高速重軌矯直圈的研究
2015-07-12 17:16:09張海鷗盧獻忠肖業軍王桂蘭
新技術新工藝 2015年3期
關鍵詞:工藝
胡 堅,張海鷗,盧獻忠,肖業軍,王桂蘭
(1.華中科技大學 數字制造裝備與技術國家重點實驗室,湖北 武漢 430074;2.武漢鋼鐵集團公司,湖北 武漢430082;3.華中科技大學 材料成形與模具技術國家重點實驗室,湖北 武漢 430074)
高速重軌矯直圈的研究
胡 堅1,張海鷗1,盧獻忠2,肖業軍2,王桂蘭3
(1.華中科技大學 數字制造裝備與技術國家重點實驗室,湖北 武漢 430074;2.武漢鋼鐵集團公司,湖北 武漢430082;3.華中科技大學 材料成形與模具技術國家重點實驗室,湖北 武漢 430074)
介紹了高速重軌矯直圈的最新研究進展。高速鋼和半高速鋼的應用,使矯直圈的性能得到極大提高,對稱面組合結構的矯直圈大大提高了矯直圈的壽命。矯直圈的制造工藝從單一的鑄造、鍛造發展到硬面堆焊、激光表面熔覆等新型工藝,等離子熔積技術以及FGM梯度功能材料的出現,使矯直圈的制造技術得到快速發展。隨著熱處理技術的發展,矯直圈的熱處理技術主要為感應加熱淬火技術和整體淬火工藝和低溫回火技術。矯直圈將朝著復合化的方向發展。
矯直圈;高速鋼;鑄造;激光熔覆;熱處理
1 矯直圈的應用
平直度是衡量鋼軌實物質量的重要指標之一,鋼軌的平直度直接影響列車運行的速度及安全性和舒適性。為滿足客運專線高速鐵路對鋼軌平直度的要求,鐵道部于1998年開始先后頒布了“時速200公里客運專線鋼軌技術條件”、“時速300公里高速鐵路鋼軌技術條件”以及“時速350公里客運專線鋼軌技術條件,這些標準對鋼軌的平直度提出了更高的要求。為滿足高平直度鋼軌的要求,重軌的矯直工藝越來越重要。
矯直圈是矯直機的關鍵部件,其作用是消除重軌在軋制和冷卻過程中所產生不同程度的撓曲、縱向翹曲、扭曲等缺陷及內部殘余應力,提高重軌的平直度、精度及表面質量。
在矯直過程中,由于矯直圈始終在高載荷矯直力和熱冷沖擊疲勞等環境下使用,致使矯直圈面出現嚴重的磨損、龜裂、腐蝕等缺陷,不得不停機更換、車削修磨,這不僅要消耗大量的矯直圈,而且頻繁更換矯直圈致使重軌生產線停工、停產,嚴重影響了生產效率,矯直圈的表面質量還直接影響到了重軌的質量;因此,矯正圈應具有高的強度、表面硬度、耐磨性和足夠的韌度[1]。為提高重軌矯直圈的使用壽命, 最有效、最直接的方法就是增加鋼中碳的含量, 因此重軌矯直圈材料多為高碳鋼;但是,含碳量高會使鋼在鍛造及淬火時易開裂而報廢,使生產成本提高。
本文綜合近幾年矯直圈研究的最新成果,介紹提高矯直圈的材質、制造工藝和熱處理工藝。
2 矯直圈的材質和結構
2.1 矯直圈的材質
高速重軌、工字鋼等型鋼的矯直工藝都是在熱軋工藝之后完成的,溫度大約在200~300 ℃。矯直圈的工作環境與冷軋圈相近,所以矯直圈的材質與冷軋圈類似。
2.1.1 高碳高鉻冷作磨具鋼
高碳高鉻冷作模具鋼具有高硬度、良好的耐磨性、足夠的強度和韌度等特點。由于含有一定量的 Mo、V 元素,因此具有很高的淬硬性,可以使矯直圈的芯部完全硬化。冷作模具鋼主要材質牌號:Cr12MoV、Cr12Mo1V1和Cr12MoVCo等。
9Cr2Mo 鋼是最常見的矯直圈用鋼之一。這類材質的鋼合金化程度較低, 在經過最終熱處理后, 其淬硬層深度一般約為10 mm, 僅能滿足一般要求, 而且使用中剝落和開裂傾向嚴重, 使用壽命低。20 世紀80 年代中期, 國內外開始研究使用Cr的質量分數為w(Cr)=3% ~ 5% 的深淬硬層冷軋圈鋼種。這些鋼都采用高碳高合金材料, 具有良好的硬度和耐磨性;但軋圈淬硬表面脆性大,接觸疲勞壽命低,且質量不穩定[2-3]。
平勇等發明了一種矯直圈技術方案,矯直圈的材質為高鉻合金,所用高鉻合金的主要化學成分(質量分數)分別為:w(C)=2.4% ~ 3.0%;w(Cr)=18% ~ 23%;w(Ni)=1.5% ~ 2.0%;w(Mo)=2.0% ~ 3.0%;w(V)=0.2% ~ 0.9%;w(Si)=0.8% ~ 1.3%,w(Mn)=1.0% ~ 1.55%;w(S)≤0.035%;w(P)≤0.04%;w(Re)=0.05%~0.07%,其余為Fe和不可避免的雜質。在所述的矯直圈基體組織中,除了具有大量顯微硬度在1 500~2 000 HV的M7C3型碳化物并呈條塊狀均勻分布外,矯直圈還具備以馬氏體為主的基體組織。所述矯直圈的硬度為58~62 HRC。
2.1.2 高速鋼系列材質
隨著對矯直圈耐磨性、耐沖擊等綜合性能要求的提高,鍛造高速鋼、半高速鋼矯直圈成為矯直圈材質發展的最新方向。高速鋼材質碳化物形成C的質量分數為w(C)=3% ~ 5%,此類材質碳化物主要含高顯微硬度的MC型碳化物為主,矯直圈的耐磨性顯著提高,高速鋼主要材質牌號為W6Mo5Cr4V2和W6Mo5Cr4V2Al等。
此外,唐望生等研究發現通過添加適量稀土元素及釩等微合金元素可以改善矯直圈的性能,既能保證矯直圈有足夠的強度,又有合適的塑性和韌度,大大降低了鍛造和淬火開裂的傾向[4]。
2.2 矯直圈的結構
目前,各大鋼廠使用最廣泛的矯直機是德國西馬克公司生產的平立復合矯直機。該矯直機為最常用的懸臂式圈式矯直機,由“8+1”個水平圈和“7+1”個垂直圈組成。其中,水平矯直圈用于矯直重軌的上下彎度(水平度),垂直矯直圈負責矯直重軌的旁彎(直線度),如圖1所示[5-6]。
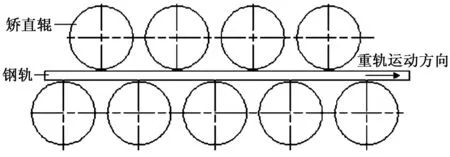
圖1 懸臂式矯直機水平圈組示意圖
單個矯直圈的結構可分為圈面、圈身和軸孔3個部分,根據高速重軌的端面形狀,水平矯直圈和垂直矯直圈的圈面結構也不同, 水平矯直圈和垂直矯直圈的工作示意圖如圖2所示。以垂直矯直圈為例,其由上工作面、下導向面和中間部分組成:上工作面為主要受力面,中間部分與重軌下顎接觸,防止重軌因重力下墜;中間開槽的間隙部分是為了防止矯直圈將重軌腰部凸起的商標壓傷損壞;下部的導向部分是為了防止在矯直過程中咬偏或者變形。
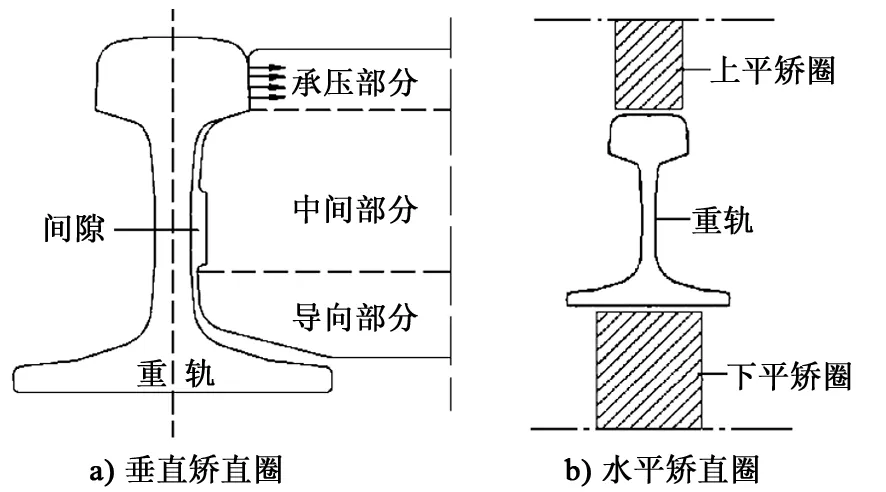
圖2 垂直矯直圈和水平矯直圈工作示意圖
武鋼肖業軍等通過對垂直矯直圈各部分的質量進行分解計算,發現中間過渡部分所占矯直圈總重的比例為70.7%,而上的承壓部分和下端導向部分總共所占比例之和僅為29.3%;因此,對矯直圈的結構進行了優化。
優化的方案如圖3所示,上端的Ⅰ承壓部分和中間部分為一體,Ⅱ導向部分獨立出來,2部分都采用對稱結構設計,每個部分都可以在不加工的基礎上使用2次,從而使工作壽命延長了1倍,節省了采購成本,重軌的成本大幅降低。

圖3 改進型矯直圈裝配圖
3 矯直圈的制造工藝
由于矯直圈的使用條件和性能要求與小型冷軋輥類似,因此矯直圈的制作工藝與其基本相同,可分為鑄造、鍛造、硬面堆焊和激光熔覆等制造等方法。
3.1 鑄造
靜態鑄造整體矯直圈方法是傳統的矯直圈鑄造方法。隨著對矯直圈性能及對矯直產品質量要求的提高,對矯直圈的質量要求也在提高,因而出現了高鉻鑄鐵矯直圈和高速鋼矯直圈。這些材料的矯直圈往往制成復合矯直圈,制造方法有以下4種。
1)離心鑄造法(CF)。首先,將高Cr鑄或高速鋼水注入模腔,依靠離心力凝成高Cr或高速鋼外圈,之后注入熔渣,最后注入球墨鑄鐵制造圈芯部分。該方法制造的矯直圈為復合圈,外圈部分的硬度和強度要遠遠高于圈芯。
2)連續鑄造法(CPC)。先將固態化的圈芯材料垂直放于環形水冷結晶器的中心,再向垂直的芯棒與結晶器之間的縫隙澆入作為矯直圈工作層的液態金屬,一邊凝固,一邊從結晶器下部以間歇方式抽出外圈。該方法是1970年的日本專利。為了保證完好的熔合,以高頻感應加熱的方式向固態的圈芯材料及液態金屬供熱。
3)熱等靜壓法(HIP)。在高溫、高壓下把工作層金屬的冶金粉末與芯棒燒結在一起。該方法只應用于小直徑圈的制造。
4)噴射法(Osprey)。類似于粉末冶金,用冷的惰性氣體的氣流把鋼水霧化,噴涂在接收器的表面,并迅速凝固。對鋼液的Osprey過程可采用氮氣霧化,形成細小的金屬液滴,接收器將這些細小液滴截獲。接收器上很大的表面積可快速吸收熱量,使液滴迅速凝固。接收器不斷旋轉使金屬液滴均勻地噴在其表面,得到要求的形狀。在Osprey過程中,由于霧化和迅速冷卻相結合,使其非常適合于成分復雜的高合金鋼(如高速鋼制品)的生產,可以細化晶粒,限制偏析和碳化物長大。
3.2 鍛造
用電爐鋼錠直接鍛造矯直圈,生產周期短,成本低,被廣泛使用。其不足之處是鋼錠在凝固過程中,形成粗大共晶碳化物,對矯直圈性能會產生不良影響。
高速鋼材質矯直圈的鍛造的生產過程為:電爐冶煉→澆鑄成錠→鍛軋成形。為了提高鋼的質量,目前采用的工藝是:電爐冶煉→真空精煉→真空脫氣→澆鑄成錠→電渣重熔→鍛軋成形。采用該工藝,雖然可以提高高速鋼的質量,但是不能解決高速鋼偏析問題。幾種常用鍛造高速鋼的化學成分[7]見表1。

表1 軋輥用鍛鋼高速鋼化學成分(質量分數) (%)
有研究證明,當輥圈直徑>120 mm時,鍛造高速鋼的碳化物偏析已經與鑄造高速鋼不相上下。由于矯直圈的直徑一般都>120 mm,所以一般采用鑄鍛結合的方法制造,可以大大提高矯直圈的沖擊韌度和強度。
3.3 復合制造-硬面堆焊
張小紅等采用專用焊條YST103作為過渡層,M401焊條作為表面耐磨工作層,提高矯直輥的耐磨性能[8]。
段立人等采用34Cr4Mo2MnV焊絲在廢舊矯直圈上進行堆焊,通過對其微觀組織觀察,焊態下形成了高位錯密度的板條狀馬氏體和細晶孿結構的片狀馬氏體混合組織,進而在560~580 ℃的高溫回火條件下形成經Cr、Mo、V等合金元素強化了的回火所實體基體組織和呈點狀、粒狀彌散分布的合金碳化物。該方法不但提高了矯直圈的表面耐磨性,表面硬度也達到52~54 HRC,遠遠高于以55Cr為基體的矯直圈。
利用硬面堆焊工藝制造的矯直圈較之傳統的55Cr矯直圈,不但高溫耐磨性和抗冷熱疲勞龜裂性大為提高,使用壽命也提高5倍以上[9]。
華中科技大學張海鷗教授團隊提出的電弧熔積-微鑄軋復合成形制造技術將電弧熔積技術與鑄軋技術融合,改變了金屬微觀組織結構,使晶粒細化,相對45鋼鍛件,微鑄軋復合工藝成形件,硬度提高了25.9%,抗拉強度提高了43.3%,大大提高了零件的硬度、抗拉強度和耐磨性等重要指標[10]。經廠家檢測,采用該技術制造的航空零件其硬度和抗拉強度等參數均優于鍛件。
3.4 激光表面熔覆
廣州有色金屬研究院馬文有等提出了用激光表面熔覆的方法制造新型矯直輥,將球形鑄造碳化鎢粉末和鑄造碳化鉻粉末混合均勻,采用同步送粉法激光熔覆上述粉末,獲得含有球形鑄造碳化鎢和鑄造碳化鉻顆粒的金屬陶瓷復合涂層。此發明方法制備的金屬陶瓷復合涂層中,球形鑄造碳化鎢、鑄造碳化鉻均勻分布在涂層的中下部和中上部,且與涂層結合緊密,無裂紋和孔洞等缺陷,涂層硬度高,耐磨性能和抗結瘤性能好,可用于矯直輥的表面強化與修復再利用。
4 矯直圈的熱處理工藝
矯直圈的熱處理方法和工藝對于其性能十分重要。為了消除材料中的殘余應力,得到足夠的淬硬層深度,應先對其進行預熱,再選用目前較為先進的雙頻感應掃描式淬火,淬火后再進行深冷處理和低溫回火。矯直圈的熱處理工藝過程大致分為3個階段:鍛后熱處理、調質熱處理和最終熱處理。
4.1 整體淬火工藝
鍛鋼矯直輥圈整體淬火的淬硬層深度不宜過大,一般≤10 mm,而如果淬硬層淺,基體薄弱,抗事故能力差,則易于發生剝落。所謂整體淬火即把整個圈身均勻加熱到奧氏體化溫度進行淬火,在此過程中為了使圈頸保持較好的韌度,應對輥頸用絕熱材料加以保護。
4.2 感應加熱淬火工藝
感應加熱以及冷處理技術的出現提高了軋輥的淬硬深度,使軋輥淬硬層深度從<10 mm提高到15 mm左右。
雙頻感應淬火是決定冷軋輥使用性能的最重要工序,而設備的先進性是保證矯直圈熱處理后表面硬度及硬度的均勻性,同時也保證表面組織狀態和淬硬層深度等矯直圈重要性能指標。矯直圈的感應淬火參數可參照冷軋輥感應淬火參數,8Cr3MoVRE鋼冷軋輥雙頻感應淬火主要工藝參數見表2[11]。

表2 主要工藝參數
4.3 低溫回火
矯直圈經過雙頻表面感應淬火以及深冷處理后,為了消除殘余應力,放入到溫度均勻的回火爐中,進行長時間低溫回火,這樣不僅可以保留淬火后的高硬度,同時也保證了耐磨性。
5 結語
隨著高速鐵路的迅速發展,對60 kg重軌的需求將越來越大,進而對重軌矯直工藝的精度要求也越來越高,矯直圈的需求也將進一步提高,同時對矯直圈的質量、精度、強度和壽命等指標也提出了新的要求。單純的鑄造法制造矯直圈已遠遠不能滿足其性能要求,矯直圈的制造工藝將朝著復合化方向發展,可采用鑄造+電弧熔積-微鑄軋復合成形制造工藝,圈芯部分可采用鑄造的方式制造,工作層則采用電弧熔積-微鑄軋復合成形技術制造。此種技術制造的矯直圈工作層的硬度、抗拉強度以及耐磨性等相關參數均要優于現有產品,使用壽命將大大提高,從而減少了矯直機停機修磨時間,提高了重軌矯鋼產量。
此外,當矯直圈達到使用壽命后,還可采用電弧熔積-微鑄軋復合成形技術對舊圈進行再制造,一套矯直圈可以重復利用,相比于現有技術,該技術將大大降低矯直圈的投入成本,進而降低高速重軌生產成本,為鋼鐵企業創造巨大經濟效益。
[1] 熊惟浩,周理.中國模具工程大典:第二卷模具材料及熱處理[M].北京:電子工業出版社,2007.
[2] 王天義,曹建芳,饒建華.軋輥材料及其熱處理工藝發展的現狀與趨勢[J].南方金屬,2005(1): 4-18.
[3] 楊慶祥,吳浩泉,郭景海,等.60CrMnMo鋼熱疲勞裂紋生成與長大及稀土的作用[J].中國稀土學報,1996, 14(2):182-185.
[4] 唐望生, 雷波榮, 潘應君.高速重軌矯正圈9Cr2MoRE鋼的開發研究[J].武漢科技大學學報,2010:33(4):363-366.
[5] Hashimoto M, Otomo S, Yoshida K,et al. Development of high performance roll by continuous pouring process for clading[J]. ISIJ International,1992,32(11) :1202.
[6] 宮開令,董雅軍,高春利. 高速鋼復合軋輥的研制及生產[J]. 鋼鐵,1998,33(3) :67.
[7] 戚正風.高速鋼軋輥及其熱處理[J].金屬熱處理,2008,33(8):6-9.
[8] 張小紅.高硬度矯直輥套的堆焊修復[J].焊工之友,2006,35(4):77-78.
[9] 段立人.硬面堆焊復合制造板軋矯直輥研究[J].武鋼技術,1998(3):10-14.
[10] 張海鷗,王超,胡邦友,等.金屬零件直接快速制造技術及發展趨勢[J].航空制造技術,2010(8): 43-46.
[11] 劉志剛.稀土合金耐磨軋輥制造工藝的研究[J].金屬熱處理,2013,38(8):109-110.
責任編輯馬彤
AdvanceResearchinStraighteningRingofHigh-speedHeavyRail
HU Jian1, ZHANG Haiou1, LU Xianzhong2, XIAO Yejun2, WANG Guilan3
(1.State Key Laboratory of Digital Manufacturing Equipment and Technology, Huazhong University of Science & Technology,Wuhan 430074, China; 2.Wuhan Iron and Steel (Group) Corp,Wuhan 430083,China;3.State Key Laboratory of Material Processing and Die & Mould Technology, Huazhong University of Science & Technology, Wuhan 430074, China)
The latest research progress of high-speed heavy rail straightening ring, using high-speed steel and semi-high-speed steel, the performance of straightening ring has been greatly improved, circle symmetry plane combination greatly improves the life of straightening ring. The manufacturing process of straightening ring from casting, forging, develop to hard facing welding, laser cladding and other new technology. The advent of plasma deposition technology and the emergence of FGM functionally gradient materials, the manufacturing technology straightening ring develop quickly. With the development of heat treatment technology, straightening ring heat treatment technology mainly for induction heating technology and overall quenching and tempering technology.
straightening ring, high-speed steel, casting, laser cladding, heat treatment
TP 30
:A
胡堅(1988-),男,碩士研究生,主要從事數字化制造和工藝等方面的研究。
2014-07-11
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52