現(xiàn)象,在進行下一道焊接時,焊接操作工未對輕微不平處修整清理,導致后續(xù)焊道焊接時該處焊縫熔合不良。
2)焊接時焊絲出現(xiàn)輕微抖動等異常后未及時停止焊接,導致后續(xù)焊接出現(xiàn)熔合不良。
3)焊機軌道接頭處些微不平整、導絲嘴孔徑磨損增大等設備異常導致焊縫熔合不良。
4)出現(xiàn)焊絲尖偏離、鐵水前涌等異常時,焊接操作工視頻監(jiān)控時觀察重點為焊縫表面成型及側(cè)壁熔合情況,未關注焊縫中心熔合情況,沒有及時進行焊接過程中的微調(diào),導致焊縫中心未熔合。
由于主管道窄間隙TIG自動焊技術是國內(nèi)核電工程首次應用,結合上述缺陷原因分析,出現(xiàn)后焊機組焊縫缺陷比先焊機組缺陷多的現(xiàn)象:一是先焊接的機組因為是窄間隙TIG自動焊的首次應用,技術人員及焊接操作工等各方人員高度重視,嚴格按相關操作規(guī)程執(zhí)行,在前兩臺機組焊接零缺陷后,其它機組焊接時人員思想上出現(xiàn)松懈,焊接參數(shù)及鎢極位置微調(diào)不及時,道間焊縫成形觀察、修整不到位,都易導致出現(xiàn)焊縫缺陷;二是首次應用,自動焊工程經(jīng)驗不足,對自動焊機保養(yǎng)、易損件磨損情況及其對焊接操作的影響把握不到位,導致出現(xiàn)焊縫缺陷。
4.2 采用自動焊工藝返修處易出現(xiàn)缺陷
查閱焊接記錄,自動焊返修處焊道寬度基本靠近工藝覆蓋下限,且焊接缺陷人工打磨去除,打磨后坡口面不如機加平整,再根據(jù)焊接視頻中熔池流動情況,分析認為自動焊工藝返修處易出現(xiàn)缺陷主要是打磨去除缺陷過程中因顧忌傷及母材,影響窄間隙焊道坡口狀況,缺陷打磨后的焊道很窄,且打磨坡口面的修整不夠,導致返修過程中出現(xiàn)氣孔、側(cè)壁未熔合等新缺陷。
4.3 反饋
無損檢測結果表明,主管道窄間隙TIG自動焊技術能有效降低焊接未熔合風險,所進行的無損檢測也能有效發(fā)現(xiàn)焊接未熔合缺陷,確保主管道焊接質(zhì)量。但后焊的幾臺機組出現(xiàn)的缺陷處理情況表明:
1)窄間隙TIG自動焊對坡口狀況要求極高,焊道間目視檢查應觀察到位,對成形不好的焊道應及時修整;
2)窄間隙TIG自動焊對焊接操作工要求極高,焊接過程中要觀察到位,應能根據(jù)異常情況及時對鎢極位置和送絲進行微調(diào);
3)進一步把握自動焊接設備保養(yǎng)要點,對焊機易磨損也應加強監(jiān)控,及時更換。
5 結論
1)主管道現(xiàn)場焊接采用窄間隙TIG自動焊焊接過程穩(wěn)定,焊縫質(zhì)量高,接頭性能特別是沖擊韌性優(yōu)于手工焊接頭,且相比以往的氬電聯(lián)合手工焊工藝有效縮短焊接工期,窄間隙TIG自動焊技術在核電站主管道現(xiàn)場焊接的工程應用是成功的。
2)無損檢測結果表明主管道窄間隙TIG自動焊技術對坡口形狀、焊接設備狀況及焊接操作工要求極高,由于窄間隙自動焊技術是國內(nèi)核電工程首次應用,需加強反饋、積累經(jīng)驗,進一步提高焊縫質(zhì)量。
【參考文獻】
[1]唐識.核電站主管道窄間隙脈沖TIG自動焊工藝[J].焊接技術,2010,39(8):27-32.
[2]王海東,任偉,裴月梅,等.壓水堆核電站主回路管道窄間隙自動焊工藝研究[J]. 電焊機,2010,40(8):21-27.
[3]黃炳炎,張意翼,黃宗仁,等.核電站主管道窄間隙TIG自動焊應用研究[J].中國核電,2014,7(增刊1):139-144.
[4]RCC-M 壓水堆核島機械設備設計和建造規(guī)則[S].2000.
[5]ASME 鍋爐及壓力容器規(guī)范[S].2004.
[6]黃宗仁,李桓,黃炳炎,等.窄間隙自動焊在核電廠主管道焊接中的應用[J].焊接技術,2015,44(1):36-39.
[責任編輯:劉展]