節(jié)能型10級(jí)螺母用冷鐓鋼研究開發(fā)
2015-07-27 00:53:09馬鞍山鋼鐵股份有限公司安徽馬鞍山243000
山東工業(yè)技術(shù) 2015年6期
宋 強(qiáng),劉 維(馬鞍山鋼鐵股份有限公司,安徽馬鞍山243000)
節(jié)能型10級(jí)螺母用冷鐓鋼研究開發(fā)
宋強(qiáng),劉維
(馬鞍山鋼鐵股份有限公司,安徽馬鞍山243000)
通過成分微合金化設(shè)計(jì)、采用低溫軋制工藝和專用控冷技術(shù)生產(chǎn)的冷鐓鋼MFM-3熱軋盤條,降低了盤條強(qiáng)度和硬度、提高塑性,冷鐓時(shí)金屬流動(dòng)性好、冷作硬化率低,制造10級(jí)螺母時(shí)不需要退火,盤條經(jīng)表面處理、拉拔后直接鐓打制作螺母,減少了工序及成本。
低溫軋制;省略退火;降低成本
1 前言
隨著國(guó)民經(jīng)濟(jì)的快速發(fā)展,對(duì)環(huán)境壓力越來越大。冷鐓鋼是用于制造螺栓、螺母、螺釘、鉚釘?shù)染o固件的原材料,緊固件主要靠冷鐓成形,因此要求冷鐓鋼具有良好的冷成型性(塑性)及合理的強(qiáng)韌性匹配。傳統(tǒng)工藝生產(chǎn)高強(qiáng)度緊固件,如生產(chǎn)10級(jí)螺母時(shí)熱軋盤條冷鐓前須通過球化退火軟化工序。退火工序是緊固件生產(chǎn)中最為耗時(shí)、耗能的工序,既增加成本、又污染環(huán)境,若退火工藝控制不當(dāng),還會(huì)導(dǎo)致緊固件質(zhì)量不穩(wěn)定。為此,我們通過研究10級(jí)螺母用冷鐓鋼盤條的微合金化技術(shù)、低溫軋制技術(shù)和軋后控冷技術(shù),生產(chǎn)出制造10級(jí)螺母時(shí)不需要退火,盤條經(jīng)表面處理、拉拔后直接鐓打制作螺母的10級(jí)螺母用免退火冷鐓鋼MFM-3,降低了螺母生產(chǎn)企業(yè)的成本、減少了污染。
2 10級(jí)螺母用免退火冷鐓鋼MFM-3成分、工藝設(shè)計(jì)
2.1國(guó)家標(biāo)準(zhǔn)對(duì)10級(jí)螺母性能要求
國(guó)家標(biāo)準(zhǔn)規(guī)定,10級(jí)粗牙螺紋螺母保證應(yīng)力:螺紋規(guī)格(≦M10)時(shí)≥1040MPa、螺紋規(guī)格(≦M16)時(shí) ≥1050MPa、螺紋規(guī)格(>M16)時(shí) ≥1060MPa;維氏硬度:272-353;要求淬火并回火。
2.2MFM-3成分設(shè)計(jì)
為達(dá)到既滿足國(guó)家標(biāo)準(zhǔn)對(duì)10級(jí)螺母的性能要求,同時(shí)省去冷鐓前的退火熱處理工序的目標(biāo),通過微合金化成分優(yōu)化技術(shù)研究,并利用形變誘導(dǎo)鐵素體相變理論,低溫?zé)釞C(jī)械軋制,使熱軋盤條組織中鐵素體超量析出,實(shí)現(xiàn)冷鐓鋼熱軋盤條在線軟化目的。

表1 鋼的牌號(hào)及熔煉化學(xué)成分要求(%)
2.3MFM-3生產(chǎn)工藝流程
生產(chǎn)工藝路線:高爐鐵水→鐵水預(yù)處理→轉(zhuǎn)爐冶煉→精煉→連鑄→加熱→除鱗→熱機(jī)軋制→控冷→集卷→打包→入庫(kù)。
3 試制結(jié)果
3.1MFM-3盤條性能、組織
按上述成分、工藝路線試制了Φ16規(guī)格的MFM-3盤條,熱軋盤條力學(xué)性能見表2,熱軋盤條顯微硬度見表3。熱軋盤條組織為鐵素體+珠光體,晶粒度為8~10級(jí),熱軋盤條金相組織見圖1、圖2。冷鐓試驗(yàn)結(jié)果為1/3冷鐓合格,部分試樣在做1/4至1/5冷鐓時(shí),仍未開裂。
3.2用戶加工工藝及結(jié)果
將Φ16規(guī)格MFM-3熱軋盤條省去退火工序,經(jīng)酸洗→磷化→拉拔至φ15.5mm,采用小料大變形生產(chǎn)工藝?yán)溏叧尚妥龀蒑16六角螺母;將Φ16規(guī)格MFM-3熱軋盤條省去退火工序,經(jīng)酸洗→磷化→拉拔至φ15.2mm,采用大料小變形生產(chǎn)工藝?yán)溏叧尚妥龀蒑10六角螺母。二種工藝生產(chǎn)的二種規(guī)格六角螺母表面質(zhì)量完好,冷鐓模消耗與常規(guī)中碳冷鐓鋼經(jīng)過退火后相同。淬火、回火后,檢測(cè)各項(xiàng)性能符合GB/T3098.2-2000對(duì)緊固件機(jī)械性能中10級(jí)螺母(粗牙羅紋)標(biāo)準(zhǔn)中的各項(xiàng)指標(biāo)。
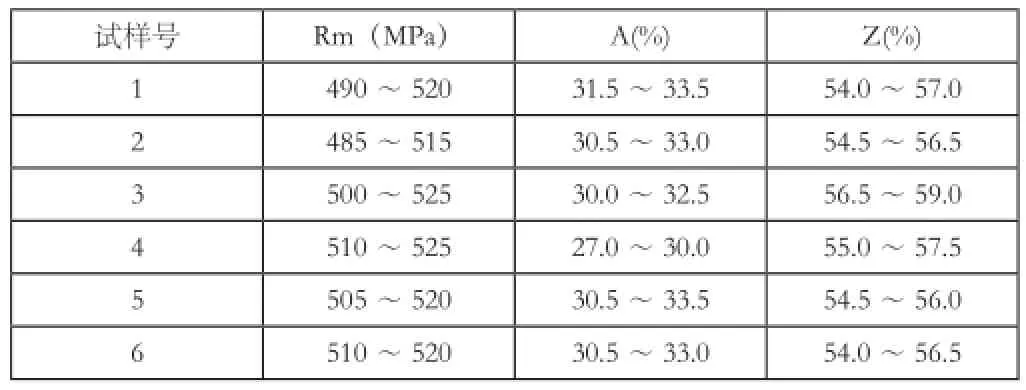
表2 MFM-3熱軋盤條Φ16規(guī)格力學(xué)性能

表3 MFM-3熱軋盤條Ф16規(guī)格顯微硬度
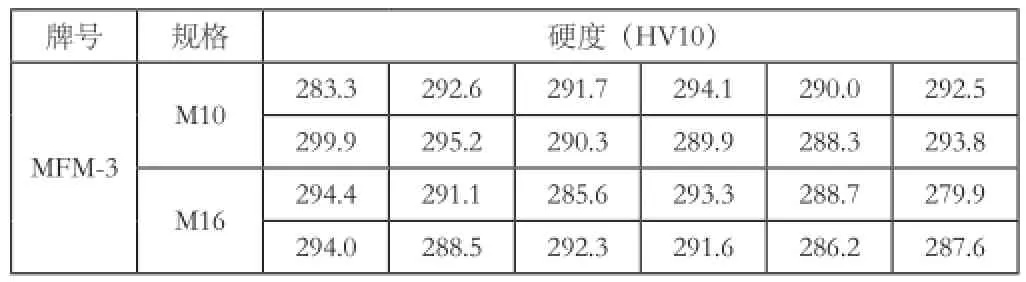
表4 淬火、回火后螺母的顯微硬度
4 討論分析
緊固件企業(yè)在生產(chǎn)10級(jí)螺母時(shí)通常選用中碳冷鐓鋼SWCH35K、10B33盤條,工藝流程為:退火→酸洗磷化→拉拔→冷鐓(攻絲)→調(diào)質(zhì)(淬火+高溫回火)→表面處理。為省去退火工序,需要對(duì)成分進(jìn)行優(yōu)化設(shè)計(jì)。眾所周知,對(duì)中碳冷鐓鋼SWCH35K、10B33而言,碳元素作用是保證鋼的強(qiáng)度,但降低了盤條的面縮率和冷鐓性能。減少鋼中碳元素含量,可使冷鐓鋼具有良好冷加工性能,對(duì)10級(jí)螺母用鋼綜合考慮C含量應(yīng)控制在0.29~0.34%。Si在鋼中起到固溶強(qiáng)化的作用,冷作硬化率高、冷變形硬度升高快,對(duì)冷鐓不利,降低Si可以改善冷鐓性。添加微量B可使10級(jí)螺母的淬透性得到保證,用量少成本低,而加入其他合金元素來提高淬透性成本較高。綜上所述,MFM-3在鋼種成分設(shè)計(jì)上,符合國(guó)家標(biāo)準(zhǔn)GB/ T3098.2-2000“緊固件機(jī)械性能-螺母粗牙螺紋”對(duì)10級(jí)螺母用鋼的成分規(guī)定,和常用的10級(jí)螺母用鋼SWCH35K、10B33相比,優(yōu)化了成分,適當(dāng)降低了碳含量,加入適量的錳元素,由于硅惡化盤條的冷鐓性能,降低硅含量,同時(shí)添加適量強(qiáng)碳化物元素,以及加入0.0008%~0.0030%硼保證淬透性。優(yōu)化后的成分能夠提高盤條的冷鐓性能,以及確保螺母調(diào)質(zhì)熱處理后達(dá)到國(guó)家標(biāo)準(zhǔn)規(guī)定的10級(jí)螺母所要求的各項(xiàng)性能。
同時(shí)對(duì)加熱工藝中加熱溫度、保溫時(shí)間、爐內(nèi)氣氛控制進(jìn)行優(yōu)化,結(jié)合獨(dú)特的低溫軋制工藝、軋后控冷工藝[1],生產(chǎn)出的盤條組織為鐵素體+珠光體,晶粒度為8~10級(jí),鐵素體含量65~70%。鐵素體晶粒適當(dāng)粗化,珠光體所占的比例減少,珠光體團(tuán)小而分散,珠光體中的滲碳體片變薄、變碎并部分粒狀化[2]。MFM-3熱軋盤條具有低的強(qiáng)度和高的塑性,盤條性能波動(dòng)小,抗拉強(qiáng)度為485~525Mpa,面縮率為54%~61%,冷鐓性能優(yōu)異。
緊固件企業(yè)在生產(chǎn)10級(jí)螺母時(shí),選用MFM-3熱軋盤條,省去常規(guī)退火工序,如果是采用傳統(tǒng)小料大變形工藝時(shí),熱軋盤條拉拔成精絲應(yīng)控制拉拔變形量在10%以內(nèi);在使用進(jìn)口冷鐓設(shè)備生產(chǎn)時(shí)采用的是大料小變形生產(chǎn)工藝,熱軋盤條拉拔成精絲可以控制拉拔變形量在20%以內(nèi)。
5 結(jié)論
研究開發(fā)的節(jié)能型10級(jí)螺母用冷鐓鋼熱軋盤條,組織為鐵素體+珠光體,鐵素體晶粒粗化適當(dāng)。得到較低的強(qiáng)度和較高的塑性,盤條性能波動(dòng)小,冷鐓性能優(yōu)良。能夠滿足緊固件企業(yè)在生產(chǎn)10級(jí)螺母時(shí),省去常規(guī)退火工序,并且可以同時(shí)滿足螺母生產(chǎn)采用的大料小變形和小料大變形二種生產(chǎn)工藝。滿足了緊固件企業(yè)降低了生產(chǎn)成本的需求,起到了節(jié)能減排的效果。
[1]李曼云,孫本榮主編.鋼的控制軋制和控制冷卻技術(shù)手冊(cè)[S].北京冶金工業(yè)出版社出版,1998:P69.
[2]宋強(qiáng),倪達(dá).熱機(jī)軋制技術(shù)對(duì)中碳冷鐓鋼組織和性能的影響[J].中國(guó)冶金,2007,17(02):5-7.
宋強(qiáng)(1962—),男,上海人,正高級(jí)工程師,工學(xué)學(xué)士學(xué)位,長(zhǎng)期從事高速線材產(chǎn)品開發(fā)研究。
猜你喜歡
精密成形工程(2023年10期)2023-10-18 02:43:40
裝備制造技術(shù)(2020年2期)2020-12-14 03:09:30
裝備維修技術(shù)(2020年15期)2020-11-28 09:45:30
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
智富時(shí)代(2018年12期)2018-01-12 11:51:50
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
中國(guó)機(jī)械工程(2016年21期)2016-12-24 01:54:00