帶壓作業可視化監控裝置研制
2015-08-04 09:54:57劉海剛高世卿湛明宇
石油礦場機械 2015年10期
謝 冰,劉海剛,高世卿,湛明宇
帶壓作業可視化監控裝置研制
謝冰,劉海剛,高世卿,湛明宇
(沈陽新松機器人自動化股份有限公司,沈陽110168)①
為促進帶壓作業全自動化,針對帶壓裝置作業的準確性和安全性問題,研制了一套可視化監控裝置。介紹了帶壓作業結構原理、監測系統整體構架及關鍵技術實現方法。應用結果表明:該裝置運行狀況良好,在帶壓作業中具有廣闊的應用前景。
帶壓作業;可視化;檢測裝置
帶壓作業是利用特殊的修井設備,在井口有壓力的情況下實現管柱的安全、無污染起下作業[1-6]。當油管接箍接近井口防噴器位置時,需要迅速打開井口防噴器,使油管接箍能夠順利通過。目前,油管起下作業多為人工通過目測油管位置,并根據經驗來估計接箍位置進行操作。這種操作方式極易造成防噴器和卡瓦因打開不及時而被油管接箍破壞,進而引起井噴和其他事故;同時使用的自封封井器和半封封井器膠芯也由于油管接箍的頻繁刮磨而損壞。因此,需要設計一種油水井帶壓作業可視化監控系統,能提取油管接箍實時位置信號,通過屏幕模擬顯示,以便準確地操作帶壓作業設備,為實現全自動作業奠定基礎。
1 帶壓作業裝置結構原理
帶壓作業裝置結構及工作原理如圖1~2所示。通過上、下環形密封器可將整個帶壓作業裝置分為上艙、中艙和下艙3個相對獨立的空間。上艙與外界空氣接通,一直處于相對低壓狀態;下艙與井下接通,一直處于相對高壓狀態;中艙可通過平衡放壓閥A、B開關實現高、低壓狀態切換。起油管作業時,下接箍檢測裝置檢測到接箍,當接箍通過下環形密封器時,關閉下環形密封器,平衡放壓閥B打開,中艙放壓以平衡上艙壓力;當上下艙壓力平衡時,平衡放壓閥B自動關閉,打開上環形密封器;當接箍通過上環形密封器時,關閉上環形密封器,平衡放壓閥A打開,中艙施壓以平衡下艙壓力;當中艙和下艙壓力平衡,平衡放壓閥A關閉,打開下環形密封器。下油管的工藝流程與起油管流程相反。

圖1 帶壓作業裝置結構

圖2 帶壓作業裝置工作原理
2 監控系統總體架構
帶壓作業可視化檢測裝置總體構架如圖3所示。檢測組件包括自行研制的油管接箍檢測裝置、油管位移檢測裝置、密封器開關檢測裝置和其他傳感器等。控制程序根據檢測數據的改變情況實時地用動態畫面形式反饋到交互界面上,用以實現油管接箍在帶壓作業裝置內位置的實時模擬顯示以及其他相關部件狀態的實時可視化。執行元件為手動/電磁換向閥,控制終端設備有上、下環形密封器,卡瓦等。

圖3 總體架構
3 可視化監控裝置關鍵技術
3.1油管接箍檢測裝置
油管接箍檢測裝置能夠提供1個準確的控制信號,使上下環形防噴器按照起下油管的順序關閉或打開密封副,使油管接箍安全、順利地通過井口,為油管接箍在帶壓作業裝置內位置的實時模擬顯示提供開始、結束信號,從而提高注水井帶壓作業系統的效率。該裝置采用油田中應用較早且較成熟的電磁探測技術[7]。通過探測磁場在油管接箍位置的變化及信號分析處理技術,可以識別和記錄油管接箍或井下工具是否經過。油管接箍檢測裝置外形如圖4所示。油管接箍檢測裝置分別安裝在下橫梁短節內部、上環形密封器上方。整個探測裝置由探測裝置本體和相應的時序控制電路、驅動電路、信號放大處理電路和信號保持和轉換電路等組成。

圖4 油管接箍檢測裝置結構
3.2油管位移檢測裝置
油管位移檢測裝置可實現自動檢測油管軸向位移,與油管接箍檢測裝置配合可以實現油管接箍在帶壓作業裝置內位置的實時模擬顯示。油管位移檢測是利用2組測速輪來實現的。測速輪與油管直接接觸,壓緊力由兩側彈簧提供,測速輪的線速度與油管的速度一致,可以利用碼盤來測量油管的位移,與油管接箍檢測裝置配合即可確定油管接箍在帶壓作業裝置內的實時位置。其原理及外形如圖5所示。油管位移檢測裝置安裝在上環形密封器上方,整個機構可繞底部心軸擺動,2組測速輪可在各自軸向滑移,因此該裝置能夠較好地適應油管在起下作業過程中產生的偏移。為了避免2組測速輪在檢測油管位移時因一側打滑而出現位移檢測不一致的情況,控制程序實時比較2組測速輪碼盤的位移檢測值,一旦發現兩者的測量值偏差大于設定值時立即對測速輪進行校核并修正。

圖5 油管位移檢測原理及裝置結構
3.3平衡放壓閥控制
在帶壓作業過程中,平衡放壓閥能否自動而可靠地工作,是帶壓作業自動化能否順利進行的關鍵之一。采用電磁換向閥實現對平衡放壓閥的自動控制,中艙壓力狀態由壓力變送器檢測。為適應井下油泥介質,采用探入式法蘭隔膜隔離體與檢測介質接觸,安裝在帶壓作業平衡施壓閥通路兩側,壓力變送器與探入式法蘭隔膜隔離體螺紋連接,以檢測中艙及井口壓力實時狀態。
3.4開關狀態檢測
檢測上下環形密封器、卡瓦開關狀態,為可視化檢測系統中的實時模擬顯示提供信號,為2個平衡放壓閥的自動打開提供信號。環形密封器在打開和關閉時油路壓力狀態是不同的,直接采用壓力變送器檢測環形密封器油路壓力來識別和記錄其開關狀態。
3.5實時動畫模擬顯示系統
系統基于Siemens的TIA平臺,結合可編程控制技術和WinCC組態技術的控制系統設計思想和方案。可視化系統采用模塊化輸出,與原帶壓作業控制系統集成,整體放置在帶壓作業集裝箱控制室內,以便于觀察和操作。
4 應用
模擬顯示屏上以動畫的形式顯示接箍位置、上下環形密封器的開關狀態和中艙壓力狀態,整個可視化系統的采用使原來不可見的、只能憑經驗估計的帶壓作業裝置內部情況得以透明,極大地提高了帶壓作業裝置的安全性,大幅降低了設備因誤操作而損壞的幾率。模擬顯示界面如圖6所示。該帶壓作業自動檢測裝置已完成帶壓作業現場試驗8井次,位移檢測誤差不大于3%,均完成了帶壓起下管柱、通井、換井口等工序[8]。
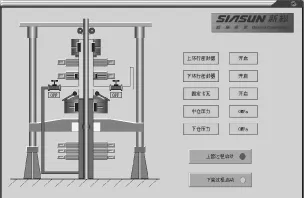
圖6 輸出操作界面
5 結語
本文設計的帶壓作業可視化監控裝置為帶壓作業和操作人員提供一個簡明、直觀的監控工具,將作業狀態的改變以動畫形式顯示在監控界面上,從而實時穩定地監控現場作業效果,能快速地觀察密閉空間內各防噴器的工作狀態、防噴器內環空壓力、油管接箍的位置、工具的位置等,提高操作的安全性能,降低綜合成本。目前,游動卡瓦、固定卡瓦、上單閘板密封器、三閘板密封器、液壓缸動作等仍為常規手動控制,未來借助其他修井裝備可促進帶壓作業向模塊化、全自動化方向發展。
[1]張守華,隋宏宇,劉士軍,等.輕便型油管帶壓起下控制裝置研制[J].石油礦場機械,2014,43(9):94-96.
[2]李偉,胡書勇,陳恒,等.不壓井帶壓作業裝置在錦州采油廠的應用[J].石油天然氣學報,2013(6):103-105.
[3]崔斌.帶壓作業修井裝置的研制[J].石油礦場機械,2007,36(1):63-66.
[4]常玉連,張旭,高勝.國內外油套管接箍的發展概況[J].石油儀器,2010,24(1):1-3.
[5]楊貴興,王松麒,張艷紅,等.帶壓作業技術研究與應用[J].石油機械,2011,39(S1):59-61.
[6]吳千里.新型帶壓作業防噴裝置[J].石油機械,2008,36(1):49-51.
[7]段振云,于成輝,于光平.帶壓作業修井機油管管箍檢測技術研究[J].機械工程與自動化,2010(4):128-130.
[8]楊寶華.帶壓作業自動監控系統的原理與應用[J].中國新技術新產品,2012(19):22.
Development of Visual Monitoring Device of Snubbing Operation System
XIE Bing,LIUHaigang,GAO Shiqing,ZHANMingyu
(SIASUN Robot&Automation Co.,Ltd.,Shenyang 110168,China)
To promote the full automatic operation under pressure,for the accuracy and security of the snubbing operation system,a set of visual monitoring device is developed.Basic design principle,components design and key technology of the device are given.Application results show that the device is running in good condition and has wide application prospect in operation under pressure.
operation under pressure;visualization;monitoring device
TE937
B
10.3969/j.issn.1001-3482.2015.10.020
1001-3482(2015)10-0082-03
①2015-04-23
謝冰(1982-),男,吉林東風人,工程師,碩士,主要從事機電一體化研究。
猜你喜歡
世界科學技術-中醫藥現代化(2022年3期)2022-08-22 00:32:50
云南化工(2021年8期)2021-12-21 06:37:54
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
海洋信息技術與應用(2020年1期)2020-06-11 12:43:56
傳媒評論(2019年4期)2019-07-13 05:49:14
故事大王(2016年7期)2016-09-22 17:30:08
海峽科技與產業(2016年3期)2016-05-17 04:32:12