氣浮直線驅動平臺定位誤差影響因素研究
2015-08-30 09:23:20趙幗娟張雷
哈爾濱工程大學學報 2015年8期
關鍵詞:測量
趙幗娟,張雷
(吉林大學機械科學與工程學院,吉林長春130022)
目前有關機床幾何誤差的研究主要集中在各項幾何誤差的測量方法和幾何誤差綜合模型的建立等方面[1-11]。超精密加工中加工精度同時受到時變的熱誤差、隨機誤差以及位置相關的幾何誤差的影響,通過分析測量的原始數據,將不同性質的誤差因素進行分離是誤差補償的先決條件。
Jae Ha Lee等基于最小二乘多項式函數將測量數據中的隨機誤差與機床的幾何誤差進行分離,并通過對殘余誤差進行均方差檢驗確定最佳的幾何誤差模型[12]。Daisuke Kono等利用傅里葉變換在頻域中對測得的誤差值進行分析,將幾何誤差從與時間有關的隨機誤差中分離出來[13]。由于測量得到的誤差值兩端很少滿足周期性,所以傅里葉級數并不能準確地表達幾何誤差。Weidong Zhun等基于最小二乘法,應用3次B樣條逼近的方法建立幾何誤差模型[14]。基于最小二乘法的B樣條逼近計算復雜,且需要對其逼近結果進行評判,為追求全局性將重要的數據點分離出去,導致模型不準確。由于高次多項式擬合會出現振蕩現象,適用于觀測數據誤差較大的場合,并不能準確地表示機床的幾何誤差。如果對測量數據簡單求均值后應用以上方法建模會將時變的熱誤差和隨機誤差包含在幾何誤差元素中,這樣就會在補償時出現過補或少補的現象[15]。
基于以上,本文研究氣浮直線驅動平臺定位誤差的分離技術,從測量數據中分離隨機誤差、位置相關的幾何誤差及時變的熱誤差,建立精確的幾何定位誤差模型,來實現誤差補償。
1 定位誤差的測量與分析
為研究氣浮直線驅動平臺定位誤差的組成及誤差分離方法,對氣浮直線驅動平臺的定位誤差進行了試驗測量。
1.1 測量設備及測量環境
測量設備為Renishaw公司的XL-80激光系統,如圖1(a)所示。測量現場圖1(b)所示,在超精密實驗室中進行測量,環境溫度控制在20℃,數據處理按照ISO 230-2標準進行。
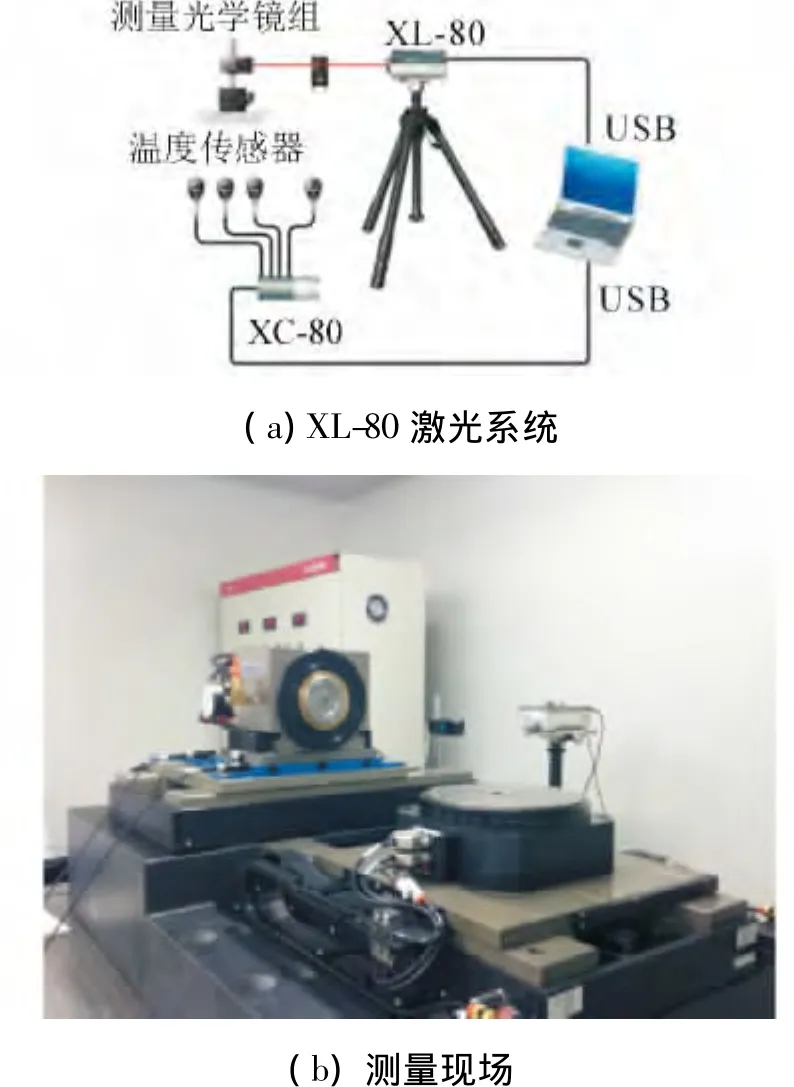
圖1 測量條件Fig.1 Measuring condition
1.2 定位誤差測量與分析
試驗過程中采用激光干涉儀測量氣浮直線驅動平臺的定位誤差,氣浮直線驅動平臺的行程范圍為0~200 mm,每5 mm取一個測量點,共41個測量點,導軌運行速度為100 mm/s。分別在常溫下,開機連續正反向測量1次、連續正反向重復測量3次,測量結果如圖2所示。圖2(a)為連續正反向測量1次的結果,圖2(b)為連續正反向重復測量3次的結果。對比2幅圖可以看出,每次測量結果重復性很低,而且數值變化很大,但是曲線的形狀幾乎不變,只是整體斜率發生了變化,具有一定的規律性。說明氣浮直線驅動平臺運動過程中,存在一個時變的誤差。其原因是氣浮直線驅動平臺由直線電機提供直線運動,直線電機的磁軌和推力線圈之一直接與運動平臺相連接,由于其結構緊湊,驅動過程中產生大量的熱,會使運動平臺產生熱變形,進而產生時變的熱誤差。因此,氣浮直線驅動平臺的定位誤差包括位置相關的幾何誤差、時變的熱誤差以及隨機誤差。
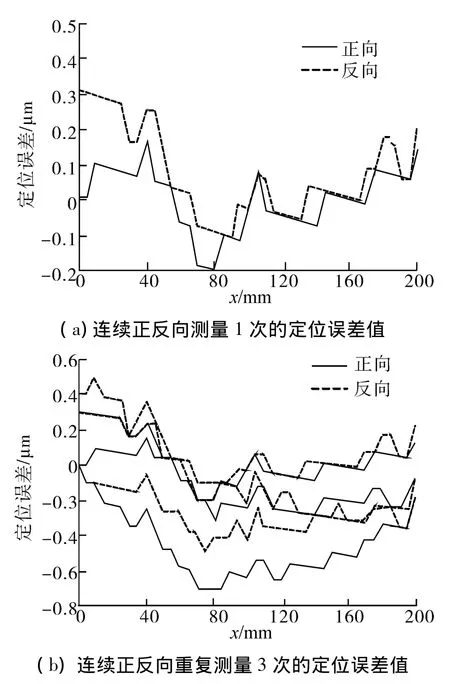
圖2 不同工況下的定位誤差值Fig.2 The positioning errors of different conditions
為研究各誤差對氣浮直線驅動平臺定位誤差的影響,建立預測模型,需要將隨機誤差去除,再將時變的熱誤差與位置相關的幾何誤差進行分離。
2 隨機誤差去除
在測量過程中,一定存在隨機誤差。通常以全部測得值的算術平均值作為最后的測量結果。雖然這樣可以使隨機誤差獲得抵償效應,卻不能排除隨機誤差的影響,必須在算術平均值上加修正值,才能得到最接近真值的計算結果。
2.1 隨機誤差數學期望修正均值
應用統計學的方法,基于隨機誤差出現的概率大小不同,求出隨機誤差的數學期望,用于修正測量值的算術平均值,以得到更可靠的誤差值,用于運動平臺的誤差補償。測量的隨機誤差為殘余誤差δi(x),是由實際誤差測量值yi(x)減去均值y-(x)得出的,表達式為

均值由測量值yi(x)之和除測量次數n得出,表達式為

首先找出由式(1)計算得到的殘余誤差δi(x)中的最小值δ1(x)和最大值δm(x),選取略小于δ1(x)的數a和略大于δm(x)的數b,根據測量次數n確定組數k,則有 2k+1 個誤差區間tj,(j=0,±1,±2,…,±k)。假設殘余誤差δi(x)落到區間tj中,則有 (2j-1)L≤δix()≤(2j+1)L,式中L為區間寬度。
數出 δ0(x),δ1(x),…,δn(x)落在區間tj中的頻數ni,則殘余誤差落入誤差區間的概率為


最終通過計算得出最佳估計值y-用來代表幾何誤差元素的最佳值,表示為

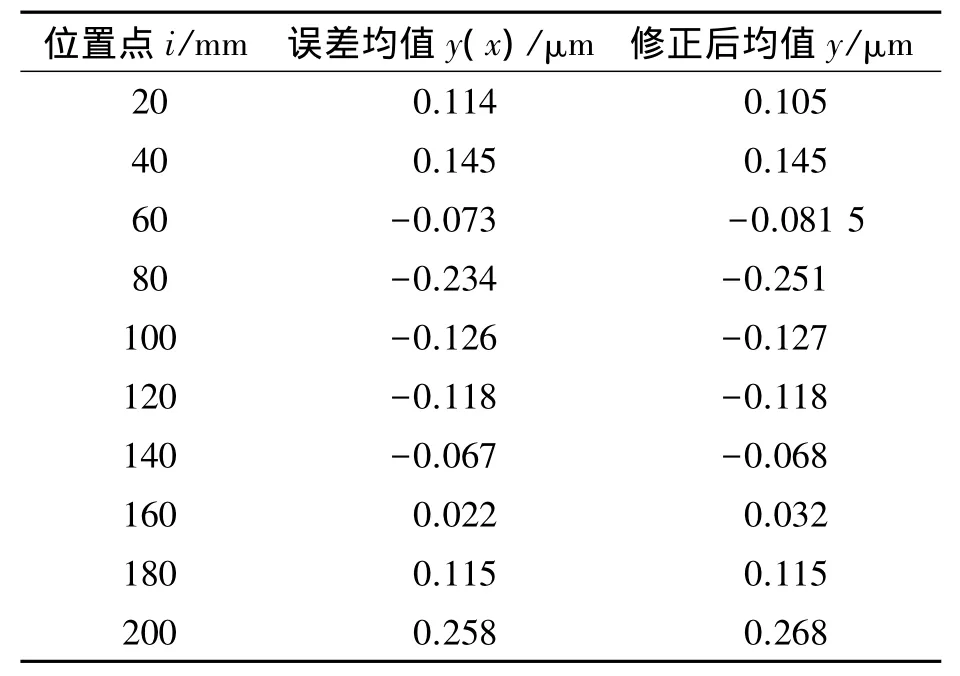
表1 定位誤差均值修正Table 1 The mean value of position error modification
2.2 測量數據殘余誤差統計學分布
圖3為連續正反向重復測量20次得出的位置點殘余誤差概率分布圖,除位置點x=40 mm和x=180 mm外,其他位置點概率分布并不對稱,這說明平均值(x)并不是最佳值。根據式(5)求得修正值,最終修正結果如表1所示。修正后殘余誤差已經定量,可以從氣浮直線驅動平臺的定位誤差中去除。
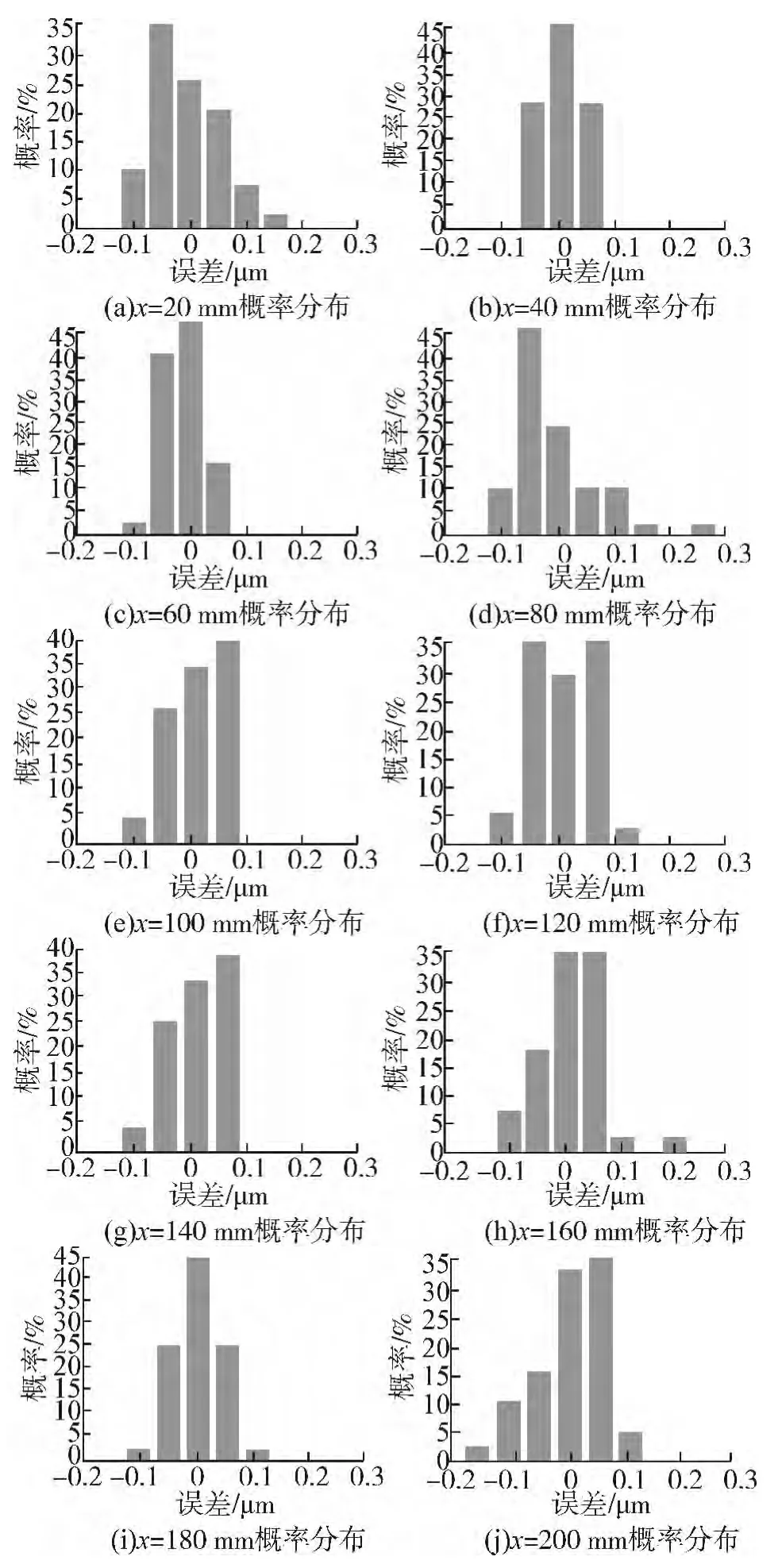
圖3 殘余誤差概率分布Fig.3 The residual error probability distribution
3 時變熱誤差的分離
通過對均值進行修正后,去除了氣浮直線驅動平臺的隨機誤差,還需要將時變的熱誤差分離出來,從而得到位置相關的定位誤差δxx,如圖4(a)中曲線分別為連續正反向測量1次并進行修正后得出的均值1、連續正反向重復測量3次并進行修正后得出的均值2和連續正反向重復測量20次并進行修正后得出的均值3,3條曲線均已將運動平臺的隨機誤差去除。
圖4(b)中b1、b2和b3為對位置相關幾何誤差δxx的擬合曲線[16]:
圖4 定位誤差的均值和擬合曲線Fig.4 Mean value and fitting curve of the positioning error
從圖4(a)中可以看出測量均值隨著測量次數的增加在數值上發生很大的變化,但曲線的整體形狀幾乎不變,只是斜率發生了變化,說明時變的熱誤差對測量均值的影響很大。要得到準確的與位置相關的幾何誤差,必須對均值進行處理,將時變的熱誤差分離出去。對3個均值進行一次多項式擬合后,用均值減去相應測量位置點的擬合值得到與位置相關的幾何誤差如圖5所示。在同一個位置點上,由于測量次數的增加,直線電機產生的熱量增加。在同一個位置點,2次測量擬合值的變化相減,可以得到該點的熱誤差值。連續正反向重復測量20次后,根據同一位置點上熱誤差值的變化,得出時變的熱誤差如圖6所示。從圖6可以看出,熱誤差的最大值可達到4 μm,對氣浮直線驅動平臺的定位精度影響非常嚴重,需要根據圖6的曲線對時變的熱誤差進行在線實時補償。
通過對數據均值的修正和一次多項式擬合可以有效的將隨機誤差、時變的熱誤差與位置相關的幾何誤差分離,得到位置相關的幾何誤差。進一步需要建立位置相關的幾何誤差的預測模型,以便對其進行補償。
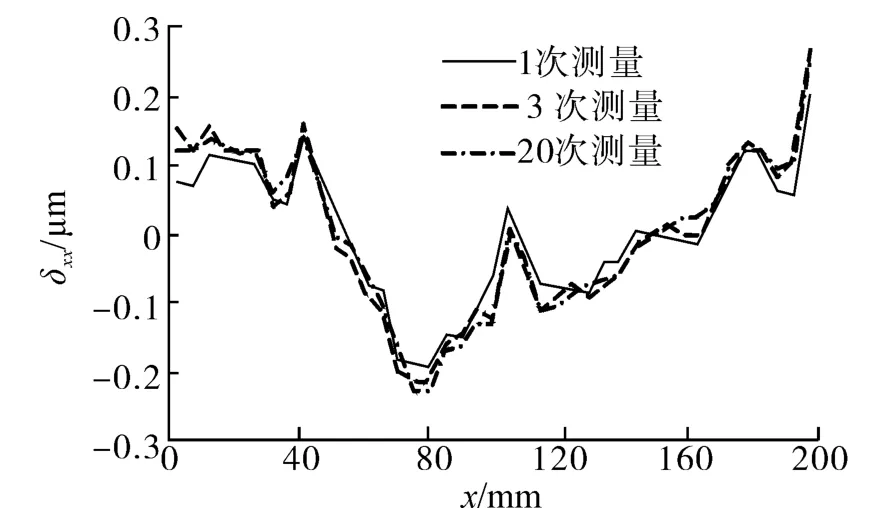
圖5 位置相關的幾何誤差Fig.5 The positioning error associated with position
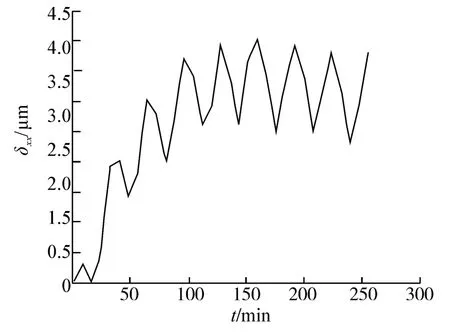
圖6 時變的熱誤差Fig.6 The time varying thermal error
4 位置相關的幾何誤差建模
通過對圖5所示的位置相關的幾何誤差的觀察,可以發現誤差走勢和坐標位置呈現非線性的關系,而且測量結果為離散數據,并不能完全反應整個工作空間任意位置的誤差值。需要根據已有的離散幾何誤差值建立位置相關的幾何誤差的預測模型。
使用NURBS曲線插值的方法對位置相關的幾何誤差進行插值。
假設測量數據點為Qi=(xi,yi)(i=0,1,…,m),用B樣條曲線對其進行插值,該插值曲線將由n個控制頂點Pj(j=0,1,…,n)與節點矢量U=[u0u1…un+k+1]來定義。建立一個系數矩陣為(n+1)×(n+1)的線性方程組:

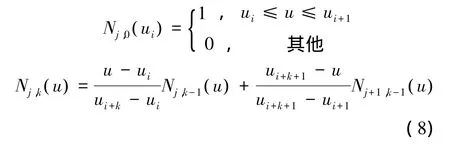
其中,Nj,k(ui)為基函數,其定義為
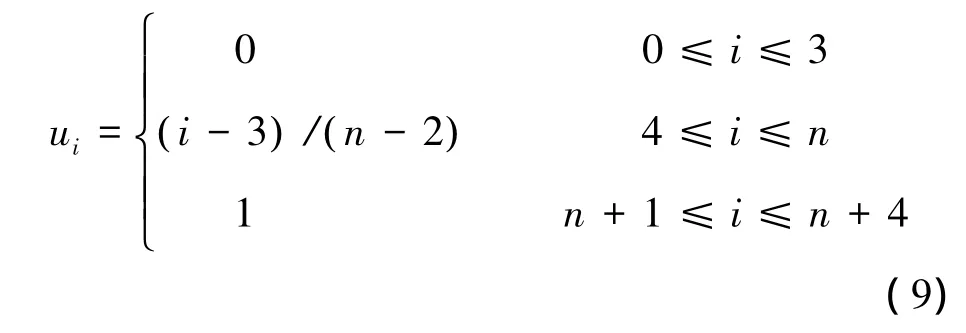
計算過程中使曲線的首末端點與首末數據點一致,使曲線的分段連接點分別依次與B樣條曲線定義域內的節點一一對應,即Qi點有節點值uk+i(i=0,1,…,m)。端點插值要求節點矢量ui由下式選擇:
對數據點Qi=(xi,yi)(i=0,1,…,m)的弦長參數化,得參數值序列ui(i=0,1,…m)如下式所示:

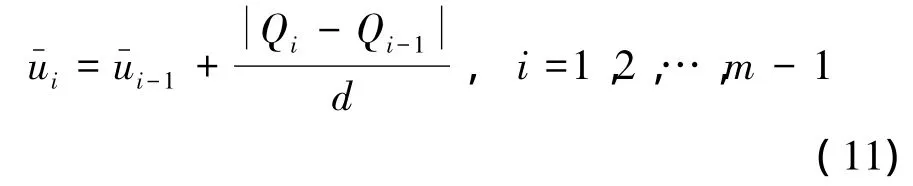
其中,d為總弦長,則可得到相應定義域內節點值
用于插值的m+1個數據點Qi=(xi,yi)(i=0,1,…,m)的3次樣條插值曲線方程可寫為

其中,曲線定義域u∈[ui,ui+1]?[u3,un+1],將定義域內的節點值依次代入方程(12)中,應滿足插值條件,即

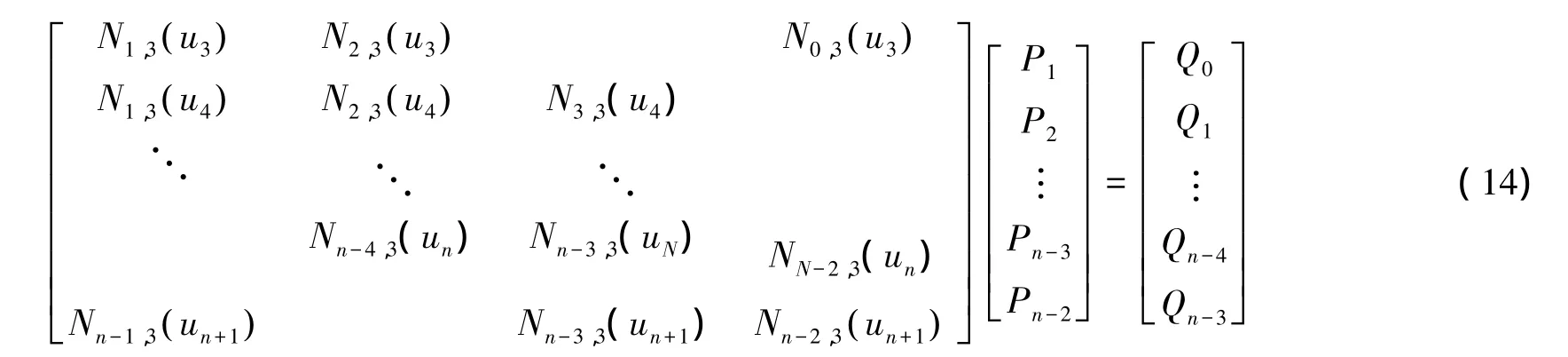
線性方程組(13)可改寫為如下矩陣形式,其中系數矩陣中的元素均為B樣條基函數值,只與節點值有關。
求解即可得出全部未知控制頂點,輸入測量誤差值Qi=(xi,yi),(i=0,1,…,40)通過式(7)~(14)求解線性方程組,得到節點矢量U和控制頂點Pj,最終插值結果如圖7所示。
通過NURBS插值,得到的插值模型與位置相關的幾何誤差測量曲線相吻合,并得到了位置相關的幾何誤差的預測模型,從而可以得到任意位置點的幾何誤差值,在納米級加工及測量過程中,可以實現對幾何誤差進行精準的預測和補償。

圖7NURBS插值結果Fig.7 Result of NURBS interpolation
5 結束語
本文通過對氣浮直線驅動平臺定位誤差的測量,得出氣浮直線驅動平臺的定位誤差由位置相關的幾何誤差、時變的熱誤差以及隨機誤差組成。通過統計學的方法,對氣浮直線驅動平臺的定位誤差進行誤差分離,去除隨機誤差的影響,并分離出時變的熱誤差及位置相關的幾何誤差。時變的熱誤差對氣浮直線驅動平臺的定位精度影響非常嚴重,需要對時變的熱誤差進行在線實時補償。利用NURBS曲線插值的方法,建立了位置相關的幾何誤差的預測模型,根據此模型可以求得任意位置點的幾何誤差值,從而對位置相關的幾何誤差進行精準的預測和補償,為氣浮直線驅動平臺的誤差補償提供參考和借鑒意義。
[1]楊建國,范開國,杜正春.數控機床誤差實時補償技術[M].北京:機械工業出版社,2013:2.
[2]TIAN W,GAO W,ZHANG D,et al.A general approach for error modeling of machine tools[J].International Journal of Machine Tools& Manufacture,2014,79(4):17-23.
[3]JIANG H,FAN K,YANG J.An improved method for thermally induced positioning errors measurement,modeling,and compensation[J].International Journal of Advanced Manufacturing Technology,2014,75(9-12):1279-1289.
[4]陳光勝,梅雪松,陶濤.一種四軸聯動機床轉臺運動誤差的快速檢測及分離方法[J].西安交通大學學報,2011,45(9):6-10.CHEN Guangsheng,MEI Xuesong,TAO Tao.Convenient strategy for identifying motion errors from rotary table of 4-axis simultaneous control machine tools[J].Journal of Xi’an Jiaotong University,2011,45(9):6-10.
[5]鐘麗紅,王昭,湯善治,等.機床滾轉角測量中敏感元件傾斜引起的誤差分析[J].西安交通大學學報,2013,47(5):99-103.ZHONG Lihong,WANG Zhao,TANG Shanzhi,et al.Measurement error analysis for machine tool roll error measurement due to inclined half wave plate[J].Journal of Xi’an Jiaotong University,2013,47(5):99-103.
[6]LEE R S,LIN Y H.Applying bidirectional kinematics to assembly error analysis for five-axis machine tools with general orthogonal configuration[J].International Journal of Advanced Manufacturing Technology,2012,62(9-12):1261-1272.
[7]ZHANG Yi,YANG Jianguo,ZHANG Kun.Geometric error measurement and compensation for the rotary table of fiveaxis machine tool with double ballbar[J].International Journal of Advanced Manufacturing Technology,2013,65(1-4):275-281.
[8]范晉偉,宋貝貝,王稱心,等.TTTRR型五軸數控機床通用幾何誤差補償關鍵技術的研究[J].機械設計與制造,2012,(5):171-173.FAN Jinwei,SONG Beibei,WANG Chenxin,et al.Research on key technology of general geometric error compensation of"TTTRR"type 5-axis numerical control machine[J].Machinery Design and Manufacture,2012,(5):171-173.
[9]ZHU Shaowei,DING Guofu,QIN Shengfeng,et al.Integrated geometric error modeling,identification and compensation of CNC machine tools[J].International Journal of Machine Tools and Manufacture,2012,52(1):24-29.
[10]劉志峰,劉廣博,程強,等.基于多體系統理論的精密立式加工中心精度建模與預測[J].吉林大學學報:工學版,2012,42(2):388-391.LIU Zhifeng,LIU Guangbo,CHENG Qiang,et al.Precision modeling and prediction of precise vertical machining center based on theory of multi-body system[J].Journal of Jilin University:Engineering and Technology Edition,2012,42(2):388-391.
[11]ZHANG Zhenjiu,HU Hong.A general strategy for geometric error identification of multi-axis machine tools based on point measurement[J].The International Journal of Advanced Manufacturing Technology,2013,69(5-8):1483-1497.
[12]LEE J H,LIU Yu,YANG S H.Accuracy improvement of miniaturized machine tool:Geometric error modeling and compensation[J].International Journal of Machine Tools &Manufacture,2006,46(12/13):1508-1516.
[13]KONO D,MATSUBARA A,YAMAJI I,et al.High-precision machining by measurement and compensation of motion error[J].International Journal of Machine Tools & Manufacture,2008,48(10):1103-1110.
[14]ZHU Weidong,WANG Zhigang,YAMAZAKI K.Machine tool component error extraction and error compensation by incorporating statistical analysis[J].International Journal of Machine Tools& Manufacture,2010,50(9):798-806.
[15]DU Zhengchun,ZHANG Shujie,HONG Maisheng.Development of a multi-step measuring method for motion accuracy of NC machine tools based on cross grid encoder[J].International Journal of Machine Tools and Manufacture,2010,50(3):270-280.
[16]王維,楊建國,姚曉棟,等.數控機床幾何誤差與熱誤差綜合建模及其實時補償[J].機械工程學報,2012,48(7):165-170.WANG Wei,YANG Jianguo,YAO Xiaodong,et al.Synthesis modeling and real-time compensation of geometric error and thermal error for CNC machine tools[J].Journal of Mechanical Engineering,2012,48(7):165-170.
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
