巨型水輪發電機組蝸殼焊接的一種新方法
2015-07-29 06:57:52占梁梁中國長江三峽集團公司四川成都610072
水電站機電技術 2015年2期
陳 歡,占梁梁(中國長江三峽集團公司,四川 成都 610072)
巨型水輪發電機組蝸殼焊接的一種新方法
陳歡,占梁梁
(中國長江三峽集團公司,四川 成都 610072)
摘要:針對大型水電站巨型機組金屬蝸殼傳統焊接工藝存在的問題,探索蝸殼焊接新工序。通過在溪洛渡水電站右岸電站蝸殼焊接試驗基礎上,提出了一種蝸殼焊接新方法,優化了焊接工序,改善了工作環境和保證了焊接質量的穩定,同時將傳統工藝與新工藝的蝸殼焊縫進行現場應力試驗對比,說明了新方法在質量上是可靠的。
關鍵詞:新方法;水輪發電機組;蝸殼焊接
1 概述
溪洛渡水電站是目前中國第二大水電站,電站總裝機容量為13 860MW,共裝有18臺單機容量77萬kW的水輪發電機組。電站運行水頭為154.6m 至229.4m。水輪機蝸殼是引水管路中重要的承壓部件,蝸殼焊接質量影響著機組安裝質量。溪洛渡水電站蝸殼材質為B610CF和ADB610D,板厚為29mm 至90mm,管節28至35節,拼裝難度高,焊接填充量大,同時由于蝸殼焊接過程中需預熱到120℃,傳統的焊接工藝要求先焊環縫再焊縱縫,縱縫焊接時,蝸殼已經形成了一個封閉腔,內部空氣流動差、溫度高,焊工中暑現象時有發生,導致焊接質量也難以控制。這便引起了地下廠房巨型機組施工過程中的一個安全、環保和質量矛盾。
2 ADB610D新的焊接工序-兩環一蝶
為了改善工作條件,確保焊工身體健康,保證焊接質量穩定,溪洛渡水電站嘗試采用新的焊接工序,經過多次試驗和論證,提出了“兩環一蝶”的焊接順序。即在焊接完成相鄰的兩條環縫后,開始焊接環縫之間的蝸殼與座環之間的縱縫,并將此縱縫向左右側各延伸10 cm。具體操作如下:
(1)普通節焊接順序
普通管節焊接過程如圖1所示。定位節調整驗收合格后,先依次進行標記為①的環縫焊接,定位節兩側的環縫焊接完成后,進行標記為②的焊縫焊接。焊縫②焊接完成后焊接標記為③的焊縫,其他管節以此類推。在焊接蝸殼與座環之間的蝶形邊時,應將焊縫向兩側各延伸10 cm或預留10 cm,以避免在丁字接頭處形成“應力集中區”。
(2)湊合節焊接順序
湊合節焊接過程如圖2所示。湊合節調整驗收合格后,先焊接標記為①的湊合節縱縫,再焊接標記為②的湊合節與蝶形邊的焊縫,最后進行標記為③和④的湊合節環縫焊接(先焊出水邊環縫,再焊進水邊環縫)。焊接湊合節兩側的普通節蝶形邊時應注意在接頭處留出10 cm不焊,以避免在環縫與蝶形邊焊縫的丁字接頭處形成“應力集中區”。
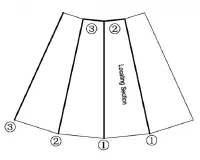
圖1 普通管節焊接順序圖

圖2 湊合節焊接順序
3 應力測試及結果分析
為了了解新工藝對焊縫應力的影響,現場采用兩臺不同焊接工藝的蝸殼進行對比分析。1號機蝸殼及座環材質均為B610CF鋼,焊接順序為傳統的蝸殼焊接順序。18號機蝸殼材料為ADB610D鋼,座環材質為S550Q鋼,焊接順序為本文所述的“兩環一蝶”的焊接順序。兩臺蝸殼的焊接材料相同,采用手工電弧焊焊接。
3.1測試方法
蝸殼與座環的蝶形邊焊縫應力集中,容易出現裂紋。試驗中,每臺蝸殼選擇14條蝶形邊焊縫進行測試,測點布置在蝸殼的外壁,接近上下過渡板的部位(見圖3、圖4)。
(1)測試方法:壓痕法。
(2)測試設備:KJS-3型應力測試系統;應變計型號:BA120-1BA(11)-ZKY。
(3)測試原理:壓痕法采用特定壓頭壓入材料表面,通過壓痕獲得附加應力場,再根據附加應力場誘導的位移場變化信息來獲得殘余應力值。
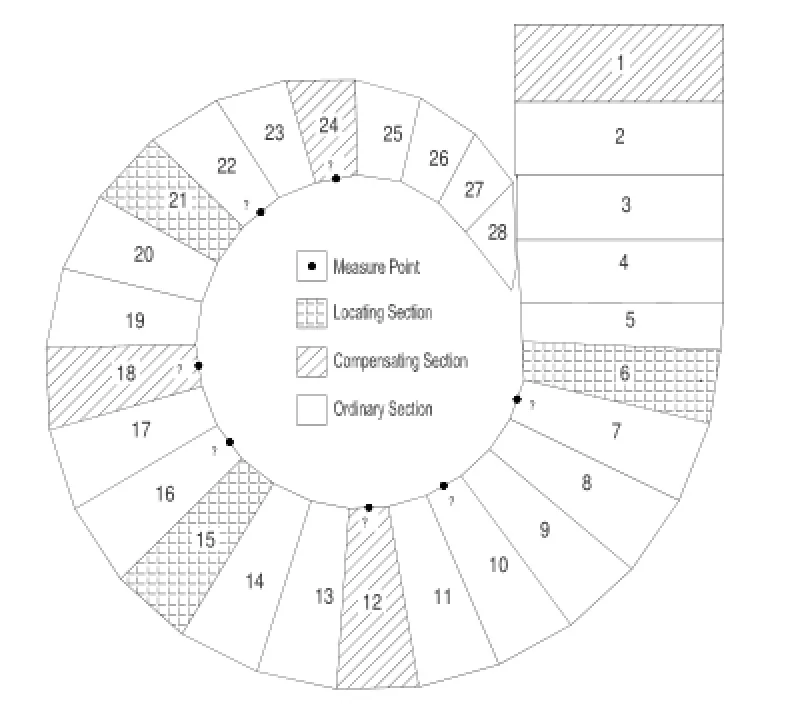
圖3 0 1號機蝸殼殘余應力測點位置分布
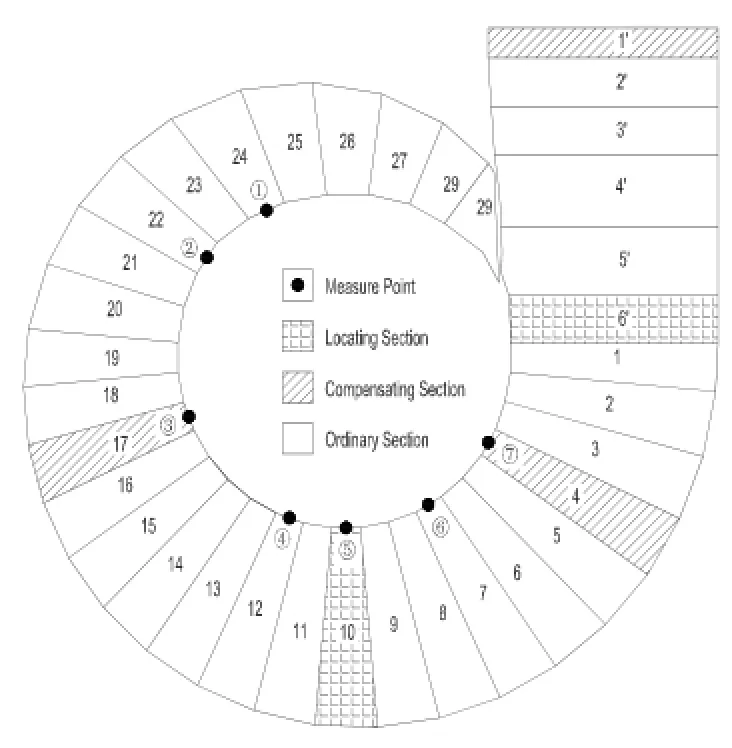
圖4 1 8號機蝸殼殘余應力測點位置分布
3.2測試結果
為了便于對比,將相同或相近部位的測試數據做成折線圖,如圖5、圖6、圖7和圖8。
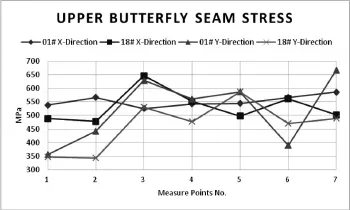
圖5 蝸殼上部蝶形邊焊縫殘余應力對比

圖6 蝸殼下部蝶形邊焊縫殘余應力對比
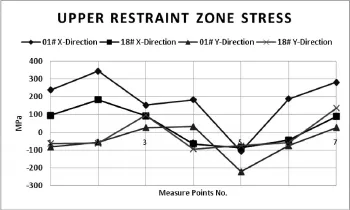
圖7 蝸殼上部約束應力對比
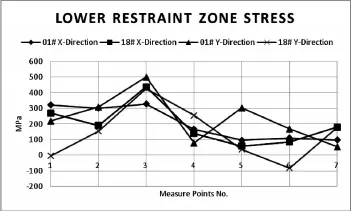
圖8 蝸殼下部約束應力對比
圖中:
X—平行于水流方向的應力;
Y—垂直于水流方向的應力;
+/-—拉應力/壓應力。
對殘余應力分布拆線圖進行觀察,可以發現,18號機蝸殼蝶形邊與蝸殼對接接頭的殘余應力普遍低于1號機。
就我們關心的約束應力而言,可以近似地認為,離焊縫熔合線50mm處的測點的殘余應力代表了因焊縫冷卻收縮產生的拘束應力,從約束應力對比圖中也可以看出:18號機蝸殼約束應力同樣普遍低于1號機。
4 結論
通過應力測試可以發現,采用“兩環一蝶”工藝的蝸殼,其焊縫的殘余應力等同或低于傳統工藝焊縫。同時,由于焊接過程極大的改善了地下電站大型機組施工環境,有助于工人身心健康,提高了勞動生產效率、促進了焊接質量提升。
參考文獻:
[1]DL/T 5070-2009.水電水利工程水輪機金屬蝸殼制造安裝
及焊接工藝導則[S].
中圖分類號:TK730.3+12
文獻標識碼:B
文章編號:1672-5387(2015)02-0061-03
DOI:10.13599/j.cnki.11-5130.2015.02.017
收稿日期:2014-09-19
作者簡介:陳歡(1986-),男,助理工程師,主要研究方向:大型水輪發電機組安裝技術。