蒸壓釜鑄鋼釜環及蓋緣裂紋的焊接修復工藝及性能研究
2015-08-25 01:31:44沈曉勤謝堅鎏石永華
機電工程技術 2015年1期
沈曉勤,謝堅鎏,石永華
(1.華南理工大學機械與汽車工程學院,廣東廣州510640;2.江門市新會區同達化工機械制造有限公司,廣東江門529100)
蒸壓釜鑄鋼釜環及蓋緣裂紋的焊接修復工藝及性能研究
沈曉勤1,謝堅鎏2,石永華1
(1.華南理工大學機械與汽車工程學院,廣東廣州510640;2.江門市新會區同達化工機械制造有限公司,廣東江門529100)
蒸壓釜經過長期使用后,釜環齒圈及蓋緣齒圈的嚙合齒齒根部位易出現裂紋。對鑄鋼裂紋的焊接修復工藝及接頭性能進行了研究,結果表明:對ZG230-450H鑄鋼試樣采用低氫的藥芯焊絲CO2氣體保護焊,應用多層焊工藝,配以焊前預熱、控制層間溫度及焊后保溫緩冷等措施,以較小的焊接電流和較快的焊接速度(即較小的焊接線能量)進行焊接,能獲得與母材等強度且沒有裂紋的焊接接頭。
蒸壓釜;鑄鋼;裂紋;焊接工藝性能
DOI:10.3969/j.issn.1009-9492.2015.01.011
0 前言
蒸壓釜在工業生產中應用極其廣泛。蒸壓釜兩端的釜環及蓋緣材質為鑄鋼,其在鑄造過程中容易產生砂眼、疏松等缺陷。由于蒸壓釜的工作壓力較高,釜體長期承受升降壓的交變載荷,釜環及蓋緣極易在上述缺陷處產生疲勞裂紋并擴展,嚴重影響設備的安全。對此裂紋的處理,一是將釜環及蓋緣更換,成本高,時間也比較長;二是進行焊接修復,如采用適當的工藝,可避免焊接裂紋的產生,降低維修成本,增加經濟效益。
鑄鋼的碳當量高,可焊性較差,需要精心調整焊接參數。對鑄鋼與Q345B或低合金鋼的CO2氣體保護焊工藝研究表明,焊接過程中應采取焊前預熱(100℃~200℃),保證層間溫度不低于預熱溫度,焊后保溫和錘擊焊縫釋放應力,可獲得合格的焊接接頭[1-2]。對于厚大鑄鋼件的手工電弧焊,需采取焊前預熱(250℃)、短弧、多層焊等方式,層間保溫并采用機械振動法消除焊縫層間應力和氫,焊后用保溫棉對焊縫附近20 cm范圍進行保溫緩冷至室溫[3-4]。
1 設備概況
某管樁公司蒸壓釜設計工作壓力1.1 MPa,設計工作溫度187℃,工作介質為飽和水蒸汽和水泥管樁;釜體內徑3 000 mm,筒體長25 820 mm,壁厚22 mm,材質為16MnR,釜環及蓋緣材料為ZG230-450H鑄鋼,其化學成份及力學性能見表1。該釜環齒圈及蓋緣齒圈的嚙合齒齒根部位存在多處線狀裂紋(見圖1),裂紋一般長15~30 mm,最長達80 mm,經打磨檢查發現裂紋深度在2~6mm范圍內。

表1 R鑄鋼釜環及蓋緣的化學成份和性能
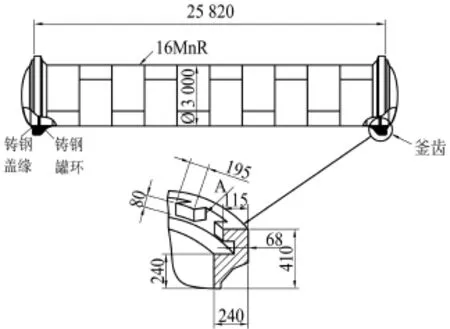
圖1 蒸壓釜釜環及蓋緣齒圈
從現場檢測出的裂紋表面上看,是由于蒸壓釜經過近15年的滿負荷運行,受溫度及壓力交變載荷而產生的疲勞裂紋,但是將裂紋打磨至2 mm以下發現裂紋下面出現很多鑄造缺陷,如疏松組織、砂眼等。由此可見,在釜環及蓋緣內部存在的不均勻應力,在這些鑄造缺陷周圍產生應力集中,也是導致裂紋產生的原因。因此,要清除這些缺陷,就必須將裂紋和鑄鋼件的鑄造缺陷一起清除,才能達到完全清除設備缺陷的目的。
2 焊接工藝性能研究
為了焊接修復釜環齒圈及蓋緣齒圈的嚙合齒齒根部位存在的裂紋,對鑄鋼ZG230-450H的焊接工藝性能進行了試驗研究。
2.1試驗條件
試板板厚為30 mm,坡口形式為X型(如圖2),焊前預熱,焊后保溫,多層焊。采用FCAW,保護氣體為瓶裝CO2氣體;焊絲牌號:TWE-711;焊絲規格:?1.2;焊接電源:CO2氣體保護焊機(型號KRII500)。
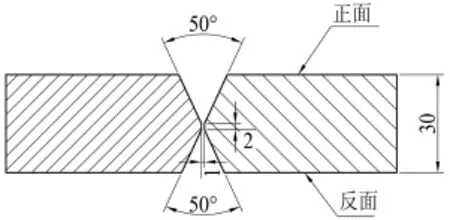
圖2 試樣坡口型式及尺寸
2.2試驗數據及結果
2.2.1首次試驗
焊接工藝參數如表2所示。焊縫表面質量檢查為合格,焊接接頭放置24小時后試板經X射線檢測,按JB/T4730.2-2005標準評定為合格。接頭學性能如表3所示,彎曲試驗在彎曲面焊接熱影響區斷裂(如圖3),按JB4708-2000評定為不合格;拉伸試驗抗拉強度未達到標準值要求,按JB4708-2000評定為不合格。

表2 R首次試驗的焊接工藝參數
圖4為焊縫金相組織,首次試驗階段由于多層焊的焊縫層數少,每層厚度大,焊縫層中的柱狀晶組織未被消除。而且焊接線能量過高(其值為15 840 J/cm),導致焊縫及熱影區過熱,降低了接頭的塑性和韌性,增加了焊后產生裂紋的傾向。

表3 R首次試驗的焊接接頭力學性能

圖3 首次試驗彎曲試樣
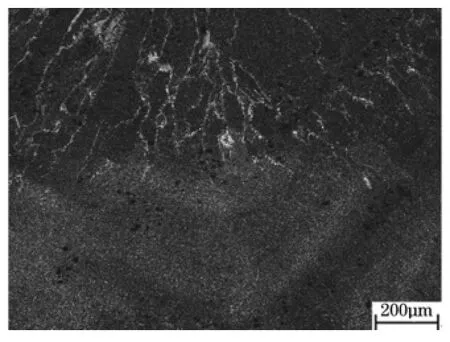
圖4 首次試驗焊縫金相組織(50×)
2.2.2調整工藝試驗
根據首次試驗的結果,進行第二階段焊接工藝調整試驗。增加多層焊焊縫層數,加快焊接速度,減小焊接電流,降低焊接線能量。調整試驗的工藝參數如表4所示,焊接接頭表面質量經檢查為合格,接頭焊后保溫24小時后試板經X射線檢測,按JB/ T4730.2-2005標準評定為合格。接頭力學性能試驗結果如表5所示。圖5為彎曲試樣,彎曲試驗時彎曲面存在超標裂紋,按JB4708-2000評定為不合格;拉伸試驗抗拉強度未達到標準值要求,按JB4708-2000評定為不合格。圖6為焊縫金相組織,由于多層焊焊縫層數增加,每層厚度減少,焊縫層中的柱狀晶組織也在減少。而且焊接線能量的減少為9 216 J/cm,也使焊縫及熱影區的過熱狀況得到改善,接頭強度有所提高,但依然未達標。
2.2.3調整工藝再試驗
總結前兩階段的工藝試驗結果,再次調整焊接工藝參數。繼續增加多層焊焊縫層數,提高焊接速度,減小焊接電流,進一步降低焊接線能量,并嚴格控制層間溫度。調整再試驗的焊接工藝參數如表6所示,焊接接頭表面質量合格,接頭焊后保溫24小時后試板經X射線檢測,按JB/T4730.2-2005標準評定為I級。接頭力學性能如表7所示,拉伸試驗抗拉強度已達到標準值要求,按JB4708-2000評定為合格。圖7為彎曲試樣,彎曲試驗時彎曲面完好,沒有發現開裂現象,符合力學性能試驗標準,按JB4708-2000評定為合格。圖8為焊縫金相組織,可見由于每層焊縫的厚度繼續減小,焊層中的柱狀晶已基本消除。而且隨著焊接線能量進一步降至5 437 J/cm,接頭的強度也進一步得到提高,彎曲試驗結果顯示已達標。圖9所示為焊接線能量對鑄鋼接頭抗拉強度的影響,隨著線能量增大,接頭抗拉強度降低。

表4 R調整工藝試驗的參數及結果
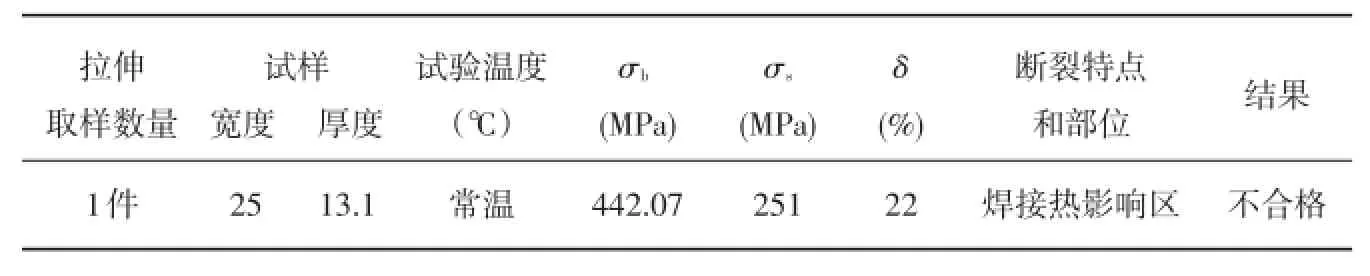
表5 R調整工藝試驗的焊接接頭力學性能

圖5 調整工藝試驗的彎曲試樣
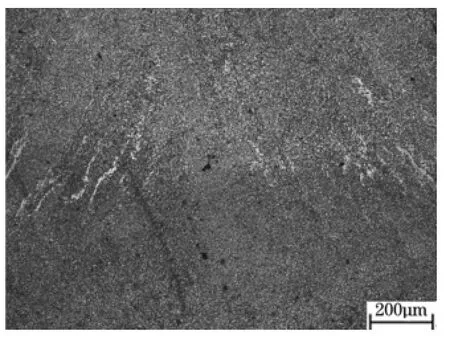
圖6 調整工藝試驗的焊縫金相組織(50×)

表6 R調整工藝再試驗的工藝參數及結果

圖7 調整工藝再試驗階段彎曲試樣
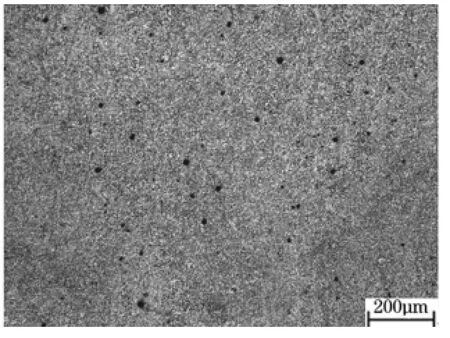
圖8 調整工藝再試驗焊縫金相組織(50×)
3 結論
采用低氫的藥芯焊絲CO2氣體保護焊,配以焊前預熱、焊后保溫緩冷等措施,進一步減少接頭的含氫量,并改善接頭部位的應力狀況;應用多層焊工藝,嚴格控制層間溫度,以較小的焊接電流和較快的焊接速度,即控制在較小的焊接線能量下進行焊接,焊接鑄鋼ZG230-450H能獲得與母材等強度且沒有裂紋的焊接接頭。
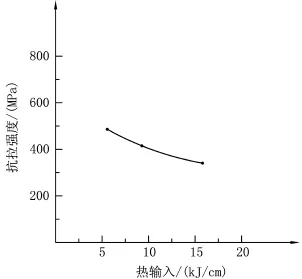
圖9 熱輸入對鑄鋼接頭抗拉強度的影響
在前述三個階段的焊接工藝試驗研究基礎上,確定了一套優化的焊接工藝參數和工藝流程,先后對20多臺在用蒸壓釜出現的裂紋缺陷進行了焊接修復,設備修復合格運行多年時間,經國家相關檢驗部門在三個月、年度分別進行檢測,均未發現新的裂紋,完全達到蒸壓釜安全運行的要求。
[1]周觀根,俞水其.厚鋼板和大型鑄鋼節點焊接技術研究[J].鋼結構,2004(6):50-53.
[2]李偉,運新春,馬玉文.大型低合金鑄鋼件與高強船用結構鋼厚板的焊接[J].焊接技術,2010,39(3):30-34.
[3]趙穎.重型鑄鋼件的焊接修復[J].焊接技術,1995(5):19-21.
[4]徐亞杰,桂凌華,陸關林,等.杭州灣跨海大橋海中平臺超大型鑄鋼件焊接工藝[J].施工技術,2009(10):27-29.
(編輯:阮毅)
Study on Welding Process and Joint Property Used in Repairing of Cracks in the Kettle Ring and Cover Edge of Autoclaves
SHEN Xiao-qin1,XIE Jian-liu2,SHI Yong-hua1
(1.School of Mechanical and Automotive Engineering,Guangzhou510640,China;2.Tongda Chemical Machinery Manufacturing Co.,Ltd.of Xinhui District,Jiangmen529100,China)
Cracks are detected in the root parts of the mesh gear in the kettle ring and cover edge of a cast steel autoclave,after it has been used for long time.The welding process and joint property for repairing of cracks in the cast steel autoclave were studied.The results show that a variety of measures,such as using low hydrogen flux cores,multi-layer welding,preheat,inter-pass temperature control and heat preservation after welding,should be used for CO2gas shielded arc welding of ZG230-450H cast steel.Coupled with the use of small welding current and fast welding speed(i.e.,small heat input),crack-free joints with tensile strength as high as the base metal can be produced.
autoclave;cast steel;crack;welding process property
TP24
J
1009-9492(2015)01-0043-04
2014-11-30
沈曉勤,女,1966年生,江蘇沭陽人,碩士,講師。研究領域:焊接技術及裝備。已發表論文20篇。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應用(2014年8期)2014-03-11 17:40:03
