精密薄壁十字殼體零件加工工藝研究
2015-07-12 17:17:36徐志剛
新技術(shù)新工藝 2015年4期
關(guān)鍵詞:工藝
徐志剛
(海鷹企業(yè)集團(tuán)有限責(zé)任公司,江蘇 無(wú)錫 214061)
精密薄壁十字殼體零件加工工藝研究
徐志剛
(海鷹企業(yè)集團(tuán)有限責(zé)任公司,江蘇 無(wú)錫 214061)
精密薄壁十字殼體結(jié)構(gòu)復(fù)雜,形狀奇異,壁薄剛度差,十字軸線的幾何公差精度等級(jí)高。在零件加工中,利用了現(xiàn)有普通數(shù)顯臥式鏜床TX6113C,通過(guò)對(duì)工藝方法的研究和裝夾方式上大膽創(chuàng)新,利用專用夾具彌補(bǔ)了機(jī)床精度的不足,并在零件裝夾和夾具找準(zhǔn)等工藝方法上采取了一系列相應(yīng)的創(chuàng)新措施,有效地解決了精密薄壁十字殼體零件在普通機(jī)床上精密加工的難題,節(jié)省了高精設(shè)備的資金投入,產(chǎn)品贏得了市場(chǎng)。
薄壁十字殼體;數(shù)顯臥式鏜床TX6113C;工藝研究;工藝創(chuàng)新;精密加工
1 零件結(jié)構(gòu)和技術(shù)要求
典型的薄壁十字殼體零件的特點(diǎn)是精度要求高,外形不規(guī)則且壁薄,其三維圖如圖1所示,零件圖如圖2所示。零件的外形結(jié)構(gòu)形式是常見(jiàn)管道設(shè)計(jì)中常用的“四通”零件,零件的材質(zhì)是00Cr17Ni14Mo2低磁不銹鋼鑄鋼件,殼體的最薄壁

2 加工工藝分析和創(chuàng)新工藝方法

圖1 薄壁十字殼體零件三維圖
從圖1可以看出,十字殼體零件的坯料是鑄件,加工主要集中在殼體上相互垂直的4個(gè)方向的臺(tái)階孔、臺(tái)階外圓、密封槽和倒角,而加工工藝的主要難點(diǎn)是如何利用裝夾方式和加工設(shè)備來(lái)保證零件設(shè)計(jì)要求的幾何公差。
借鑒箱體類十字孔的加工原理,將殼體要加工的4個(gè)方向水平放置,就可以在臥式鏜床、專用組合機(jī)床以及臥式加工中心通過(guò)一次裝夾完成所要加工的內(nèi)容。箱體類十字孔的加工一般都有平面作為工藝基準(zhǔn),而十字殼體沒(méi)有平面基準(zhǔn);因此,必須研制適合十字殼體的專用夾具,通過(guò)專用夾具定位,建立工藝基準(zhǔn)。薄壁十字殼體零件的定位、裝夾示意圖如圖3所示。
2.1 零件加工工藝分析
十字殼體零件的加工孔徑為φ222~φ390 mm,臺(tái)階外圓為φ120~φ370 mm。從加工范圍可以看出,加工的孔徑和外徑都比較大,不論采用高精度臥式鏜床還是高精度臥式加工中心,用鏜桿主軸加工大孔徑都是困難的,而十字殼體零件的4個(gè)方向的孔徑和臺(tái)階外圓可采用平旋盤(pán)加工,同時(shí)可以避免主軸加工與平旋盤(pán)加工交叉使用時(shí)產(chǎn)生的機(jī)床固有的同軸度誤差。

圖2 薄壁十字殼體零件圖

圖3 薄壁十字殼體零件的定位、裝夾示意圖
十字殼體零件主要孔徑的加工深度為65~123 mm,臺(tái)階外圓加工長(zhǎng)度為93 mm,其孔徑深度與臺(tái)階外圓長(zhǎng)度基本接近,因而平旋盤(pán)上使用的刀桿長(zhǎng)度可以保證基本一致,可有效避免由于刀桿長(zhǎng)短相差懸殊而引起刀具撓度較大,產(chǎn)生加工誤差。
2.2 加工設(shè)備的選擇
海鷹企業(yè)集團(tuán)有限責(zé)任公司現(xiàn)有設(shè)備為普通臥式鏜床T68、數(shù)顯臥式鏜床TX6113C和DMG公司的DMU-80P五面體加工中心。其主要規(guī)格見(jiàn)表1。
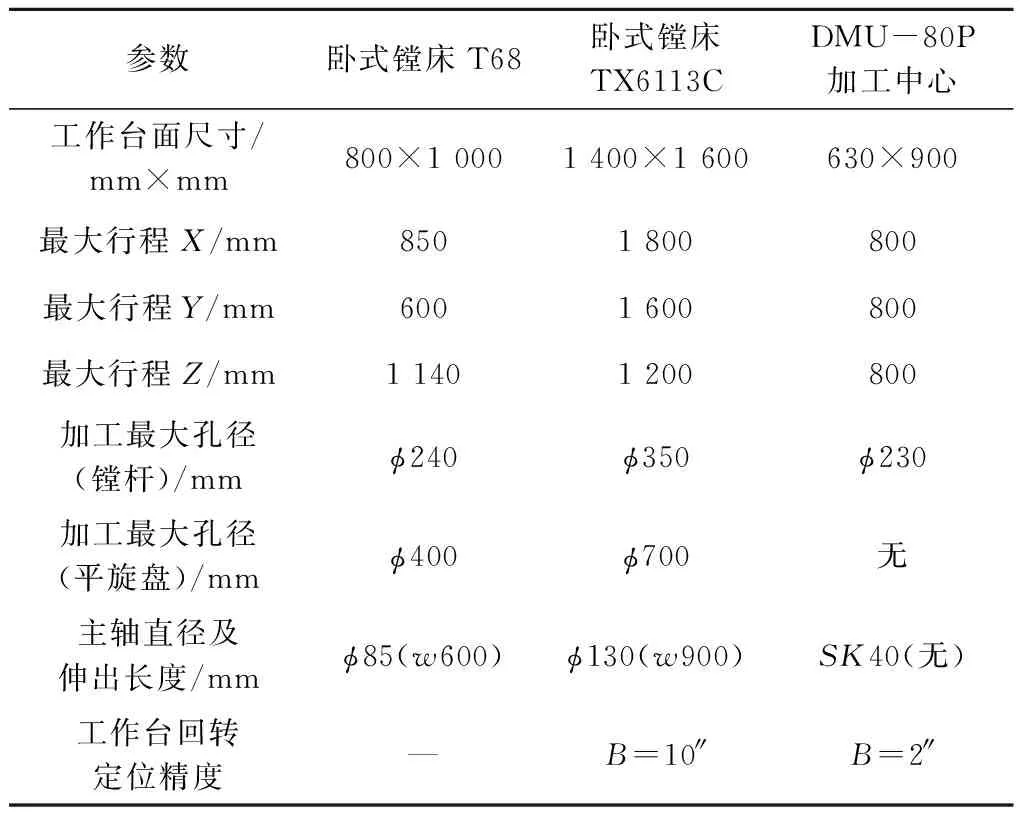
表1 加工設(shè)備主要規(guī)格
由表1可知,DMU-80P五面體加工中心的工作臺(tái)尺寸及孔徑加工范圍不滿足要求,T68臥式鏜床和TX6113C數(shù)顯臥式鏜床雖然加工范圍能夠滿足要求,但是工作臺(tái)回轉(zhuǎn)定位精度均無(wú)法滿足十字殼體零件的設(shè)計(jì)精度要求(依據(jù)十字殼體零件的垂直度要求,可以計(jì)算出對(duì)工作臺(tái)回轉(zhuǎn)定位精度要求應(yīng)≤4.85",工藝要求應(yīng)提高至≤2")。解決的方案有2種:1)購(gòu)置高精度臥式加工中心(或?qū)S脵C(jī)床),該方案需要近千萬(wàn)的資金投入,且單件加工投入和產(chǎn)出的性價(jià)比極差,難以實(shí)施;2)設(shè)計(jì)和制造專用夾具,利用專用夾具彌補(bǔ)機(jī)床精度的不足,該方案投入的資金少,且能夠保證零件的加工精度。本文選用數(shù)顯臥式鏜床TX6113C(見(jiàn)圖4),并配專用夾具。數(shù)顯控制機(jī)床的精度可靠,操作直觀、方便;同時(shí),數(shù)顯控制機(jī)床的精度和剛度比臥式鏜床T68好。
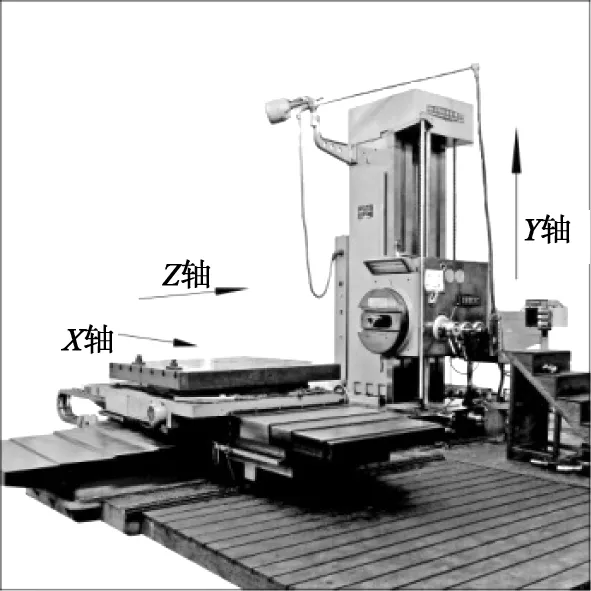
圖4 TX6113C數(shù)顯臥式鏜床
2.3 加工工藝的創(chuàng)新
由于受加工設(shè)備精度的限制,加工工藝應(yīng)綜合考慮機(jī)床、夾具、找準(zhǔn)方法以及加工方法等各種因素。
1)找準(zhǔn)方法。在加工中,臥式鏜床的回轉(zhuǎn)工作臺(tái)不做回轉(zhuǎn)分度,只做切削進(jìn)給,十字殼體的分度依靠夾具底板(連同零件)做回轉(zhuǎn)(90°、270°、360°),以?shī)A具底板的一對(duì)直角面(K面與J面)作為十字殼體分度后找準(zhǔn)的工藝基準(zhǔn)。
2)精度要求。由于夾具體要在回轉(zhuǎn)工作臺(tái)做回轉(zhuǎn)分度,所以對(duì)臥式鏜床回轉(zhuǎn)工作臺(tái)和夾具底板的平面度提出相應(yīng)的工藝要求。臥式鏜床回轉(zhuǎn)工作臺(tái)和夾具底板的精度對(duì)十字殼體十字軸線的對(duì)稱度有直接的影響。工藝要求擺放夾具體的回轉(zhuǎn)工作臺(tái)的平面度(在回轉(zhuǎn)工作臺(tái)上找一塊平面度最好的區(qū)域)≤0.01 mm,夾具體底平面的平面度≤0.01 mm。
3 工藝實(shí)施
3.1 夾具的定位與找準(zhǔn)
確定夾具與機(jī)床工作臺(tái)的相對(duì)位置,必須找準(zhǔn)夾具上一組直角邊的工藝基準(zhǔn)的直線度(≤0.01 mm)。為了避免機(jī)床工作臺(tái)的X軸與Z軸之間的垂直度誤差對(duì)夾具找正帶來(lái)的影響,無(wú)論夾具在0°、180°、90°還是270°的位置,主軸鏜桿(并裝夾千分表)應(yīng)伸出足夠的長(zhǎng)度(≥夾具體定位直角邊的長(zhǎng)度)后不動(dòng),工作臺(tái)始終以Z軸正方向(與加工孔時(shí)的走刀方向一致)來(lái)找準(zhǔn)夾具的工藝基準(zhǔn)面(K面或J面)的直線度(≤0.01 mm),以確保殼體十字軸線的垂直度。
3.2 殼體的定位與夾緊方法
十字殼體零件的結(jié)構(gòu)特征之一是薄壁,夾具設(shè)計(jì)以φ280、φ420及φ350 mm外圓定位。由于零件為鑄件,外圓不圓整,因此定位塊沒(méi)有采用V型塊,而是在雙V型上采用了4個(gè)可調(diào)支承零件(每節(jié)外圓),以增加支點(diǎn)數(shù)量,這樣,可使殼體夾緊時(shí)的變形量相對(duì)均勻,同時(shí)彌補(bǔ)外圓的不圓整。同理,夾緊塊也沒(méi)有采用V型塊,而是采用了板式鏈條捆幫,這樣,圓弧面180°的兩端可同時(shí)壓緊,便于調(diào)整夾緊力。
3.3 零件在夾具上定位與夾緊調(diào)整工藝要領(lǐng)
十字殼體因?yàn)闆](méi)有基準(zhǔn)平面,因此,不論是粗加工還是精加工,加工前應(yīng)對(duì)十字殼體進(jìn)行劃線。殼體進(jìn)入夾具后,應(yīng)找準(zhǔn)殼體的十字軸線和4個(gè)端頭的水平線,確保殼體位置與夾具位置的正確和加工余量的分配,同時(shí)應(yīng)做到自由狀態(tài)和夾緊狀態(tài)基本一致。
由于十字殼體是薄壁零件,從夾具的夾緊方式和力學(xué)分析,夾緊時(shí)殼體的最高點(diǎn)受力最大,其變形量也最大。夾緊時(shí)會(huì)引起彈性變形,若可調(diào)節(jié)支承調(diào)整不合適,其彈性變形會(huì)有大有小,一旦夾緊消失后,零件恢復(fù)彈性變形,將會(huì)引起加工尺寸和幾何公差的變化。
精加工時(shí)的零件夾緊調(diào)整主要方法如圖5所示。在零件的4個(gè)方向上,用百分表來(lái)監(jiān)測(cè)實(shí)際的變化值。臺(tái)階外圓的剛度好,在最高點(diǎn)用1個(gè)百分表監(jiān)測(cè),內(nèi)孔同時(shí)用2個(gè)百分表在最高點(diǎn)和最低點(diǎn)監(jiān)測(cè)。3個(gè)方向同時(shí)夾緊,同時(shí)觀測(cè)百分值的變化,要求百分表同步變化值≤0.03 mm,且方向一致;放松時(shí)零件恢復(fù)變形也應(yīng)做到基本一致,各百分表的相對(duì)誤差值≤0.01 mm,且?jiàn)A緊與松開(kāi)要重復(fù)3次左右,若達(dá)不到上述工藝要求,應(yīng)重新調(diào)節(jié)支承螺釘,直至達(dá)到要求為止。
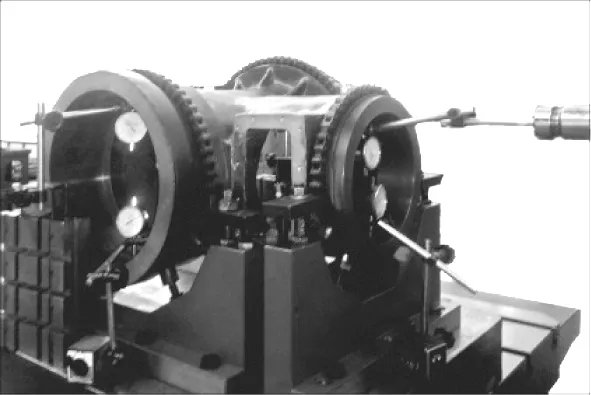
圖5 零件夾緊調(diào)整方法
3.4 檢測(cè)量器具的配置
為保證零件的加工質(zhì)量,對(duì)零件主要配合孔徑尺寸(IT5)的測(cè)量配置高精度比較環(huán)規(guī),便于校對(duì)孔的尺寸基準(zhǔn),控制實(shí)際加工尺寸。使用外徑千分尺測(cè)量外圓配合尺寸。配置了便攜式粗糙度測(cè)量?jī)x,滿足加工現(xiàn)場(chǎng)測(cè)量的要求。使用三坐標(biāo)測(cè)量?jī)x測(cè)量零件加工的幾何公差,為確保測(cè)量的數(shù)據(jù)正確性,檢測(cè)時(shí)連接夾具上三坐標(biāo)測(cè)量?jī)x,板式鏈條全部放松,使十字殼體處在自由狀態(tài)下(不施加任何的外力)。
4 結(jié)語(yǔ)
精密薄壁十字殼體零件的切削加工中,當(dāng)受限于加工設(shè)備精度的時(shí)候,只要在加工工藝上采取切實(shí)有效的措施和創(chuàng)新的工藝調(diào)整方法,就能夠彌補(bǔ)機(jī)床部分精度不足的難點(diǎn)。完成加工后的零件經(jīng)三坐標(biāo)測(cè)量?jī)x檢測(cè),其幾何公差和尺寸公差均符合設(shè)計(jì)要求,有效地驗(yàn)證了該創(chuàng)新工藝方法的正確性和可操作性,節(jié)省了高精設(shè)備的投入,產(chǎn)品贏得了市場(chǎng)。
責(zé)任編輯馬彤
ResearchonProcessingTechnologyforPrecisionCross-shapedShellPartswithThinWalls
XU Zhigang
(Haiying Enterprise Group Co., Ltd., Wuxi 214061, China)
Cross-shaped shell parts with thin walls share the feature of complex design, odd shape, thin walls with poor rigidity and high demand of cross axis geometric tolerance. In the processing of these parts, full use of the existing digital TX6113C horizontal boring machine was made. Based on the research on processing method and the bold innovation of clamping, effectively used the accuracy of the fixtures to make up the lack of accuracy in machine tools. Besides, a series of corresponding innovation methods were adopted in clamping and alignment of parts. All these methods solved the problem of processing high precision cross-shaped shell parts on general-purpose machine tools. The parts processed easily win the market while saving the money to purchase high-precision equipment.
cross-shaped shell parts with thin walls, digital TX6113C horizontal boring machine, research on process, innovation of process, precision machining

TH 161
:A
徐志剛(1960-),男,工程師,主要從事精密加工和特種加工等方面的研究。
2014-09-02
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
