膜片裝配孔裂紋原因分析及改進措施
2015-07-12 17:17:52王志強
新技術新工藝 2015年4期
關鍵詞:裂紋
王志強
(沈陽飛機工業(集團)有限公司,遼寧 沈陽 110850)
膜片裝配孔裂紋原因分析及改進措施
王志強
(沈陽飛機工業(集團)有限公司,遼寧 沈陽 110850)
介紹了某型飛機蓄壓油箱膜片結構及其使用方法,對膜片在裝配過程中出現的裝配孔裂紋原因進行了分析,從裝配壓力(扭矩)的影響,膜片結構對油箱密封性的影響,以及引起裝配壓力改變的關系等方面,找到了結構影響的關鍵因素,制定并實施了結構改進措施,解決了蓄壓油箱膜片裝配孔裂紋缺陷,保證了蓄壓油箱的裝配質量。
膜片;扭矩;搭接邊;密封;裂紋
某型飛機蓄壓油箱內裝配2件對合的膜片,將氣腔和油腔分開,飛機倒飛時靠氣腔內的壓力將油腔內的燃油供給飛機[1]。由此可見,蓄壓油箱需要密封,膜片質量要可靠。生產中,蓄壓油箱膜片發生過裝配孔裂紋缺陷,影響了蓄壓油箱的質量;因此,應找出使蓄壓油箱膜片產生裂紋的原因,并予以解決。
1 蓄壓油箱膜片結構
某型飛機蓄壓油箱膜片屬于囊狀結構件,其結構圖如圖1所示。膜片載體為錦絲綢布,在錦絲綢布上依次雙面涂底膠和面膠,硫化后成為膜片囊體,再用膠粘劑將橡膠密封墊粘接在膜片囊體一面邊緣,即成為蓄壓油箱膜片。使用時,將2件膜片對合在一起,粘接密封墊的一側在外。應在與油箱殼體對應位置的膜片上加工出70個φ5.2 mm的孔,通過螺栓聯接,將膜片裝配在蓄壓油箱內。蓄壓油箱一側為油腔,另一側為氣腔,由2件對在一起的膜片將油腔和氣腔分開。
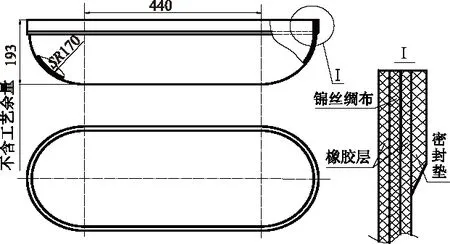
圖1 蓄壓油箱膜片結構圖
2 問題現象
生產中,對某批次膠料生產的蓄壓油箱膜片進行批次例行壽命試驗,分解油箱后發現,膜片裝配孔出現裂紋現象;再加倍進行壽命試驗,并將油箱分解后檢查,膜片裝配孔仍然存在裂紋問題。膜片裝配孔裂紋如圖2所示。依據相關設計文件規定,判定本批膜片未通過例行壽命試驗。

圖2 膜片裝配孔裂紋
3 原因分析
3.1 裝配壓力的影響
膜片在蓄壓油箱中的裝配形式如圖3所示。將膜片放入上、下2個油箱殼體中,油箱殼體法蘭邊沿周均布70個φ6 mm孔,膜片沿周通過螺栓及壓板均勻加壓,安裝在油箱中。按機械裝配技術的分析,蓄壓油箱裝配后,在螺栓預緊力的作用下,膜片裝配孔附近將要承受壓力載荷,此載荷不應超過膜片的許用值。膜片壓縮強度與螺栓預緊力的關系為:
N=dfΣt
(1)
式中,N是膜片的壓縮強度;d是螺栓桿直徑;Σt是被壓膜片的較小厚度;f是螺栓預緊力。
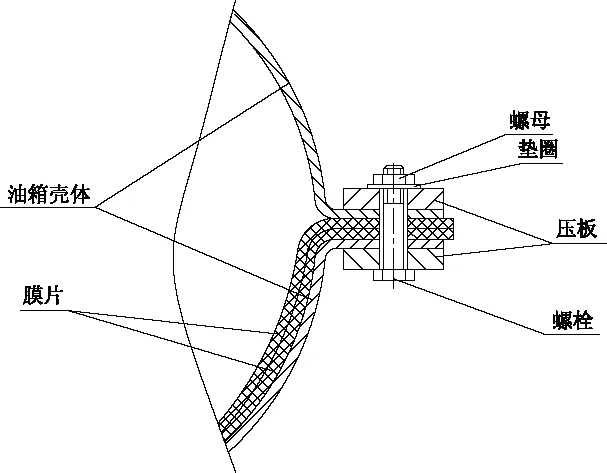
圖3 蓄壓油箱膜片裝配示意圖
在蓄壓油箱裝配過程中,螺栓的預緊力是通過旋轉螺母,使壓板、油箱殼體法蘭邊壓緊膜片后的反作用力獲得。對螺母的旋轉扭矩增大,螺栓受到的預緊拉力也增大,從而對膜片的壓力也增大。扭矩與壓力的關系為:
T=KdP
(2)
式中,T是裝配扭矩;K是扭矩系數,由試驗測定;d是螺栓桿直徑;P是裝配壓力。
上述關系式僅作為理論分析,實際生產中,扭矩系數變化很大,這與螺栓螺紋加工精度、螺母表面與墊圈的表面粗糙度以及螺母與螺栓嚙合的匹配狀態等都有緊密的聯系[2]。一般工程上都是通過反復試驗確定合適的扭矩,該扭矩應達到既保證系統結構安全可靠,又不能使系統結構失效破壞。
對于蓄壓油箱這一具體的系統結構,對裝配扭矩的要求是既要保證油箱的密封性,又要保持膜片等結構件不受到損壞。通過試驗得出,適宜的裝配扭矩是5.88+0.2N·m。低于這個扭矩(試驗中曾使用自制限力扳手,扭矩是4.9 N·m)裝配的油箱,氣密試驗發生泄漏,而對加倍例行壽命試驗裝配過程觀察,出現膜片裝配孔裂紋的區域,裝配扭矩>7.8 N·m;由此得出,膜片裂紋是由裝配時的壓力過大引起。
3.2 結構因素的影響
在限定扭矩5.88+0.2N·m的裝配壓力下裝配的蓄壓油箱,進行氣密試驗檢查時,有時在膜片密封墊的搭接處出現泄漏現象。油箱是不能泄漏的,為了保證其密封性,加大了對螺栓的擰緊力矩,從而對膜片的壓力加大,當壓力超過膜片的承載能力時,膜片壓裂,裝配孔處出現裂紋。
膜片密封墊搭接邊處氣密試驗發生泄漏,是因為搭接邊緣突起變厚,使得密封墊不光滑平整,影響了密封效果。特別是2個膜片疊裝在一起,當2個膜片的密封墊搭接邊位置完全重合時,如果搭接處突起達到0.2 mm,密封墊搭接邊緣突起則成倍增加達到0.4 mm,雙面的搭接不平,更加不利于蓄壓油箱的裝配密封。
由于密封墊搭接邊平整度不好,可影響蓄壓油箱的密封性能,因此在膜片生產時,應提高密封墊搭接邊的平整度,以改善蓄壓油箱的密封性。然而,這僅僅是理論上可行的措施,實際生產中很難達到。因為密封墊的厚度只有0.8 mm,其本身是柔軟的橡膠材質,不能像剛性體材料那樣加工成斜面,并且尖點厚度尺寸為0,因此,可以說,在目前的設計要求和工藝水平下,密封墊搭接邊厚度突變和不平是不可避免。密封墊搭接邊理論要求如圖4所示,密封墊搭接邊實際狀態如圖5所示。
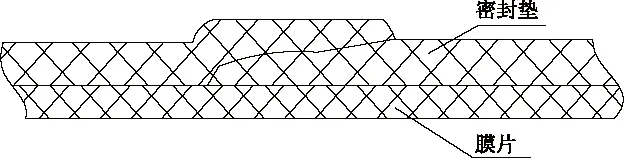
圖5 密封墊搭接邊實際狀態示意圖
4 改進措施
查看膜片結構,設計要求密封墊搭接處在440 mm的直線段,密封墊短邊只有290 mm,如圖6所示。生產中將短邊置于440 mm的直段中部,這樣每邊距圓弧切點約75 mm。如果將搭接邊位置沿周向一個方向移動40 mm,搭接邊位置也不會超過圓弧切點,如圖7所示。膜片在蓄壓油箱內裝配時,是2件對合裝配,每個膜片搭接邊位置移動40 mm,2件對合,方向相反,等于搭接邊位置移動80 mm,這樣,2個膜片的密封墊搭接邊不再重合,緩解了2個密封墊搭接邊厚度突變對油箱密封性能的影響。
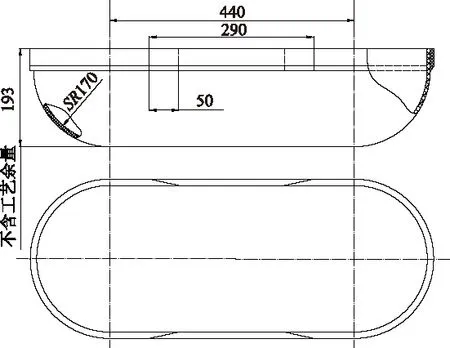
圖6 膜片墊片搭接邊示意圖
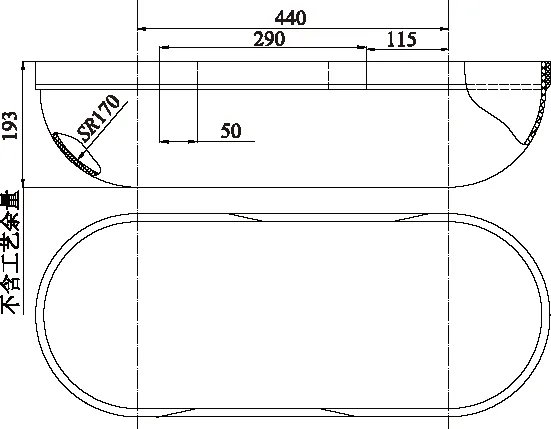
圖7 墊片搭接邊移動示意圖
經過上述結構改進的膜片,在油箱內2件膜片對合裝配時,密封墊片整個搭接邊位置完全錯開,大大改善了蓄壓油箱的裝配密封性能;同時,由于不需通過加大裝配扭矩來滿足密封要求,蓄壓油箱膜片的裝配孔也不再因為裝配壓力大而產生裂紋,解決了困擾生產多年的膜片裝配孔裂紋問題。
5 結語
經過對裝配扭矩及膜片結構的分析,找到了膜片裝配孔裂紋的原因,并制定了改進措施。改進措施已納入工藝規程,經生產驗證,在油箱內2件膜片對合裝配時,密封墊整個搭接邊位置完全錯開,不再重合,大大改善了蓄壓油箱的裝配密封性能,裝配扭矩不需加大,完全滿足密封要求,解決了困擾生產多年的膜片裝配孔裂紋問題。
[1] 李玲,孫文勝,高鵬.某型飛機液壓油箱常見故障分析和預防[J]. 新技術新工藝, 2014(2):122-124.
[2] 徐春艷.機械設計基礎[M].2版. 北京:北京理工大學出版社,2009.
責任編輯馬彤
AnalysisandImprovementofAssemblyHolesCrackofDiaphragm
WANG Zhiqiang
(Senyang Aircraft Corporation Process Planning,Senyang 110850, China)
The structure and the using method of the diaphragm for an aircraft accumulator fuel tank were described, and the reason of the assembly holes crack appearing in the assembly process was analyzed. The key factor which affected the structure was found by researching the assembly pressure, the effect of the diaphragm structure to the fuel tank sealing and the relationship of them who aroused the change of the assembly press. At last, the improvement which resolved the assembly holes crack bugs on the diaphragm of the accumulator fuel tank and ensured the assembly quality of the accumulator fuel tank was constituted and implemented.
diaphragm, torsion, lap border, seal, crack
TB 42
:A
王志強(1958-),男,高級工程師,主要從事非金屬工藝等方面的研究。
2014-09-09
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
