圓錐滾子軸承內圈車削排刀方式探討
2015-07-30 01:35:58陳靜
軸承 2015年11期
陳靜
(山東梁軸軸承有限公司,山東 梁山 272600)
圓錐滾子軸承套圈車削加工中,為提高幾何精度,降低尺寸分散度,提高生產效率,采用了可安裝多把車刀的排刀式卡盤車床CK7820PA進行精加工。該機床適用于盤類、套類零件的大批量半精或精加工,特別適用于軸承、汽車、電動機、摩托車等行業零件的大批量加工,加工精度不低于IT8。機床結構緊湊、操作方便、效率高、加工精度穩定。
CK7820PA進行排刀時,既要考慮生產效率,使兩車刀之間空行程盡量短,又要考慮兩車刀與工件之間不能發生干涉,且易于操作。因此,一般取車刀處于徑向最大極限位置時與內徑的間隙量δ1和車刀處于徑向最小極限位置時與內徑的間隙量δ2都大于1.5 mm。經過多年的生產實踐和探索,對圓錐滾子軸承內圈精車基準面、精車內徑面工序中多種排刀方式及排刀距離計算進行了總結和比較。
1 軸向車刀刀頭向下
排刀時軸向車刀刀頭向下如圖1所示,δ1和δ2如圖2所示。圖中,d為內徑;B為內圈寬度;B1為內圈大擋邊直徑與內徑之差;h為刀頭伸出刀桿的長度;C為成形刀桿的厚度;H1為兩成形車刀刀尖的縱向尺寸;A1為兩成形車刀刀尖的橫向尺寸。
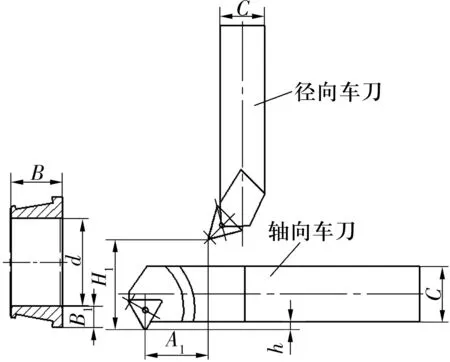
圖1 軸向車刀刀頭向下示意圖
由圖1、圖2可知,

圖2 車刀與內徑面間隙量示意圖
A1=B+Δ,
(1)
H1=B1+C+h+δ1。
(2)
排刀時,既要考慮生產效率,又要保證操作的安全性。毛坯留量大且分散度大時,Δ取6 mm;毛坯留量小且分散度小時,Δ取3 mm。
走刀過程為:徑向車刀車大擋邊外側圓角,精車端面→軸向車刀退出工件→軸向車刀車內倒角(主要為去除端面毛刺),精車內徑面→軸向車刀退出工件→兩車刀一起快速退出工件。
2 軸向車刀刀頭向上
排刀時軸向車刀刀頭向上如圖3所示,δ1和δ2如圖4所示。

圖3 軸向車刀刀頭向上示意圖

圖4 車刀與內徑面間隙量示意圖
由圖3、圖4可知,
A1=B+Δ,
(3)
H1=B1-h+δ1。
(4)
走刀過程為:徑向車刀車大擋邊外側圓角,精車端面→軸向車刀車內倒角(去端面毛刺),精車內徑面→軸向車刀退出工件→兩車刀一起快速退出工件。
3 2種排刀方式的對比
3.1 排刀空間
2種排刀方式下A1相等,H1不同,(2)式減(4)式得
ΔH1=C+2h,
(5)
式中:ΔH1為軸向車刀刀頭向下比刀頭向上排刀時增加的距離。
以32208內圈為例,已知B=23 mm,B1=9.4 mm,C=25 mm,h=3.6 mm,δ1=2 mm,則代入(1)~(5)式得到(Δ取為5 mm),軸向車刀刀頭向下時A1= 28 mm,H1= 40 mm;軸向車刀刀頭向上時A1=28 mm,H1=7.8 mm;ΔH1=32.2 mm。
由計算可知:軸向車刀刀頭向下時,工件與車刀空間距離較小,操作工拿放工件時,手容易碰到車刀,具有安全隱患;軸向車刀刀頭向上時,工件與車刀空間距離較大,便于取放工件。
3.2 程序不同
軸向車刀刀頭向下時,X值輸入為負值,而徑向車刀X值為正值。操作工在對刀輸入數值時,容易將2把刀的X值混淆,可能造成撞刀或撞工件的嚴重后果;軸向車刀刀頭向上時,2把刀輸入的X值均為正值,不容易出現安全事故。
3.3 空行程不同
軸向車刀刀頭向下時,徑向車刀從上往下精車端面,軸向車刀也逐漸靠近內徑加工面,所以在軸向車刀開始工作時,應有一個安全的退刀距離;軸向車刀刀頭向上時,徑向車刀從上往下精車端面,軸向車刀逐漸離開內徑加工面,因此,在軸向車刀開始工作時,不用退刀,直接快速退回工件端面處進行工作。軸向車刀刀頭向上排刀方式的加工效率比刀頭向下時提高10%~20%。
4 結束語
通過對2種排刀方式的比較可知,在生產中選用軸向車刀刀頭向上較為理想。通過對排刀距離的理論計算,避免了生產中的排刀盲目性和加工中出現的刀具干涉現象。