婦科腹腔鏡手術并發癥37例分析及防治措施
2012-11-21 03:30:20翟春霞
中國實用醫藥 2012年19期
翟春霞
近年來,腹腔鏡手術日益受到醫生和患者的青睞,技術日臻完善,應用前景廣闊,婦科也不例外,從最開始的腹腔鏡下疾病診斷到現在婦科惡性腫瘤的根治,腹腔鏡技術已應用到婦科手術的諸多領域,腹腔鏡手術的很多優點已眾所周知,但婦科腹腔鏡手術的并發癥亦不容忽視,筆者現根據自己醫院的2467例腹腔鏡手術并發癥的情況敘述如下,以期對廣大臨床工作者有所幫助。
1 資料與方法
1.1 一般資料 2006年12月至2011年12月我科共開展2467例腹腔鏡手術,年齡15~67歲,手術類型:①宮頸癌根治術:50例。②全子宮切除術:(LTH)183例。③次全子宮切除術:312例。④肌瘤挖除術:332例。⑤腹腔鏡輔助陰式子宮切除術461例。⑥卵巢囊腫撥除術:506例。⑦輸卵管切開術:421例。⑧其他202例,包括診斷性腹腔鏡探查102例,宮腹腔鏡診治不孕癥100例。
1.2 方法 患者均采用全身麻醉,常規穿刺,形成氣腹,腹腔內壓力設定為12 mm Hg,腹腔鏡全子宮切除及宮頸癌根治術為4個穿刺點,其他為3個穿刺點,術中電凝電切子宮血管用百克鉗及百克剪,其他可用單極或雙極電凝,根據情況亦用套扎或縫合,術中行心電及血氧飽和度監護監測,術畢清醒拔出氣管插管后返ICU監護12至24 h。
1.3 統計學方法 四格表確切概率法。
2 結果
2.1 并發癥發生情況 手術共2467例,并發癥共37例,發生率為1.5%,發生類型為13種,分別為皮下氣腫7例,皮下瘀斑3例,切口感染2例,肩痛2例,淋巴囊腫1例,神經損傷3例,輸尿管損傷4例,膀胱損傷2例,術中出血4例,腸管損傷2例,術后出血2例,電極板燒傷3例,麻醉并發癥(術畢清醒拔出氣管插管后呼吸困難)2例
2.2 并發癥的處理 7例皮下氣腫均未行特殊處理后逐漸吸收,3例皮下瘀斑經應用止血藥物后1~2 d后逐漸吸收,2例切口殘端感染患者,經殘端拆開引流,碘伏每日消毒殘端及抗生素應用后2周痊愈,2例肩痛患者采用胸膝臥位后好轉,1例淋巴囊腫經抽吸囊液,外敷芒硝后消失,神經損傷共3例,其中2例考慮為術中體位不適壓迫所致,術后感覺一側肢體膝蓋以下麻木,不適,經針灸按摩等治療分別于術后3個月,4個月恢復,1例宮頸癌根治術中切斷右側生殖股神經,術后右大腿內側皮膚感覺麻木,至今未愈,輸尿管損傷4例中,其中3例發生在腹腔鏡輔助陰式子宮切除術,為切割性損傷,1例發生在LTH術中,為電損傷,經檢查證實為輸尿管損傷后,行開腹輸尿管吻合術或節段切除并膀胱植入術,4例術中均放置輸尿管支架,術后4周膀胱鏡下取出支架,均痊愈。膀胱損傷2例中,1例為下推膀胱子宮反折腹膜時,將膀胱撕裂2 cm,1例為Trocar穿刺損傷膀胱,鏡下縫合破口后愈合良好。術中出血4例,包括血管損傷,創面滲血,套扎線圈脫落,血管未有效結扎或電凝前切斷,經中轉開腹手術,電凝止血,再次套扎,縫扎血管等處理后出血停止,腸管損傷2例,發生在術中用吸引器鈍性分離粘連時,將直腸漿膜及肌層損傷,經鏡下縫合修補,術后無渣飲食一周痊愈,2例術后出血均發生在宮外孕術后,開放盆腔引流管時,短時間內引流出大量血性引流液,考慮為創面再次出血,遂給予止血,輸血,床旁B超監測盆腔積液變化,后盆腔引流液逐漸減少。電極板損傷3例中,1例發生在子宮切除術中,術畢檢查患者時發現右側臀部貼電極板處燒傷,紫紅色,術后皮下及肌肉壞死,清創后瘢痕愈合,另2例燒傷較輕,局部皮膚紅腫,起泡,經抽吸囊液,涂抹燒傷膏后痊愈。2例麻醉并發癥均發生在宮外孕術后,1例拔出氣管插管返回ICU病房時,患者突然出現心慌,胸悶,呼吸急促,肺部可聞及痰鳴音,急行再次插管,吸痰,吸氧,30 min后拔出氣管插管,1例術后出現刺激性干咳,咽部不適,抗生素應用后無好轉,后經霧化后逐漸好轉。
2.3 腹腔鏡手術類型與并發癥 從表1中可見,子宮手術并發癥26例,發生率為1.05%,附件及其它手術并發癥11例,發生率為0.4%,兩者比較差異有統計學意義(χ2=3.27,P<0.01)。見表1。
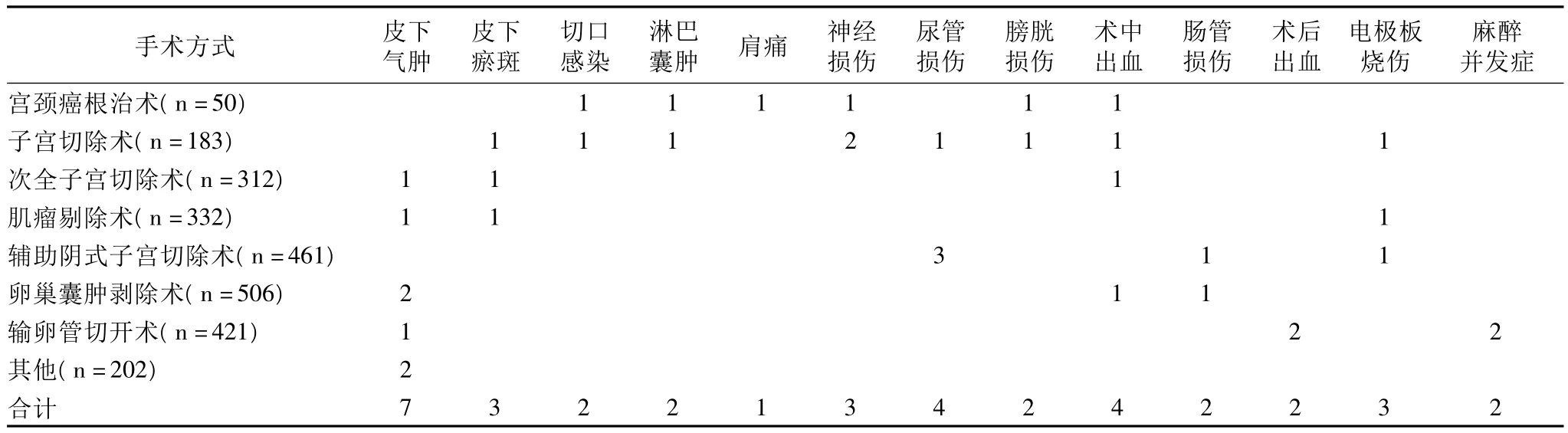
表1 腹腔鏡手術類型與并發癥
3 討論
3.1 婦科腹腔鏡手術并發癥發生率,我國冷金花[1]報道腹腔鏡手術并發癥發生率為1.3%,Querlen等[2]報道腹腔鏡手術并發癥發生率為0.04%,較大手術為0.48%,子宮切除等手術為0.89%。Nezlat等[3]報道為腹腔鏡子宮切除術的并發癥為11.1%,本研究腹腔鏡手術的并發癥為發生率為1.5%,并發癥的發生于手術難度有關,子宮手術并發癥較附件手術明顯增高,差異有統計學意義。
3.2 婦科腹腔鏡手術并發癥的常見類型、原因及治療措施
3.2.1 術中術后出血 ①術中出血,包括穿刺過程中血管損傷,創面滲血,套扎線圈脫落,血管損傷,血管未有效結扎或電凝前切斷,穿刺過程中常見的有腹壁血管的損傷,腹膜后大血管的損傷,大網膜及盆腹腔臟器血管損傷,一旦發生損傷,應積極治療,若為腹壁小血管損傷,可采用雙極電凝止血,腹壁全程縫合止血,腹膜后大血管的損傷,一旦發生損傷,應立即停止操作,應立即中轉開腹手術,請血管外科協助治療。創面滲血多因分離粘連過程中出現,應快速電凝、縫合或套扎,套扎線圈脫落多見于子宮次切術中,應快速鉗夾雙側子宮血管,重新套扎,血管損傷多發生在清掃淋巴結或分離粘連時出現,一旦出現,應及時結扎或修補,必要時中轉開腹手術,血管未有效結扎或電凝前切斷多見于子宮全切除術,應緊急再次結扎或電凝,必要時中轉開腹。本組術中出血發生4例,最多1例1000 ml,中轉開腹手術結扎血管后血止。②術后出血常見于術中創面滲血未發現,蒂結扎不牢固,打結松弛等因素,術畢關腹前應將腹壓降低后再觀察有無內出血,術后應密切觀察患者出血量及生命體征,應用止血藥物,必要時二次手術,本組2例均發生在輸卵管妊娠術后,經應用止血藥物后好轉。
3.2.2 臟器損傷 ①輸尿管損傷,多發生在處理子宮血管時,包括電損傷,切割傷,縫扎,一旦發生,應積極修補,術后放置支架,能取得較好的療效,本組發生4例,經積極治療后無后遺癥出現。②膀胱損傷,常見于穿刺,撕裂,切開及熱損傷,相對于輸尿管損傷,膀胱手術修復起來相對簡單,一般鏡下縫合后留置尿管一周即可痊愈。本組發生2例,經上述處理后痊愈。③腸管損傷包括電損傷,穿刺損傷,撕裂傷,腹腔鏡套管損傷一旦發生損傷,應積極處理,若僅為漿膜層損傷,無出血,可不予處理,若為漿肌層損傷,則需鏡下縫合,若為全層損傷,則需根據腸道準備情況行修補或Ⅱ期手術,術中應高度重視電損傷,術中可能僅有漿膜層損傷,部分患者術后可能出現腸瘺及腹膜炎癥狀,腹腔鏡套管損傷多發生在術畢拔出套管時,應先關閉充氣管,排凈腹腔內氣體,降低負壓后再拔套管,筆者認為,連同鏡桿一同拔出,一般情況下不會發生套管損傷,一旦發生,應提起腹壁,還納腸管,鏡下探查損傷程度,若腸管血運良好,表面無出血,可暫不予處理,若損傷較重,根據情況處理,必要時請外科會診。
3.3.3 術后并發癥 ①感染,發生率較低,見于復雜手術或手術時間較長者,出現后,應更換抗生素,引流或穿刺膿液多能取得較好的好的療效,本組兩例均經引流,應用抗生素后痊愈。②術后皮下氣腫多發生在穿刺孔附近,小的皮下氣腫不需特殊處理,一般可自行吸收,但應在手術結束前盡量擠凈殘留氣體,大的皮下氣腫可引起縱膈移位及循環系統障礙,應抽出氣體。③電極板燒傷術前積極檢查及準備,應該可以避免發生,多由電極板接頭處漏電引起,一旦發生,可按燒傷處理。④麻醉引起的呼吸困難多因氣管拔出過早,拔出前未充分吸痰引起,經吸痰等處理后,預后較好。
3.3 婦科手術并發癥的預防,筆者的據自己的工作體會,總結為以下幾點:①嚴格掌握適應證,術前根據患者的具體情況,選擇合適的手術方式。②穿刺應有經驗豐富的醫生進行,安放Veress針和主套管非常重要,對較廋的患者(BMI<25 kg/m2),臍部組織薄,應以45°傾斜安放,而肥胖者(BMI>30 kg/m2)插入的角度應增加到60°進針[4],必要時也可用開放式(Hasson法),切開臍周各層組織進入腹腔后,再進入鈍性Trocar,再形成氣腹,或者直視Trocar穿刺法(Coptic Trocar),即在第一Trocar的穿刺部位切開皮膚后,將腹腔鏡插入Trocar中,腹壁各層組織的切開均可在鏡下觀察到,從而保證了手術的安全性。③熟練操作,盡量縮短手術時間,(4)術前仔細檢查電極板及各器械是否性能良好。⑤熟悉解剖結構及輸尿管的走向,術畢常規檢查雙側輸尿管的蠕動情況。⑥鈍性分離粘連是不可使用“暴力”,應小心分離,多使用銳性分離,必要時中轉開腹。⑦切斷血管前應確保血管已被閉合。⑧術前30 min應用抗生素,術畢甲硝唑液沖洗盆腔,減少感染的發生。⑨術畢常規留置盆腔引流管,以便觀察有無內出血情況。
[1]冷金花,郎景和,黃容麗,等.腹腔鏡手術并發癥34例分析.中華婦產科雜志,2002,36(3):146-169.
[2]Querieu D,Chapron C.Complications of gynecologic laparoscopic surgery.Curr Opin obstetricgynecologist,1995,7(4):257-261.
[3]Nezhat F,Nezhat C,ceanal H.Laproscopies injuries and complications over a 10-year prriod.Surg Endosc,1994,8(5):533-538.
[4]String A,Berber E,Foroutani A,et al.Use of the optic trocal for safe and rapid entry in various laparoscopic procedures.Surg Endosc,2001,15:570-573.
猜你喜歡
腹腔鏡外科雜志(2022年7期)2022-08-16 04:31:06
昆明醫科大學學報(2021年2期)2021-03-29 07:42:46
河北畫報(2020年10期)2020-11-26 07:20:50
中國內鏡雜志(2017年2期)2017-03-20 16:18:12
腹腔鏡外科雜志(2016年11期)2016-06-01 12:10:09
腹腔鏡外科雜志(2016年9期)2016-06-01 12:10:07
中國衛生標準管理(2015年16期)2016-01-20 09:27:19
中國衛生標準管理(2015年3期)2016-01-14 03:41:47
中國醫療器械雜志(2015年5期)2015-12-31 06:15:30
西南軍醫(2014年5期)2014-04-25 07:42:48