如何用萬能工具顯微鏡加工刻劃誤差不大于10″的工件
2015-07-18 09:41:03哈爾濱量具刃具集團(tuán)有限責(zé)任公司黑龍江哈爾濱150040
中國新技術(shù)新產(chǎn)品 2015年12期
孫 亮(哈爾濱量具刃具集團(tuán)有限責(zé)任公司,黑龍江 哈爾濱 150040)
如何用萬能工具顯微鏡加工刻劃誤差不大于10″的工件
孫亮
(哈爾濱量具刃具集團(tuán)有限責(zé)任公司,黑龍江哈爾濱150040)
本文介紹了如何用萬能工具顯微鏡加工刻劃誤差不大于10″的工件,并對比分析了經(jīng)典的及新創(chuàng)的刻劃方法。
萬能工具顯微鏡;刻劃誤差;正多面棱體;自準(zhǔn)直儀
1 引言
萬能工具顯微鏡是對機(jī)械生產(chǎn)中多種復(fù)雜零、部件進(jìn)行精確測量的一種精密測量儀器,機(jī)械行業(yè)里習(xí)慣稱之為萬工顯。除可以進(jìn)行精密測量外,還可以做為刻劃加工的設(shè)備,如各種精密量儀的線紋尺、圓分度度盤刻線的刻劃加工等。
經(jīng)典的用萬工顯進(jìn)行長度或圓分度刻線的刻劃加工方法是:用專用夾具將刻劃專用硬質(zhì)合金刀具固定在萬工顯主顯微鏡鏡頭上,將被加工工件固定在萬工顯的玻璃工作臺或其光學(xué)分度臺的圓玻璃工作臺上。分別調(diào)整萬工顯的縱、橫向滑板,使被加工工件與萬工顯的導(dǎo)軌、滑板平行或與萬工顯分度臺中心孔同心,同時分別對準(zhǔn)各自讀數(shù)的零位。再移動萬工顯的臂架,使刻劃專用刀具在被加工工件刻劃表面進(jìn)行刻劃加工。然后再次移動萬工顯的滑板至一定位置,進(jìn)行下一刻線的刻劃加工。
這樣的刻劃加工對于刻劃精度要求低于萬工顯或其光學(xué)分度臺示值誤差的工件沒有問題,但用示值誤差為30″的萬能工具顯微鏡的光學(xué)分度臺加工刻劃誤差不大于10″的工件,就難以實(shí)現(xiàn)。
2 刻劃誤差不大于10″的工件的加工方法及實(shí)驗分析
新加工方法要做到以下三點(diǎn):①被加工工件仍用萬工顯分度臺做圓周轉(zhuǎn)動,以方便工件角度的變換。② 被加工工件角度零位及其每一刻線的角度變化量必須要用其他裝置或測量儀器來精確讀得,以便進(jìn)行每一刻線的刻劃加工。③ 消除萬工顯分度臺本身的示值誤差。
檢定萬工顯分度臺是用極限值為1″的正12面棱體和分度值為1″的自準(zhǔn)直儀來進(jìn)行的。檢定時,轉(zhuǎn)動萬工顯分度臺的工作臺及其度盤示值,使之處于零位,將棱體固定在工作臺中央位置,自準(zhǔn)直儀安裝在萬工顯的基座上,并使其光軸通過工作臺中心。調(diào)整正多面棱體,使其第一面朝向自準(zhǔn)直儀物鏡。根據(jù)棱體工作面反射回來的十字線影像在自準(zhǔn)直儀中進(jìn)行瞄準(zhǔn)。依次轉(zhuǎn)動工作臺30°,瞄準(zhǔn)并讀數(shù),在正反方向上全部完成12個棱體工作面的檢定后,其讀數(shù)正反方向上的最大差值即為分度臺的示值誤差。
我們新創(chuàng)的方法是將被加工工件固定在正36面棱體上,讓工件隨多面棱體在萬工顯分度臺上做相應(yīng)的角度變化,然后在自準(zhǔn)直儀中通過正多面棱體工作面返回來的十字線影像在自準(zhǔn)直儀中進(jìn)行讀數(shù),依此進(jìn)行刻劃加工。這樣既解決了被加工工件的角度變化量問題,又消除了萬工顯分度臺示值誤差帶來的刻劃加工示值誤差。
加工方法如圖1所示,將極限值為1″的正36面棱體置于萬工顯分度臺的中央位置,分度值為1″的自準(zhǔn)直儀安裝在萬工顯的基座上,且其光軸通過工作臺中心。將被加工工件置于正36面棱體上表面上,并將被加工工件、正36面棱體與萬工顯分度臺的同心度調(diào)至小于20μm。用粘合劑或夾具將被加工工件固定在正36面棱體上表面。將正36面棱體0工作面對準(zhǔn)安裝在萬工顯基座上的自準(zhǔn)直儀光軸,然后移動萬工顯縱橫向滑板及萬工顯臂架至刻劃要求的加工位置,使刻劃專用刀與被加工工件表面接觸。此時我們從自準(zhǔn)直儀目鏡中瞄準(zhǔn)的是正36面棱體0工作面返至目鏡中的十字線影像。進(jìn)行第1條刻線的刻劃加工,然后轉(zhuǎn)動萬工顯分度臺工作臺及度盤轉(zhuǎn)動手輪,使工作臺上正36面棱體的第1個工作面能夠返十字線像在自準(zhǔn)直儀目鏡中。在自準(zhǔn)直儀目鏡中瞄準(zhǔn)后,進(jìn)行第2條刻線的刻劃加工。以此類推,重復(fù)這樣的刻劃加工過程直至完成全部的刻劃工作為止。
用這種刻劃加工方法后操作者的瞄準(zhǔn)誤差仍然存在,被加工工件軸心、正多面棱體的軸心以及萬工顯分度臺的工作臺中心孔軸心三者的同心度所帶來的誤差也沒有消除,但萬工顯分度臺本身的示值誤差消失了。因為我們是將被加工工件固定在正多面棱體上,是用正多面棱體進(jìn)行角度位移的。
運(yùn)用上述方法經(jīng)過幾次實(shí)驗,終于解決了用示值誤差為30″的萬工顯分度臺加工圓分度刻劃誤差不大于10″的工件這一技術(shù)難題。用我們的新方法加工的工件經(jīng)檢定最大刻劃誤差為7″,完全符合刻劃誤差的要求。
結(jié)語
隨著我國機(jī)械行業(yè)的迅猛發(fā)展,質(zhì)量是企業(yè)的生命已成為人們的普遍共識。新刻劃加工方法經(jīng)使用單位及有關(guān)專家的聯(lián)合驗收總結(jié),一致認(rèn)為是一種有效的、節(jié)約成本的、對提高質(zhì)量具有重要意義的、值得大力推廣的新技術(shù)。
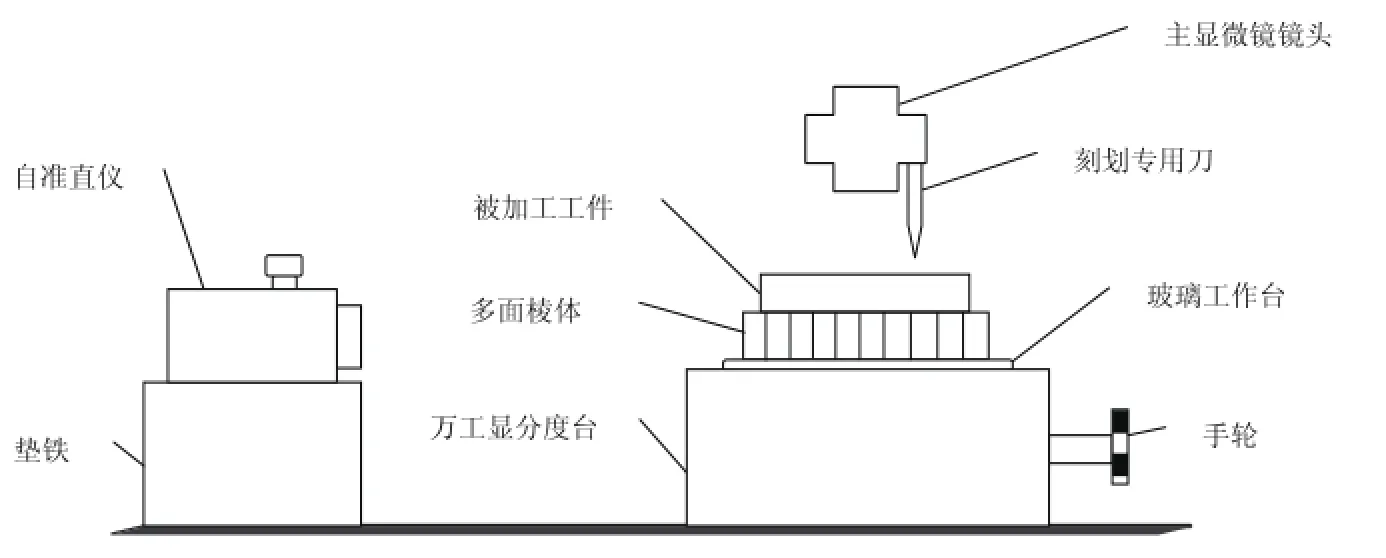
圖1 新刻劃加工方法示意圖
[1] JJF1001-1998,通用計量術(shù)語及定義[S].
[2] JJF56-2000,工具顯微鏡國家計量檢定規(guī)程[S].
[3] JJG202-2007,自準(zhǔn)直儀國家計量檢定規(guī)程[S].
TH742
A
