系桿拱橋鋼管拱肋制作探討
2015-08-21 07:37:00□蘭疆□王靜
河南水利與南水北調 2015年6期
□ 蘭 疆 □ 王 靜
(1河南水利建筑工程有限公司;2黃河水利水電開發總公司)
1 工程概況
十里鋪東南公路橋橋寬16.50m,橋長173.30m,橋梁荷載等級為1級公路。該橋為一跨下承式鋼管混凝土拱橋,全橋共設兩榀拱肋,拱肋計算跨徑為160m,矢高32m,肋間中距為20.16 m,拱軸線為懸連線,拱軸系數m=1.17,矢跨比1/5。每榀拱肋由4根上下弦管[規格為φ900×14(18)]、豎腹管(規格為φ299×10)、斜腹管(規格為φ299×10)及平聯管(規格為φ402×10和φ600×10)焊接成桁式截面。截面高度3.60m,寬度2.10m,上下弦管每隔2.70~3.20m設置一道加勁環。兩拱肋間共設置7道“一”字撐,橫撐主管為φ600mm×10mm、腹管為φ299 mm×10mm。
2 鋼拱肋節段的制作拼裝
2.1 胎型的制作
利用施工圖給定的拱度曲線設計臥拼時各相關控制點的地樣坐標,根據車間實際情況制作整體組裝胎架放地樣。
第一,水平支撐點底部等高,應設置定位擋塊。
第二,胎架基礎必須有足夠的承載力,確保在使用過程中不發生下沉。
第三,胎架上應放出縱向軸線、外弧邊線、吊桿中心線,并將以上控制線兩端引到胎架測量基準線外側1米左右的位置,便于測量和復核。
第四,胎架布置方向應與運輸通道的方向相同,確保最先拼裝的節段在最靠近運輸通道的位置,便于節段起吊和運輸。
2.2 拱肋弦管組裝
2.2.1 工藝方法
拱肋組裝的理想狀態是進行半橋臥拼,橋的長度及拱度均能反映橋的真實狀態,本橋采用拱肋半橋組裝的方法,半橋節段組裝在專用定位地樣坐標工裝胎具上進行。施工工藝設計時,把需要拼裝的節段按理論狀態平放在工作臺上,把需要控制點的平面坐標尺寸列好表格,在車間工作臺上建立地樣坐標系,使車間的工作臺具有檢測、定位、夾緊、組裝的功能。在地樣坐標組裝工作臺上,根據地樣坐標點可反映出半橋下弦控制點上的拱度、吊桿連結中心線的精確位置、節段間結合線的檢測坐標數值,以及檢查構件的總長度和平面度。這樣,一次就可以組裝幾個單片或幾個節段,在組裝拱肋節段單片管節段時,將固定管節拼裝在胎型上之后,并及時裝配管節段加勁環,加勁環布置在上下弦平聯管位置,間距為2.70~2.80m不等。關鍵焊縫的焊接可以直接在焊接工作臺上進行,以保證組裝件吊出時具有足夠的剛度。
2.2.2 環縫焊接
焊接時采用單面坡口,坡口開在管外,在管內側貼陶瓷襯墊,全熔透焊縫,如圖1所示。
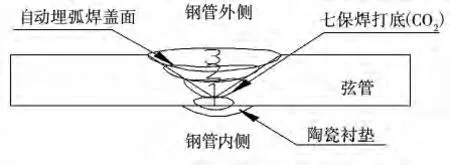
圖1 環縫焊接圖
2.3 拱肋弦管制作拼裝
焊接腹管、平聯管、弦管環縫均采用CO2氣體保護焊焊接,焊接時焊縫質量控制措施如下:
第一,嚴格按照焊接工藝卡片進行施工。
第二,焊接時,陶瓷襯墊須進行烘干處理,防止焊縫底部出現氣孔。
第三,焊接前,對坡口兩側5cm范圍內進行烘干處理,并進行除油、除銹處理。
2.3.1 風撐制作
全拱橋共有7個橫向連接風撐,每個風撐的立面均由上、下弦φ600×10的鋼管和腹桿為φ299×10的鋼管組成。為滿足運輸要求,在工廠制做成管桁架長度約17m,共計7片,整體運輸到工地現場安裝。
2.3.2 腹桿的標記及相貫線的制作
材料進廠后按照施工圖紙及排料圖進行下料,并在管件上標示零件號,然后進行卷管校圓。橫撐上的豎腹桿及斜腹桿需要進行相貫線切割。主弦桿上各部位的豎腹桿、斜腹桿因上下弦桿拱度數值的差異而不同,各管節的相貫交線角度均有不同變化,不同標記的管節兩端切口面的相貫線形狀相似而又數值不同,故腹桿標記工序尤其重要。
第一,在工廠內可采用專用相貫線切割機進行管線切割。
第二,按圖將相貫線坐標放樣做樣板,在鋼管上按零件圖制作相貫線展開樣板。劃線前,將管放于平臺上,劃出管口兩端十字中心線,再用樣板對準橫撐單管十字中心線,劃出相貫部位的切割線,劃線時長度放5mm焊切割量。若無相貫線切割機,可使用此方法。
第三,車間內的相貫線采取手工切割,分2次進行,先切割相貫線,并打磨除去切割邊的氧化碴等,再修割相貫部位趾部及側部焊接坡口打磨勻順,坡口角45~60°。
2.3.3 橫撐拼裝
在拼裝場地放地樣,1:1設置好地樣平臺,注意控制好坐標與尺寸,將相貫線切割好的單管置于地樣平臺上拼焊。橫撐中一端與主弦管連接的接頭管組焊在主弦管上(若運輸困難,可先確定位置,工地焊接),其余在場內放地樣拼焊成單元件。橫撐單元件應做好標識,運往工地現場安裝。
3 焊接操作
3.1 基本要求
第一,根據招標文件的有關規定,進行焊接工藝評定試驗。焊接工藝評定材質要求與母材相符。
第二,評定項目說明:一是評定項目主要針對鋼管拱主拱管各種對接、鋼管之間相貫焊縫、鋼橫撐、拱腳接頭等重要焊縫;二是焊接工藝評定報告是編寫鋼管桁架拱肋焊接工藝指導書的依據;三是如果焊接材料、焊接方法、坡口形式等主要要素變更時,按《公路橋涵施工技術規范》重新進行評定;四是鋼管拱肋結構制造時,依據焊接工藝指導書。
3.2 焊接材料
根據工程要求焊接材料需采用3種不同型號的焊絲焊條進行焊接作業。分別是:
第一,采用直徑為5mm的H08MnA埋弧焊絲和HJ431型焊劑,用CO2氣體保護焊,使用GB/T12470-2003檢驗標準對焊接作業進行檢驗。
第二,采用直徑為1.20mm的ER50-6氣保焊絲型焊絲,用手工電弧焊焊接工藝,使用GB/T8110-2008檢驗標準對焊接作業進行檢驗。
第三,采用直徑為4mm的E5015型焊條,使用GB/T5118-1995檢驗標準對焊接作業進行檢驗。
3.3 焊接方法
鋼管拱肋及橫撐等結構部件制造、廠內及工地焊接的焊接方法是:管節環縱縫焊接采用埋弧焊,CO2襯墊焊;平聯管、腹管焊接采用CO2半自動焊,手弧焊;工地焊接采用CO2襯墊焊;CO2半自動焊,手弧焊。定位焊CO2半自動焊、手弧焊。
3.4 卷制鋼管縱縫焊接
依據《公路橋涵施工技術規范》,編制焊接工藝試驗評定大綱,通過試驗確定拱橋的焊接工藝。鋼管卷制完成后,在對接坡口的正面,采用CO2氣體保護焊打底焊接,焊接高度約為板厚的1/2,再用砂輪清理焊縫表面形成的藥皮,后用埋弧焊填充蓋面。為保證焊縫100%熔透,在管節內側用砂輪鏟磨打底焊時未能熔透部位,直至露出焊縫金屬光澤,然后采用CO2氣體保護焊管內鎖底焊接。
不允許任何焊縫留有氣孔,不允許縱向及橫向對接焊縫留有咬邊,主要角焊縫的咬邊≤0.50mm,其他焊縫的咬邊≤1mm,連續長度≤100mm,且兩側咬邊總成不大于焊縫全稱的10%;主要角焊縫的焊腳尺寸,其他焊腳(手工角焊縫全長的10%允許)。角焊縫的焊波<2.00(任意25mm范圍高低差);對接焊縫余高≤2.00(焊縫寬b≤12)。
3.5 超聲波檢查
第一,超聲波檢查在焊完24h后檢查。所有對接接頭,進行探傷比例為100%超聲波探傷,探傷長度為全長。有熔深要求的相貫線焊縫,探傷長度為全長。
第二,焊縫超聲波探傷范圍和檢驗等級要求應符合《鋼結構超聲波探傷及質量分級法》的規定,其他要求應符合現行國家標準《鋼焊縫超聲波探傷方法和探傷結果分級》的規定。
第三,焊接是橋梁制造中的關鍵工序,焊接質量的好壞直接決定著產品的質量。焊接必須遵循《建筑鋼結構焊接規程》等規范的要求,嚴格控制該工序中的每一個環節。
4 鋼管拱肋發運
4.1 車輛選擇
由于橋梁的運輸段長度在13m左右,最長不超過17.50m,重量不超過25t,因此選擇載重為35t,貨臺尺寸17500/13500×3000×1100mm,最小轉彎半徑為13500mm的牽引拖掛車。
4.2 裝載及捆綁措施
第一,捆綁加固材料:Φ18.50鋼絲繩、繩套、葫蘆、U形狀卡、塊狀毛氈和膠皮、加固工具等。
第二,要用行車或吊車進行裝車。設備裝載后,設備的重心與平板車的中心在垂直的一條直線上。設備捆綁后,設備與平板車形成一個整體,不偏斜、不滑移、不傾覆。
第三,將鋼絲繩繩套分別套在平板車鋼架橫梁上及拱肋選擇好的加固點上,在鋼絲繩與拱肋接觸位置用厚毛氈包裹,以防止鋼絲繩收緊時把拱肋的加固點勒傷;在鋼絲繩與平板車接觸的棱角處用圓弧鋼進行保護,防止鋼絲繩收緊時被棱角劃傷。
第四,桿件的交接號,要求用樣沖進行標記,標記前用砂輪磨去鋼板表面的氧化皮顯露出金屬光澤后進行打印,鋼印深度0.50~1mm,清淅明確;發運標示,每節運輸段在一側端頭0.50m范圍之內進行噴涂標示,根據發送件的大小選擇合適的漏字板及配套的漏字板數字進行噴涂,噴涂字跡要清淅、美觀。
5 結語
根據大跨度鋼管混凝土拱橋主拱肋吊裝施工的特點,可以采用一次張拉扣定法施工,主拱肋一次安裝到位,經過后續主拱肋扣掛施工,合攏時主拱肋線形可以達到期望設計線形。
[1]丁琦.大跨度拱橋拱肋吊裝仿真計算與抗震分析[D].蘭州交通大學,2006.
[2]范偉霞.鋼管混凝土拱橋施工過程力學特性分析與優化[D].浙江大學,2006.
[3]蔡鵬.大跨徑系桿鋼拱橋安裝技術研究[D].南京林業大學,2012.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
