平面定輪閘門偏心軸加工方法研究
2015-07-28 02:38:46孫建國盧俊生中國水利水電第十一工程局有限公司安裝分局河南三門峽472000
水電站機電技術(shù) 2015年1期
孫建國,盧俊生(中國水利水電第十一工程局有限公司安裝分局,河南 三門峽 472000)
平面定輪閘門偏心軸加工方法研究
孫建國,盧俊生
(中國水利水電第十一工程局有限公司安裝分局,河南 三門峽 472000)
摘要:介紹一種采用偏心頂尖同中心孔裝卡加工偏心軸的方法。通過偏心頂尖的設(shè)計制作,利用軸端一次性中心孔在車床上加工偏心軸的制作技術(shù)。
關(guān)鍵詞:偏心頂尖;偏心軸;中心孔;偏心頂尖法
0 引言
偏心軸是指在同一根軸上存在著兩個以上外圓外圓之間中心線平行,且偏離一個距離的不同軸段。中心線之間距離即為偏心距。如果偏心距為零,也就不再是偏心軸,而是普通同心軸。偏心軸可以實現(xiàn)兩個基本功能:1)能夠?qū)崿F(xiàn)旋轉(zhuǎn)與直線運動的轉(zhuǎn)換。如發(fā)動機曲軸、偏心凸輪等機構(gòu);2)能夠產(chǎn)生2倍偏心距的位置調(diào)整。如平面定輪閘門定輪軸。
在水利水電工程,水工金屬結(jié)構(gòu)產(chǎn)品——閘門單元——平面定輪閘門品種里,定輪軸普遍采用偏心形式。通過偏心軸安裝角度的調(diào)整,可以消除安裝孔位的制造誤差及埋件門槽的安裝誤差,將所有定輪的工作踏面調(diào)整到同一高度,實現(xiàn)水封的預(yù)留壓縮量進而達到理想的封水效果。
小型平板定輪閘門的定輪安裝在門葉兩邊梁外側(cè),定輪軸為懸臂式安裝,俗稱為炮彈軸,只有一個偏心段;大、中型平面定輪閘門的定輪安裝在邊梁兩腹板之間,定輪軸為兩軸頭安裝,兩端軸段同心、中間節(jié)是偏心軸段,存在3個以上不同軸段。這兩種類型偏心軸都可以采用本文論述的方法加工。
1 現(xiàn)有技術(shù)狀況
偏心軸加工制作屬于機械制作技術(shù)、切削加工工藝領(lǐng)域;是機械加工工藝及設(shè)備專業(yè)學(xué)科內(nèi)容。
偏心軸是在車床上加工制作。普通車床加工偏心軸主要有:雙頂尖法、三爪自定心卡盤加墊片法、偏心軸套法、偏心軸套加脹緊套法。這4種方法,加工長軸類偏心軸之前,都需要在軸的端面預(yù)加工出中心孔與偏心中心孔。根據(jù)采用方法的不同,至少需要在一個軸端加工出兩個中心孔,用于車床尾座的頂尖裝卡。然后,才能進行偏心軸段外圓的加工。
60°中心孔國標(biāo)GB/T145-2001,75°中心孔部標(biāo)JB/ZQ4236-2006適合中小軸選用。依據(jù)軸端直徑和毛坯重量選擇,常用A4/12、A6/18、A8/24中心孔。定輪軸按慣例設(shè)計偏心距5mm,最小的A型中心孔也難于滿足一個斷面上加工2個中心孔的要求。多數(shù)廠家采用:加長工藝軸頭或者焊接工藝塊后再加工另一個偏心中心孔,這就造成材料和工藝流程周轉(zhuǎn)的浪費。增加偏心軸的制作成本。
2 車床工作原理和偏心頂尖法
車床加工軸類零件時,工件圍繞主軸與尾座頂尖形成的中心線旋轉(zhuǎn);車刀沿平行于工件旋轉(zhuǎn)軸線方向運動,車削出零件的回轉(zhuǎn)表面也就是加工軸的外圓。
依據(jù)此原理:以中心孔為回轉(zhuǎn)中心先加工出不偏心外圓,第二次采用偏心距等值的偏心頂尖原中心孔裝夾,通過卡具人為地改變工件的回轉(zhuǎn)位置,車床形成了一個新的回轉(zhuǎn)中心,即偏心軸段的中心,就可完成偏心軸段的車削加工。此種加工偏心軸的方法簡稱偏心頂尖法,如圖1所示。
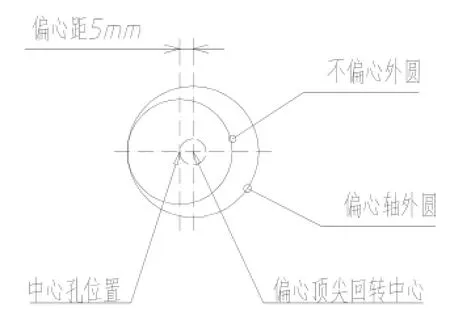
圖1偏心頂尖法原理
3 偏心頂尖法加工偏心軸步驟
3.1偏心頂尖制作
準(zhǔn)備兩套合適型號的死頂尖和普通型回轉(zhuǎn)頂尖(或插入型回轉(zhuǎn)頂尖)。一套留作備用;一套根據(jù)偏心軸的偏心距離,加工改造成偏心死頂尖和偏心回轉(zhuǎn)頂尖(如圖2所示)。加工精度要求高于偏心軸1~2個等級。如果選用插入型回轉(zhuǎn)頂尖,自制一個偏心頂尖頭替換即可使用。參閱:JBT3580-2011回轉(zhuǎn)頂尖標(biāo)準(zhǔn)。因為離心力的存在,較大重量的偏心軸使用時,需要重新計算軸承載荷。
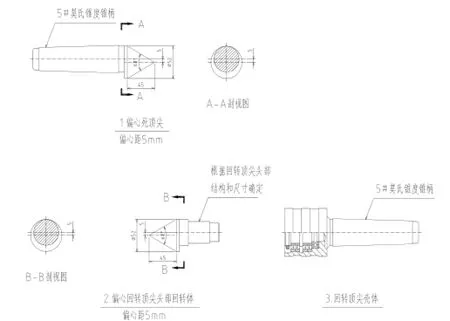
圖2偏心頂尖加工圖
3.2加工準(zhǔn)備
(1)鉗工劃線工序:劃中心孔線。
中心孔的選擇依據(jù)60°中心孔國標(biāo)GB/T145-2001;75°中心孔JB/ZQ4236-2006標(biāo)準(zhǔn)。棒料下料或鍛造毛坯后,軸端锪平。在軸的兩端面和需要劃線的圓柱面涂藍油,待藍油干后,把棒料(鍛件不偏心段)放在劃線平臺V形架上,用游標(biāo)高度尺等工具,均衡加工余量、預(yù)留出偏心段余量。劃出兩端面及圓柱面腰線;工件再旋轉(zhuǎn)90°劃圈線,兩端面十字中心線打出樣沖點。此時劃出的是不偏心段中心線。
(2)鏜銑床打偏心中心孔工序:鉆中心孔
以十字線找正工件、以端面十字線找正中心點位置鉆出中心孔;工作臺水平旋轉(zhuǎn)180°加工出另一端面中心孔。
3.3第一次裝卡,車工工序:車削不偏心軸段
死頂尖安裝在車床主軸孔內(nèi);活頂尖(回轉(zhuǎn)頂尖)安裝在尾座孔內(nèi),吊裝偏心軸、尾座頂緊、四爪卡盤輔助卡緊固定,車削不偏心軸段。祥見圖3所示。
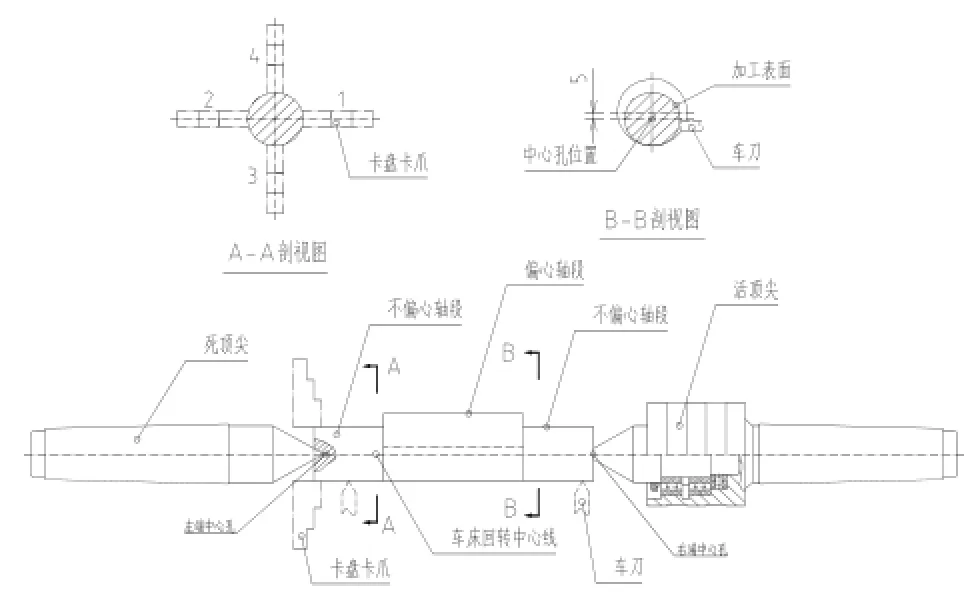
圖3第一次裝夾
3.4第二次裝卡,車工工序:車削偏心軸段
更換偏心死頂尖和偏心活頂尖,主軸內(nèi)孔安裝時偏心方向與卡盤十字中心線對正,采用第一次同樣的方法裝夾,注意:卡爪依照(圖4:A-A剖視圖)1~4次序輔助卡緊,不要頂動工件和偏心位置造成誤差。搬動車床卡盤,百分表找出已加工偏心軸段的最高位置,四爪卡盤卡緊,卡盤搬動180°校驗:應(yīng)該是偏心軸段最低位置。檢查無誤后,進行偏心軸段的車削加工。祥見圖4所示。
因為頂尖孔位于不偏心軸端中心線上;偏心軸和偏心頂尖采用了同樣的偏心距,所以:第二次裝卡以后,不偏心軸段是圍繞5mm半徑的中心旋轉(zhuǎn)--也就是車床主軸和尾座的回轉(zhuǎn)中心線;偏心軸段恰好重合在主軸回轉(zhuǎn)中心上,因此加工出偏心軸段。第一、二裝卡并沒有嚴(yán)格的次序限制,取決于偏心軸的形狀和中心孔的位置,一般的做法是從大直徑尺寸向小尺寸加工。

圖4第二次裝夾
4 結(jié)束語
現(xiàn)有技術(shù)的雙頂尖法加工偏心軸,在偏心距小于中心孔直徑的情況下,無法在軸端面上一次加工完成兩個中心孔,需要增加軸端長度或者點焊工藝塊二次加工中心孔。
偏心頂尖法針對這一缺點而設(shè)計,只需在軸端加工出一個中心孔,通過更換偏心頂尖,即可在車床上完成偏心軸的所有車削工序。是加工偏心軸的一種新方法,已申請發(fā)明專利。需要說明的是,偏心頂尖的制作精度要求高于偏心軸1~2個精度等級,依照定位卡具標(biāo)準(zhǔn)控制,才能最終保證偏心軸的制作公差。
與傳統(tǒng)雙頂尖法比較:操作簡單、工藝簡潔、不需要二次加工偏心頂尖孔、也無需軸料預(yù)留工藝卡頭,在保證加工精度的前提下,使加工偏心軸的工藝得到簡化、減低了制作成本,特別適合在中小型企業(yè)小批量生產(chǎn)。據(jù)本單位統(tǒng)計:平面定輪閘門定輪軸采用本項技術(shù)后,偏心軸單件加工減少了4道工序,節(jié)約5個工時;簡化了制作流程,降低人工費12%。
中圖分類號:TG506
文獻標(biāo)識碼:B
文章編號:1672-5387(2015)01-0069-03
DOI:10.13599/j.cnki.11-5130.2015.01.024
收稿日期:2014-09-12
作者簡介:孫建國(1969-),男,從事水電站機電安裝技術(shù)工作。