淺談機匣凸臺加工技術改進
2015-08-19 02:26:35曹炳遠劉宏斐
山東工業技術 2015年16期
曹炳遠 劉宏斐

摘 要:渦輪機匣的凸臺在五軸加工中心的加工一直是整個渦輪機匣機械加工的最難點,由于渦輪機匣機匣壁薄,凸臺材料硬,切削余量多,所以加工極易引起零件變形,再而造成零件加工不合格,本文論述的就是如何改進加工方法和調整加工參數,從而減少零件的變形,確保零件的工藝技術要求。
關鍵詞:渦輪機匣; 高溫合金; 薄壁件; 加工路線; 加工變形
0 前言
渦輪機匣是航空發動機上的重要部件之一,它的特點是機匣壁薄,最少厚度厚僅0.8mm,零件位置度、平面度、平行度等型位公差要求高,但是它的凸臺是高溫鎳基合金,材料硬度高,韌性好,壁厚薄,零件易變形,位置度傾斜度等達不到工藝要求。
如何優質高效的加工凸臺是渦輪機匣順利交付與否的源頭所在點,在實際的加工中,通過對所加工零件的夾具改進,刀具選擇和加工路線的優化等各方面的改進改善,終于使這個加工的技術難點獲得突破性的進展。下文就這一論點做詳細的論述。
1 夾具的改善
夾具改善前,夾具支靠零件的面的平面度有0.2 mm~0.3 mm,定位圓與零件需支靠的面也未清根,這就造成零件放到夾具里面之后,零件翹起,壓緊零件之后可能造成零件產生塑性變形,從而影響零件的加工精度,為了避免此種問題的發生,我們做了如下改進:
(1)將夾具定位圓與支靠面底部清根。
(2)磨制夾具支靠零件面,平面度控制在0.005 mm以內,從而保證零件加工時所需的“A”基準(圖1)。
2 刀具及加工參數的優化
渦輪機匣凸臺的面加工在最開始加工時用的是國產饟合金桿銑刀,切削量大,刀具磨損也很嚴重,刀具經常磞刀,斷刃,加工精度自然也很難保證。經過多次嘗試和改進后,我們選擇裝刀片式的盤銑刀,粗加工選擇φ32的SECO盤銑刀盤,刀片選擇型號為XCKX 13T316R-ME10(經試驗此刀片做粗加工用性價比較好);精加工我們選擇φ80的肯納合金盤銑刀,刀片型號為W1D1A XPHT160408。同時,對刀片的壽命做了詳細的規定,粗加工每加工兩個零件換一次刀刃,精加工每個零件換一次刀刃,這樣保證了即解決了我們刀具的問題,同時也保證了凸臺間的加工精度。
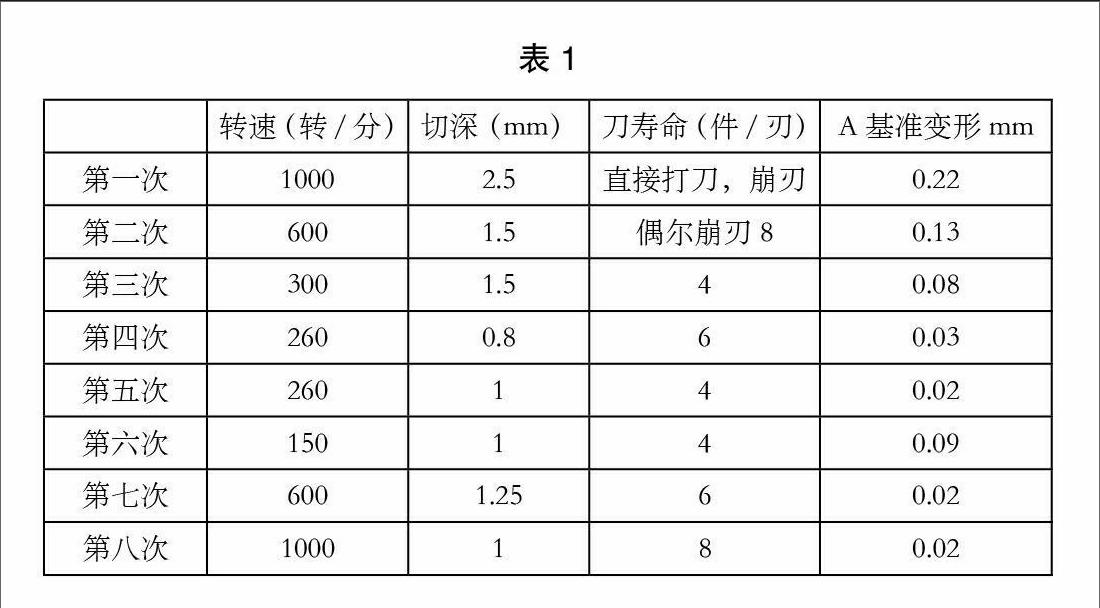
在切削參數方面我們也做了多次試驗,不同的轉速,切深對應的刀具壽命及零件變形量如下(表1)所示。我們可以看出,當我們粗加工時轉速選擇260轉/分,切深為1mm時,我們所能達到的效果為最佳。精加工時轉速選擇300轉/分,切深為0.25mm時,我們所能達到的效果為最佳。
凸臺上孔的加工原來采用的是高速鋼鉆頭和不帶涂層的合金銑刀加工,實際的加工鉆頭極易磨損,燒傷零件,出現過銑刀無法將燒傷的孔加工起來的情況,且加工中零件質量極不穩定,返工率高,超差現象比較嚴重。現改為ETM公司的鉆頭、KENNA公司的銑刀粗銑,再加φ13+0.2 0的鏜刀精加工,這樣加工就非常順利,所有的尺寸全部一次性合格,打破原來“不是刀具加工零件,而是零件加工刀具”的現象。
選擇這樣的刀具看似增加了成本,但是透過表面現象來看,我們保證了零件質量,避免了零件因質量問題而出現的返工造成的機床和人力的巨大浪費,綜合來講,我們的刀具性價比是很高,此類的刀具選擇也較為合理。
3 加工路線的調整
(1)改進前的加工路線:粗銑凸臺面--精銑凸臺面--孔的粗加工--孔的精加工。
弊端:凸臺面加工完后,加工孔時,余量較多,鉆頭會有一個向下的壓力,在這刀具磨損不鋒利時,產生較大的切削力尤為明顯。由于本零件為薄壁機匣類零件,機匣壁很薄,凸臺面自然會產生一定的變形量,,零件發生加工變形后,影響凸臺面的位置度和角度。但此時的凸臺面已經進行完精加工,不再有材料余量切削,圖一中位置度尺寸①和傾斜度②就難以保證。
(2)改進的加工路線:粗銑凸臺面--孔的粗加工--精銑凸臺面--孔的精加工。
效果:當孔的粗加工完成后, 即使是臺面有微小變形,后面的精銑凸臺面也就修正過來,從而保證零件的加工精度。
4 結束語
對機匣凸臺加工而言,本文所論述的只是其中很微小的一部分,但很有針對性,對類似機匣凸臺的加工具有一定的參考意義,希望機械加工的同行們能多分享在實際生產中的經驗和心得,一起交流學習。
參考文獻:
[1]機械加工工藝[M].北京:機械工業出版社,2007.
[2]機械工程師手冊[S].北京:機械工業出版社,2007(01).
[3]航空制造技術[M].北京:航空制造技術雜志社,2007(02).endprint