運(yùn)用專(zhuān)用組合機(jī)床加工臺(tái)車(chē)體軸孔及加工刀具的改進(jìn)
2015-07-21 22:50:05孫惠
中國(guó)高新技術(shù)企業(yè) 2015年28期

摘要:燒結(jié)機(jī)是燒結(jié)廠的主要設(shè)備,臺(tái)車(chē)是燒結(jié)機(jī)的主要部件,臺(tái)車(chē)不斷承受機(jī)械負(fù)荷和熱負(fù)荷的聯(lián)合作用,其工作條件和工作環(huán)境都比較差,臺(tái)車(chē)體的強(qiáng)度就變得很重要。文章針對(duì)現(xiàn)場(chǎng)臺(tái)車(chē)體加工生產(chǎn)的實(shí)際情況,對(duì)臺(tái)車(chē)體的軸孔從機(jī)床的選擇、加工方式和加工刀具做了更好的優(yōu)化和改進(jìn),節(jié)省了切削時(shí)間,降低了勞動(dòng)強(qiáng)度,提高了生產(chǎn)效率。
關(guān)鍵詞:專(zhuān)用組合機(jī)床;臺(tái)車(chē);車(chē)體軸孔;加工刀具;燒結(jié)機(jī) 文獻(xiàn)標(biāo)識(shí)碼:A
中圖分類(lèi)號(hào):TG71 文章編號(hào):1009-2374(2015)28-0037-02 DOI:10.13535/j.cnki.11-4406/n.2015.28.018
1 概述
帶式燒結(jié)機(jī)是由許多臺(tái)車(chē)所組成的一個(gè)封閉的燒結(jié)帶。臺(tái)車(chē)在工作過(guò)程中,會(huì)承受自重、篦條和燒結(jié)礦的重量以及抽風(fēng)的負(fù)壓、長(zhǎng)時(shí)間的熱反復(fù)作用等,其是非常容易損壞的部件。由于臺(tái)車(chē)的造價(jià)高、數(shù)量多,又是燒結(jié)機(jī)的最重要組成部分,其性能的優(yōu)劣直接影響著燒結(jié)機(jī)的使用狀況。
2 原有臺(tái)車(chē)體軸孔機(jī)床的選擇及加工方式
2.1 原有臺(tái)車(chē)體加工制造工藝流程
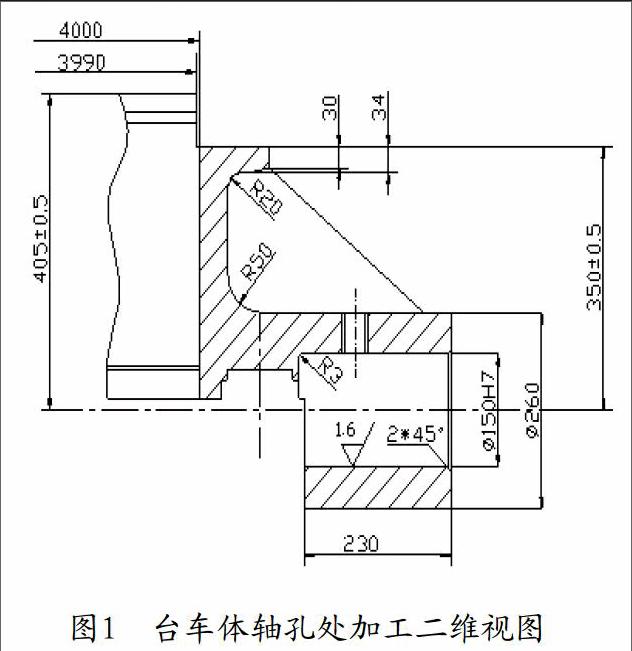
原有臺(tái)車(chē)體加工制造工藝流程為:平臺(tái)劃線→BM80→平臺(tái)劃線→TD16→BC10→平臺(tái)劃線→TD16→Z80→鉗工。TD16(機(jī)床:160落地鏜床)為臺(tái)車(chē)體軸孔的加工。臺(tái)車(chē)體軸孔處加工二維視圖如圖1所示:
2.2 原有臺(tái)車(chē)體的加工方式
用高度經(jīng)過(guò)修整(高度公差控制在0.04mm內(nèi))的兩塊等高墊鐵,以臺(tái)車(chē)體上平面為基準(zhǔn),用百分表按兩下側(cè)面找正,找正精度控制在0.02mm內(nèi),調(diào)整達(dá)到精度要求后進(jìn)行卡緊,精加工4-∮150H7孔。首先加工一側(cè)兩孔端面,然后將該側(cè)兩孔粗加工,每單面留適當(dāng)余量約3~5mm。將臺(tái)車(chē)旋轉(zhuǎn)180°,按上述找正方法找正后卡緊,精加工兩孔端面,再精加工∮150H7孔達(dá)圖樣要求。在加工第一個(gè)∮150H7孔時(shí),為保證兩側(cè)軸孔同軸度,孔在同側(cè)壁厚尺寸控制在277±X/2內(nèi)(X為實(shí)測(cè)臺(tái)車(chē)體寬度偏差)。若X為正,那么壁厚下偏差為0mm;若X為負(fù),那么壁厚上偏差為0mm。
3 現(xiàn)有臺(tái)車(chē)體軸孔的加工方式
3.1 加工工具
為了提高生產(chǎn)效率,我廠采用專(zhuān)用組合機(jī)床(臥式雙頭鏜銑組合機(jī)床)來(lái)加工臺(tái)車(chē)體軸孔。
3.2 加工工藝流程及各項(xiàng)基準(zhǔn)和參數(shù)的選擇
3.2.1 臥式雙頭鏜銑組合機(jī)床加工工藝流程。工藝流程:前期準(zhǔn)備工作→審查圖紙、核對(duì)工藝文件→工、夾、量具準(zhǔn)備→安裝、找正、夾緊工件→準(zhǔn)備裝夾刃具→確定粗加工切削參數(shù)→側(cè)端面或孔粗加工→另側(cè)端面或孔粗加工→工序間尺寸檢查→確定半精加工切削參數(shù)→側(cè)端面或孔半精加工→另側(cè)端面或孔半精加→工序間尺寸檢查→確定精加工切削參數(shù)→側(cè)端面或孔精加工→另端面或孔精加→總體檢查→卸工件→檢查→清整。
3.2.2 臥式雙頭鏜銑組合機(jī)床加工工件的定位方法。(1)定位方式:在工作臺(tái)上定位并與定位擋鐵相靠;(2)定位基準(zhǔn):用兩個(gè)相互成180°并在同一個(gè)平面內(nèi),已安裝的固定的擋鐵,且與兩個(gè)動(dòng)力頭行程軌跡相垂直的平面作為定位基準(zhǔn);(3)找正方法:將臺(tái)車(chē)已加工側(cè)面靠在定位擋鐵上,緊固頂絲找正完成。
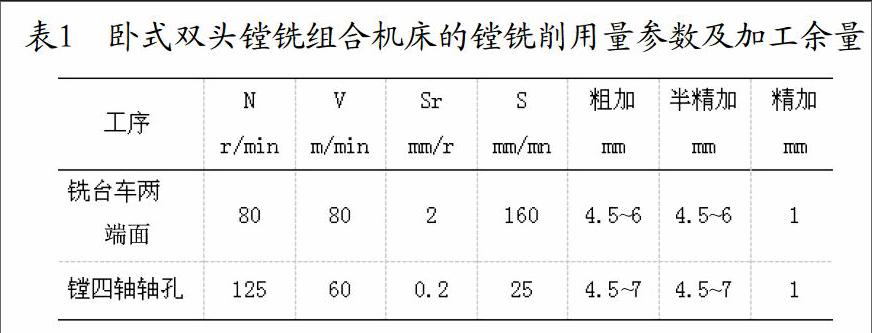
3.2.3 臥式雙頭鏜銑組合機(jī)床的鏜銑削用量參數(shù)及加工余量如表1所示:
4 軸孔加工的關(guān)鍵
臺(tái)車(chē)體的加工關(guān)鍵在于四個(gè)軸孔的加工精度,而臺(tái)車(chē)軸孔的加工關(guān)鍵在于找正,包括四個(gè)軸孔的位置公差、形位公差、尺寸公差。在原有的加工方式中,找正的主要方法是依靠用百分表不斷測(cè)量的方式來(lái)進(jìn)行保證。這種方法需要操作者要有很強(qiáng)的測(cè)量能力,需要操作者反復(fù)試、反復(fù)量,要付出更多的時(shí)間和精力。這種方法大大增加了操作者的勞動(dòng)時(shí)間和勞動(dòng)強(qiáng)度,提高了車(chē)間生產(chǎn)成本,同時(shí)極容易引起因操作者的測(cè)量和操作方式的錯(cuò)誤而使臺(tái)車(chē)體的加工出現(xiàn)質(zhì)量問(wèn)題。現(xiàn)在采用專(zhuān)用組合機(jī)床,找正的方式也發(fā)生了改進(jìn)。找正是在剛開(kāi)始時(shí)進(jìn)行測(cè)量,其余加工過(guò)程中涉及到的尺寸和位置精度的保證則主要通過(guò)數(shù)字顯示屏幕就可以確定。位置和尺寸的調(diào)整則通過(guò)數(shù)顯裝置驅(qū)動(dòng)組合機(jī)床的動(dòng)力頭來(lái)實(shí)現(xiàn)。這樣的方式使操作者的測(cè)量時(shí)間極大地降低,不需要對(duì)臺(tái)車(chē)體反復(fù)進(jìn)行測(cè)量的過(guò)程,同時(shí)也大大降低了操作者的勞動(dòng)強(qiáng)度和避免因操作者的操作錯(cuò)誤而引起的質(zhì)量問(wèn)題,極大地提高了生產(chǎn)效率。
5 原有加工刀具的問(wèn)題
原有機(jī)床加工兩端面采用Φ320普通刀盤(pán),一次縱向加工而成。加工軸孔時(shí),其走刀量為單獨(dú)電機(jī)帶動(dòng),不可調(diào)整。因走刀量較小,只能依靠高速切削加工出較好的表面粗糙度。在加工軸孔過(guò)程中出現(xiàn)車(chē)削孔徑時(shí),無(wú)論荒車(chē)、半精車(chē)、精車(chē)都必須調(diào)整車(chē)刀刀體長(zhǎng)度并進(jìn)行試切削,才可達(dá)到其切削目的。調(diào)試車(chē)刀刀體長(zhǎng)度極其麻煩,需經(jīng)反復(fù)調(diào)試才能達(dá)到軸孔的加工尺寸。加工軸孔刀具的刀刃材料為YG8或YT14,在高速切削球墨鑄鐵時(shí),刀尖極易磨損,增大切削力,使孔徑變?yōu)殄F孔,無(wú)法達(dá)到孔徑的加工精度。需要刃磨刀具修復(fù)孔徑,過(guò)程復(fù)雜而且對(duì)刀困難,影響機(jī)床加工效率。
6 改進(jìn)后的加工刀具
經(jīng)過(guò)長(zhǎng)時(shí)間的加工生產(chǎn)摸索,針對(duì)出現(xiàn)的問(wèn)題,我廠研制并制作出加工軸孔的專(zhuān)用刀具。改進(jìn)后的刀具加工軸孔如圖2所示。刀具由定位刀體、鏜床小刀夾及涂層刀片組成,其定位刀體后部小錐面與刀桿內(nèi)孔小錐面配合,定位精度可達(dá)到0.1mm以?xún)?nèi)。鏜床小刀夾為普通刀夾,購(gòu)買(mǎi)非常方便,無(wú)需定做。刀刃為涂層刀片,在高速加工球墨鑄鐵時(shí)磨損較小。
此刀具在其刀體正反兩面放置兩個(gè)刀夾,位置為一前一后、尺寸一大一小。在切削加工過(guò)程中,小尺寸前置刀刃先進(jìn)行切削,另一個(gè)刀夾隨后跟進(jìn)。采用此種刀具加工軸孔可以加大切削深度,減少走刀次數(shù),并且能保證其主軸定位精度(因刀夾為兩面同時(shí)加工,經(jīng)高速旋轉(zhuǎn)時(shí),軸向切削力方向同為主軸軸心方向,可相互抵消,徑向切削力也可相互抵消)。在加工荒車(chē)、半精車(chē)、精車(chē)軸孔時(shí)采用不同的刀桿長(zhǎng)度,刀具定位均準(zhǔn)確。在進(jìn)行荒車(chē)、半精車(chē)時(shí)無(wú)須測(cè)量可直接加工。在高速精車(chē)時(shí),單面余量為0.5~0.8mm。因刀具本身定位精度高,只需要在刀夾上的微調(diào)螺紋調(diào)整就可以達(dá)到孔徑尺寸。換刀非常方便、無(wú)須試車(chē)、刀刃無(wú)須刃磨。
7 結(jié)語(yǔ)
通過(guò)對(duì)機(jī)床和加工方式的改變以及對(duì)加工刀具的改進(jìn),極大地降低了機(jī)床切削時(shí)間,在實(shí)際加工生產(chǎn)中加工臺(tái)車(chē)軸孔工序可提高生產(chǎn)效率40%以上,孔徑尺寸精度及表面粗糙度提高30%以上,更減少機(jī)床操作者工作強(qiáng)度。特別是改進(jìn)后的刀具對(duì)機(jī)床改動(dòng)量較小,投入成本較小即可滿足現(xiàn)階段大批量臺(tái)車(chē)孔徑加工,并且能夠保證其孔徑尺寸精度和孔徑表面粗糙度。目前的改進(jìn)既保證了臺(tái)車(chē)軸孔的加工質(zhì)量,又極大地縮短了加工時(shí)間。這樣的優(yōu)化改進(jìn)為臺(tái)車(chē)制造單位大大提高了生產(chǎn)效率,為企業(yè)帶來(lái)了非常可觀的經(jīng)濟(jì)效益,具有非常積極的現(xiàn)實(shí)意義。
參考文獻(xiàn)
[1] 沈開(kāi)祥.寶鋼450m2燒結(jié)機(jī)的安裝與調(diào)整[J].重型機(jī)械,1989,(2).
[2] 成大先,等.機(jī)械設(shè)計(jì)手冊(cè)[M].北京:化學(xué)工業(yè)出版社,2004.
作者簡(jiǎn)介:孫惠(1974-),女,鞍鋼重型機(jī)械有限責(zé)任公司冶煉設(shè)備制造廠中級(jí)機(jī)械工程師,研究方向:生產(chǎn)管理。
(責(zé)任編輯:陳 倩)