基于So lidw orks二次開(kāi)發(fā)的組合銑鼓輪兩斜面夾具設(shè)計(jì)研究
2015-07-27 08:27:24魏先讓唐紅濤浙江三花股份有限公司浙江新昌312500
山東工業(yè)技術(shù) 2015年15期
魏先讓,丁 康,唐紅濤(浙江三花股份有限公司,浙江 新昌 312500)
基于So lidw orks二次開(kāi)發(fā)的組合銑鼓輪兩斜面夾具設(shè)計(jì)研究
魏先讓,丁康,唐紅濤
(浙江三花股份有限公司,浙江新昌312500)
摘要:夾具是制造系統(tǒng)中的重要組成部分,組合夾具具有柔性好、標(biāo)準(zhǔn)化、調(diào)整容易等特點(diǎn),在新產(chǎn)品試制、多品種小批量生產(chǎn)中得到了廣泛的應(yīng)用。本文針對(duì)加工鼓輪兩斜面這一具體要求,提出基于Sol idworks二次開(kāi)發(fā)的夾具設(shè)計(jì),設(shè)計(jì)加工鼓輪兩斜面的組合夾具,并使用SolidWorks進(jìn)行三維建模,對(duì)產(chǎn)品模型進(jìn)行優(yōu)化調(diào)整。
關(guān)鍵詞:組合夾具;Sol idWorks二次開(kāi)發(fā);鼓輪
1 引言
夾具設(shè)計(jì)是一個(gè)復(fù)雜的過(guò)程,傳統(tǒng)的夾具設(shè)計(jì)主要取決于設(shè)計(jì)者的經(jīng)驗(yàn)和技能[1]。隨著計(jì)算機(jī)輔助技術(shù)的發(fā)展,研究人員使用計(jì)算機(jī)輔助夾具設(shè)計(jì)(CAFD)開(kāi)發(fā)了一種自動(dòng)化組合夾具設(shè)計(jì)技術(shù)和系統(tǒng),只需確定工件夾具的定位和夾緊位置,組合夾具設(shè)計(jì)就變成了一個(gè)從數(shù)據(jù)庫(kù)中選擇適當(dāng)元件并將它們按照期望配置裝配的過(guò)程[3]。設(shè)計(jì)過(guò)程中可進(jìn)行優(yōu)化設(shè)計(jì),避免制造時(shí)修改和返工,大大提高了生產(chǎn)效率,降低了勞動(dòng)強(qiáng)度。另外,對(duì)其進(jìn)行二次開(kāi)發(fā)可以得到組合夾具標(biāo)準(zhǔn)零件庫(kù),建立CAFD系統(tǒng),便于以后更換零件或加工不同工序時(shí),可調(diào)用零件設(shè)計(jì)新的組合夾具,提高了企業(yè)快速響應(yīng)市場(chǎng)的能力,既節(jié)約了大量的時(shí)間,又降低了研發(fā)成本,增強(qiáng)了企業(yè)的市場(chǎng)競(jìng)爭(zhēng)力。
2 組合夾具整體結(jié)構(gòu)設(shè)計(jì)
本文主要針對(duì)加工鼓輪兩斜面這一工序,零件參數(shù)如圖1所示,在加工A、B兩斜面時(shí),鼓輪外圓φ75H 9,內(nèi)孔φ28H 9和φ75H 9,以及孔φ16H 9都已加工完畢。該零件的技術(shù)要求為:加工的斜面中心到鼓輪左端面距離為85mm,斜面寬度為12mm。其中,A斜面與水平面逆時(shí)針夾角為51.3°,與經(jīng)外圓中心且與水平面逆時(shí)針成51.3°的平面平行距離為28mm;B斜面與水平面順時(shí)針夾角為61.3°,與經(jīng)外圓中心且與水平面順時(shí)針成61.3°的平面平行距離為27mm。兩斜面加工表面粗糙度沒(méi)有特殊標(biāo)記,一般為Ra3.2-6.3,精度要求并不高。零件材料為45鋼,采用端銑銑兩斜面,經(jīng)粗銑、精銑達(dá)到零件兩斜面所需的尺寸要求和表面粗糙度要求。
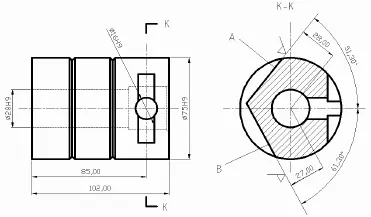
圖1 鼓輪零件圖
2.1定位裝置設(shè)計(jì)
為了保證工件被加工表面的技術(shù)要求,必須使工件相對(duì)刀具和機(jī)床處于正確的加工位置。在使用夾具的情況下,就要使機(jī)床、刀具、夾具和工件之間保持正確的加工位置。顯然,工件的定位是其中極為重要的一個(gè)環(huán)節(jié)。
根據(jù)六點(diǎn)定位原理[2],要使工件完全定位,就必須限制工件在空間的六個(gè)自由度。同時(shí),避免零件的定位出現(xiàn)過(guò)定位和欠定位的情況。根據(jù)加工斜面與鼓輪左端面距離及位置要求,需限定Y方向和Z方向移動(dòng)自由度,X方向和Z方向旋轉(zhuǎn)自由度;根據(jù)斜面與過(guò)軸心線平面的夾角關(guān)系,需限定Y方向旋轉(zhuǎn)自由度;根據(jù)斜面的深度要求,需限定X方向移動(dòng)自由度。使用面和短銷限定5個(gè)自由度,側(cè)面支撐釘限定1個(gè)自由度,定位方案如下:
(1)左端面限定3個(gè)自由度。根據(jù)斜面槽與左端面平行的關(guān)系,且根據(jù)基準(zhǔn)重合的原則,應(yīng)選左端面為定位基準(zhǔn),其可以限定3個(gè)自由度,此為第一基準(zhǔn)面。
(2)短銷限定2個(gè)自由度,側(cè)面菱形銷限定1個(gè)自由度。
由以上定位方案可知,工件的定位主要使用三個(gè)元件,用于平面、內(nèi)孔的定位。其中,左端面的定位可以選擇圓形定位盤,內(nèi)孔的定位可以選擇圓形定位銷,側(cè)面的定位可以選用菱形定位銷。定位裝置如圖2所示。
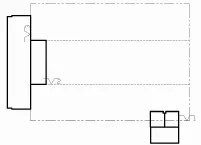
圖2 零件定位裝置
2.2夾緊裝置設(shè)計(jì)
在夾緊工件的過(guò)程中,夾緊作用的效果會(huì)直接影響工件的加工精度、表面粗糙度以及生產(chǎn)效率[5]。因此,設(shè)計(jì)夾緊裝置應(yīng)遵循工件不移動(dòng)原則、工件不變形原則、工件不振動(dòng)原則、安全可靠原則、經(jīng)濟(jì)實(shí)用原則。
本文的零件為圓柱形的鼓輪,根據(jù)其定位方案和結(jié)構(gòu)特征,采用壓板夾緊的方案將鼓輪兩端面夾緊,便可以實(shí)現(xiàn)對(duì)零件的夾緊。夾緊兩端面時(shí)手里方向垂直于主要定位面,有利于工件的準(zhǔn)確定位;端面受力面積大,夾緊力作用在零件剛性好的端面,可以減小夾緊裝置對(duì)零件的夾緊變形和破壞。壓板裝置中壓板可采用凸輪、螺母、螺釘或拉桿來(lái)夾緊。壓板可以用手退回,從工件上轉(zhuǎn)離,或全部卸去以讓開(kāi)工件。夾緊裝置設(shè)計(jì)如圖3所示。
2.3夾具結(jié)構(gòu)總體設(shè)計(jì)
夾具的定位和夾緊裝置已經(jīng)確定,將這些元件和裝置連接成一個(gè)有機(jī)的整體,還需設(shè)計(jì)夾具的基座和骨架。本文所設(shè)計(jì)的夾具為組合夾具,在設(shè)計(jì)夾具結(jié)構(gòu)時(shí),可以采用“堆積木”的方式,主要使用基礎(chǔ)件、支承件、緊固件等構(gòu)成夾具基本形態(tài)。夾具結(jié)構(gòu)設(shè)計(jì)方案如圖4所示:
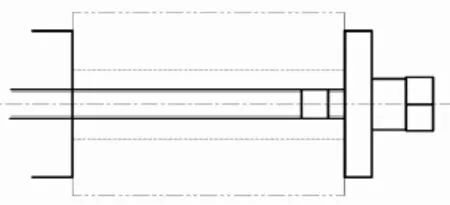
圖3 零件夾緊裝置夾具結(jié)構(gòu)設(shè)計(jì)
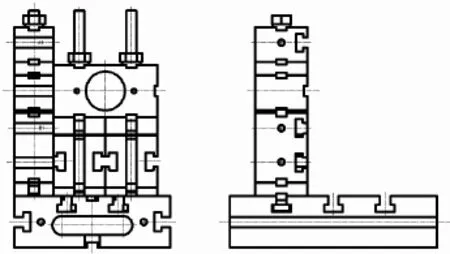
圖4 夾具結(jié)構(gòu)方案圖
3 參數(shù)化設(shè)計(jì)系統(tǒng)開(kāi)發(fā)關(guān)鍵技術(shù)
3.1SolidWorks應(yīng)用程序接口技術(shù)
SolidWorksAPI(ApplicationProgrammingInterface,應(yīng)用程序開(kāi)發(fā)接口)是指SolidWorks程序提供給開(kāi)發(fā)人員使用的接口,用戶可以利用它和支持OLE編程的開(kāi)發(fā)工具[4],如VB、VBA(Excel,Access)、C、VC++等對(duì)SolidWorks進(jìn)行二次開(kāi)發(fā),建立適合用戶需要的、專用的SolidWorks功能模塊。
SolidWorks將其內(nèi)部數(shù)據(jù)以對(duì)象的形式組織起來(lái),形成一個(gè)對(duì)象層次結(jié)構(gòu)。SolidWorksAPI通過(guò)面向?qū)ο笏枷胩峁┝怂械慕涌趯?duì)象,這些對(duì)象是采用COM技術(shù)構(gòu)造的。作為一個(gè)對(duì)象,它包括類型、屬性和方法幾個(gè)方面。開(kāi)發(fā)者通過(guò)操縱對(duì)象的屬性和調(diào)用對(duì)象的方法便可以建立自己的應(yīng)用程序,在程序里實(shí)現(xiàn)諸如生成直線、構(gòu)造線、零件裝配等幾乎所有的SolidWorks軟件的功能,實(shí)現(xiàn)二次開(kāi)發(fā)。
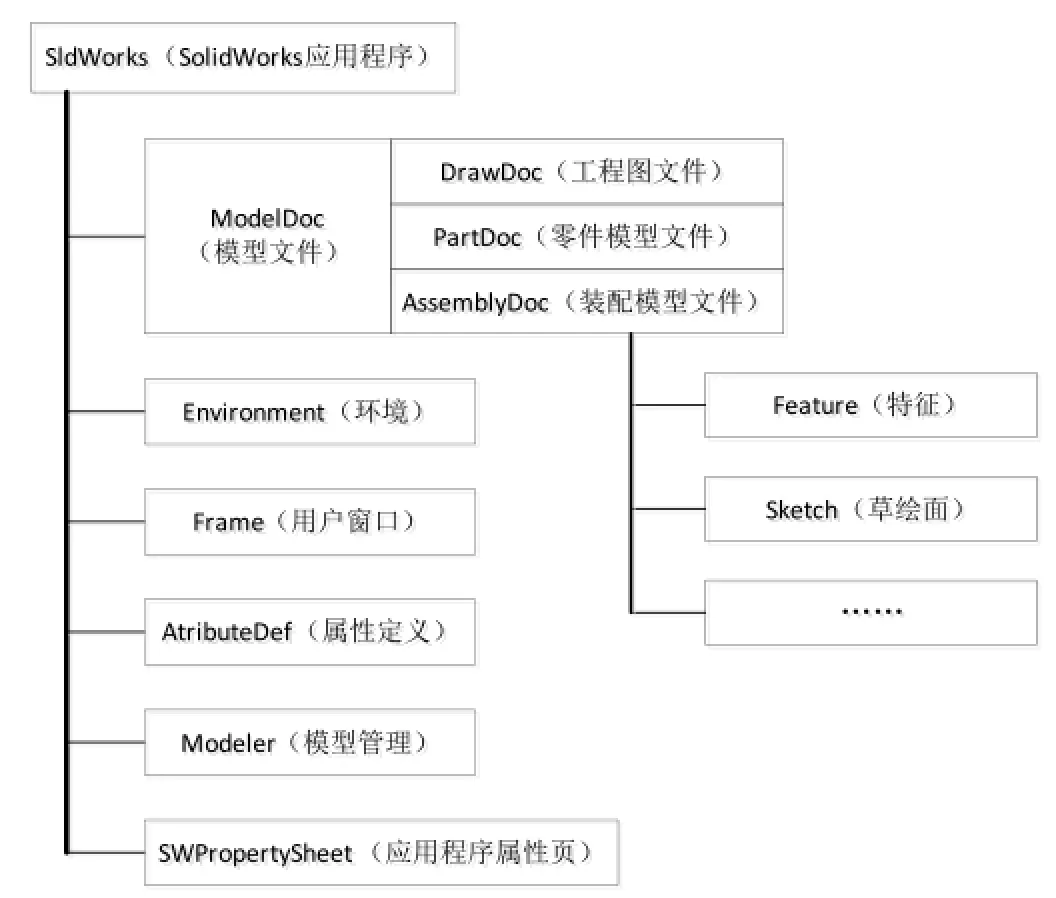
圖5 SolidWorks的對(duì)象層次體系
3.2標(biāo)準(zhǔn)件庫(kù)的建立
3.2.1標(biāo)準(zhǔn)件庫(kù)規(guī)劃
依照?qǐng)D6依次建立組合夾具元件參數(shù)數(shù)據(jù)庫(kù),其中,每一個(gè)零件都有都標(biāo)準(zhǔn)化、系列化,具有一系列規(guī)格參數(shù),如表所示的支承件中的一個(gè)零件—小長(zhǎng)方支承,其規(guī)格參數(shù)即為長(zhǎng)(L)、寬(B)、高(H),這也是參數(shù)化過(guò)程中需要控制的變量。
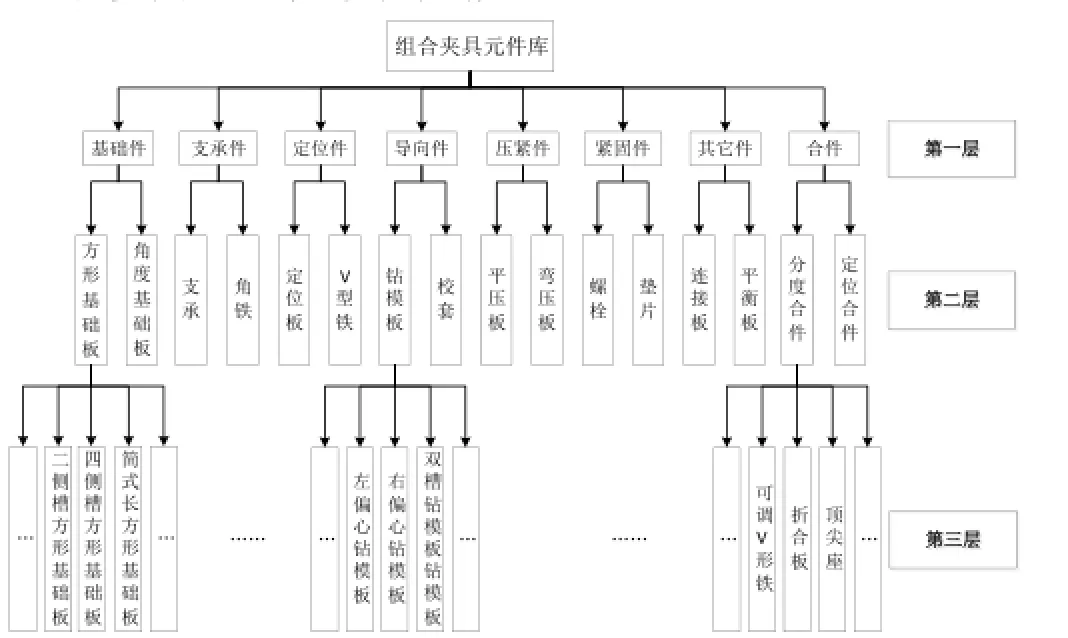
圖6 組合夾具元件庫(kù)數(shù)據(jù)庫(kù)模塊
3.2.2標(biāo)準(zhǔn)件庫(kù)模型建立
利用SolidWorks建立組合夾具零件的三維模型,繪制草圖,添加尺寸約束,添加特征,完成零件的三維建模[6]。這樣,便建立好了夾具標(biāo)準(zhǔn)件庫(kù)的元件模板。表1所示為部分零件的三維模型。

表1 部分零件的三維模型
3.2.3標(biāo)準(zhǔn)件庫(kù)尺寸驅(qū)動(dòng)
進(jìn)行參數(shù)化設(shè)計(jì)之前,先要調(diào)用模板元件,即調(diào)用SolidWorks API對(duì)象,如零件、裝配體和工程圖,然后修改API對(duì)象屬性,如長(zhǎng)度、直徑以及拉伸、切除、旋轉(zhuǎn)等特征[7]。在零件幾何特征不變的約束下,把零件的尺寸參數(shù)視為驅(qū)動(dòng)變量。當(dāng)給定不同的尺寸變量值時(shí),就可生成一系列結(jié)構(gòu)相同而尺寸不同的相似零件,如表2所示。
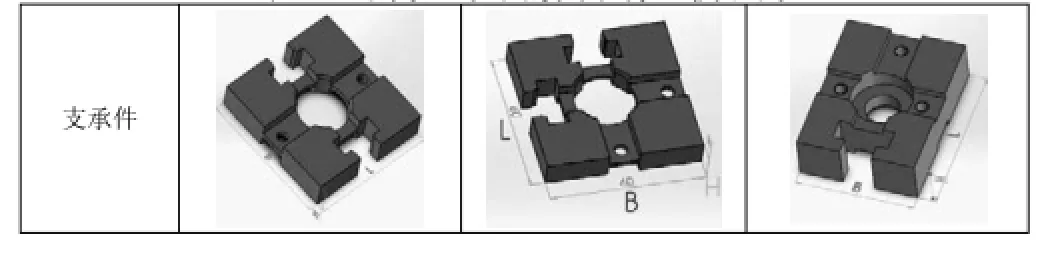
表2 不同尺寸下的支承件建模示例
以對(duì)稱槽方支承零件的參數(shù)化為例,通過(guò)VB編程實(shí)現(xiàn)零件參數(shù)化的具體過(guò)程如下:
(1)打開(kāi)模板零件
strfilename=App.Path & "零件支承件對(duì)稱槽方支承.SLDPRT"
‘設(shè)置模板元件路徑
Set part=swApp.opendoc4(strfilename,1,0,"",longstatus)
‘打開(kāi)模板零件
Set part=swApp.activatedoc("對(duì)稱槽方支承.sldprt")
‘激活模板零件
(2)聯(lián)系A(chǔ)PI對(duì)象屬性
DimHAsDouble‘設(shè)置變量
Dim B As Integer
Dim L As Integer
strfilename="@對(duì)稱槽方支承.sldprt"
part.Parameter("D 1@草圖1"&strfilename).systemvalue=L/1000
‘聯(lián)系到模板零件的具體尺寸
part.Parameter("D 2@草圖1"&strfilename).systemvalue=B/1000
part.Parameter("D 1@凸臺(tái)-拉伸1"&strfilename).systemvalue=H/1000
(3)尺寸參數(shù)變量賦值
L=Val(Text1.Text)‘變量賦值
B=Val(Text2.Text)
H=Val(Text3.Text)
4 參數(shù)化設(shè)計(jì)系統(tǒng)實(shí)例
基于以上關(guān)鍵技術(shù),本研究開(kāi)發(fā)了組合夾具設(shè)計(jì)系統(tǒng),通過(guò)SolidWorks的二次開(kāi)發(fā),創(chuàng)建組合夾具標(biāo)準(zhǔn)件庫(kù)二級(jí)菜單,其中,第一級(jí)菜單主要內(nèi)容是夾具元件的種類,如基礎(chǔ)件、定位件等等;在一級(jí)菜單的下拉菜單設(shè)置二級(jí)菜單,二級(jí)菜單的主要內(nèi)容是各類型元件中的具體零件,如基礎(chǔ)件下的長(zhǎng)方形基礎(chǔ)板,支承件下的小長(zhǎng)方支承、對(duì)稱槽支承等,如圖7所示。
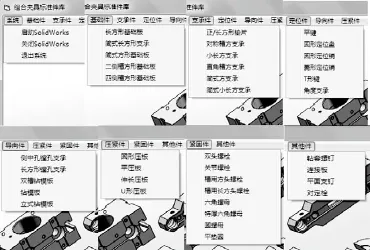
圖7 系統(tǒng)功能菜單
圖8為通過(guò)該系統(tǒng)建立一個(gè)長(zhǎng)方形基礎(chǔ)板的示例。首先通過(guò)長(zhǎng)方形基礎(chǔ)板功能塊,對(duì)零件規(guī)格參數(shù)進(jìn)行設(shè)定,然后點(diǎn)擊“繪制零件”按鈕,系統(tǒng)便自動(dòng)建立一個(gè)該參數(shù)的SolidWorks長(zhǎng)方形基礎(chǔ)板零件。通過(guò)簡(jiǎn)單的操作便實(shí)現(xiàn)了零件設(shè)計(jì)過(guò)程中的參數(shù)化設(shè)計(jì),極大的簡(jiǎn)化了設(shè)計(jì)過(guò)程。

圖8 生成長(zhǎng)方形基礎(chǔ)板實(shí)例
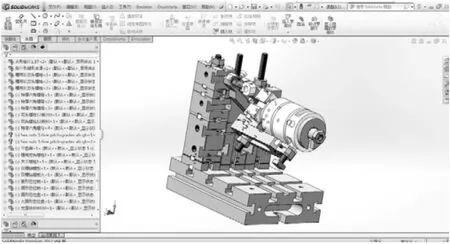
圖9 組合夾具裝配圖
根據(jù)夾具設(shè)計(jì)方案,將設(shè)計(jì)中所需的夾具元件裝配起來(lái),通過(guò)在SolidWorks軟件中對(duì)相關(guān)零件添加合理的裝配關(guān)系,使所有零件有機(jī)的組成一個(gè)裝配體。裝配體效果如圖9所示。在裝配完成后,對(duì)組合夾具局部進(jìn)行調(diào)整,在滿足零件的加工要求和無(wú)干涉情況后確定設(shè)計(jì)方案。
5 結(jié)束語(yǔ)
本文分析了加工鼓輪兩斜面的定位和夾緊方案,基于計(jì)算機(jī)輔助夾具的設(shè)計(jì)思想,使用VisualBasic6.0對(duì)SolidWorks平臺(tái)進(jìn)行二次開(kāi)發(fā),對(duì)夾具元件進(jìn)行參數(shù)化設(shè)計(jì),建立了相應(yīng)的組合夾具標(biāo)準(zhǔn)件庫(kù),在此基礎(chǔ)上設(shè)計(jì)了銑鼓輪兩斜面的組合夾具,并建立裝配體的三維模型。
參考文獻(xiàn):
[1]周本勝,劉貴寶.組合夾具技術(shù)及其行業(yè)發(fā)展探討[J].中國(guó)機(jī)械工程,2003(14):88-91.
[2]王建石.機(jī)床夾具和輔具速查手冊(cè)[M].北京:機(jī)械工業(yè)出版社, 2007:1-245.
[3]李菊麗,周永情,李敏杰.基于Sol idWorks的組合夾具元件參數(shù)化設(shè)計(jì)[J].煤礦機(jī)械,2008,29(08):174-175.
[4]徐國(guó)權(quán),黃志超.基于Sol idWorks的參數(shù)化設(shè)計(jì)二次開(kāi)發(fā)研究[J].機(jī)械設(shè)計(jì)與研究,2007,23(01):68-70.
[5]趙峰.組合夾具圖冊(cè)[M].北京:機(jī)械工業(yè)出版社,1996.
[6]曹巖,白瑀.組合夾具手冊(cè)與三維圖庫(kù)[M].北京:化學(xué)工業(yè)出版社,2012:1-20,76-129.
[7]楊紅濤,郭順生,黎文飛.數(shù)字車間系統(tǒng)中夾具子系統(tǒng)的設(shè)計(jì)[J].機(jī)床液壓,2007,35(09):97-100.
通訊作者:唐紅濤(1987-),男,湖北荊州人,講師,博士,研究方向:數(shù)字化設(shè)計(jì)。
