航空發(fā)動(dòng)機(jī)典型轉(zhuǎn)子件裝配偏差建模及分析
2015-07-07 07:06:22單福平李志敏
制造業(yè)自動(dòng)化 2015年7期
關(guān)鍵詞:發(fā)動(dòng)機(jī)
單福平,李志敏,朱 彬
(1.上海交通大學(xué) 上海市復(fù)雜薄板結(jié)構(gòu)數(shù)字化制造重點(diǎn)實(shí)驗(yàn)室,上海 200240;2.中航商用航空發(fā)動(dòng)機(jī)有限責(zé)任公司,上海 201108)
0 引言
航空發(fā)動(dòng)機(jī)轉(zhuǎn)子在高溫、高壓環(huán)境中高速旋轉(zhuǎn),轉(zhuǎn)子裝配的不同心對(duì)轉(zhuǎn)子的初始不平衡量和轉(zhuǎn)靜子碰磨等具有嚴(yán)重的影響,最終會(huì)影響整機(jī)的振動(dòng)表現(xiàn)和性能表現(xiàn),因此要求轉(zhuǎn)子有非常高的裝配精度[1, 2]。以某型高壓壓氣機(jī)轉(zhuǎn)子裝配為例,要求篦齒盤后止口端面跳動(dòng)、柱面跳動(dòng)均不大于0.03mm[2]。
為了滿足裝配精度的要求,在設(shè)計(jì)及制造過程中必須考慮形位偏差的影響。而現(xiàn)有的研究工作往往將轉(zhuǎn)子裝配特有的止口結(jié)構(gòu)簡(jiǎn)化,并沒有闡明形位偏差的傳遞機(jī)理[1, 3, 4]。另外,在以往的研究中,使用最廣泛的誤差分布函數(shù)是正態(tài)分布,但這種假設(shè)并不一定有效,由于系統(tǒng)誤差、刀具磨損等各種客觀因素的存在,非正態(tài)分布、不對(duì)稱分布應(yīng)該是更為合理的選擇[5]。
針對(duì)上述問題,本文考慮航空發(fā)動(dòng)機(jī)轉(zhuǎn)子零部件特有的止口裝配結(jié)構(gòu),建立了包含尺寸偏差和形位偏差的剛性尺寸鏈模型。并進(jìn)一步結(jié)合皮爾遜分布族,研究了各偏差在不同的概率分布模型下對(duì)最終裝配質(zhì)量的影響。最后,將該方法與蒙特卡羅模擬法進(jìn)行對(duì)比,以驗(yàn)證方法的有效性。
1 尺寸鏈建模
航空發(fā)動(dòng)機(jī)轉(zhuǎn)子為回轉(zhuǎn)結(jié)構(gòu),其典型零件是盤和鼓,裝配過程就是盤和鼓的堆疊。當(dāng)零件加工制造過程中產(chǎn)生誤差時(shí),裝配后的轉(zhuǎn)子部件就會(huì)產(chǎn)生不同心度。由于轉(zhuǎn)子零件是空心的,實(shí)際測(cè)量中往往采用測(cè)量徑向跳動(dòng)來代替,如圖1右側(cè)所示。零件之間的連接方式是止口加螺栓連接,其中止口端面和柱面起定位作用,軸向均布的螺栓用于壓緊端面從而傳遞扭矩,止口為過盈配合,如圖1左側(cè)所示。

圖1 徑向跳動(dòng)測(cè)量及止口配合
假定轉(zhuǎn)子部件由n個(gè)零件裝配而成,裝配順序從下往上,在第一個(gè)零件的下止口建立全局坐標(biāo)系,規(guī)定X方向?yàn)檩S向,Y方向?yàn)閺较颉y(cè)量要求為最后一個(gè)零件的上止口圓柱面的徑向跳動(dòng)量。其中第i個(gè)零件的尺寸及偏差如圖2所示,由于軸向的尺寸偏差對(duì)測(cè)量的徑向偏移可以忽略不計(jì),故圖中沒有標(biāo)注。

圖2 第i個(gè)零件的尺寸及偏差標(biāo)注
通常裝配基準(zhǔn)的選擇應(yīng)該以較大的平面作為裝配主基準(zhǔn)面。轉(zhuǎn)子零件止口裝配處,由于柱面很短,端面面積要遠(yuǎn)大于柱面面積,所以在轉(zhuǎn)子零件的裝配過程中,止口端面為裝配主基準(zhǔn)。根據(jù)文獻(xiàn)[6]中描述的方法可知,在平面與平面配合時(shí),若其中一個(gè)平面上存在跳動(dòng)偏差,那么該偏差會(huì)引起另一個(gè)平面的平移和轉(zhuǎn)動(dòng),平移量為偏差的帶寬,轉(zhuǎn)動(dòng)角的正切值為偏差帶寬與特征長(zhǎng)度的比值。因此,止口處的跳動(dòng)偏差會(huì)導(dǎo)致零件2產(chǎn)生繞Z軸的轉(zhuǎn)動(dòng),以及垂直于配對(duì)平面的平移。由于止口端面為裝配主基準(zhǔn),并且在航空發(fā)動(dòng)機(jī)轉(zhuǎn)子的實(shí)際裝配中,通過螺栓擰緊保證了止口端面的緊密貼合,故繞Z軸轉(zhuǎn)動(dòng)的角度應(yīng)該由端面的跳動(dòng)偏差決定,如圖3所示。跳動(dòng)偏差在端面產(chǎn)生的平移方向?yàn)檩S向,對(duì)測(cè)量徑向偏移幾乎無影響,在此不作考慮。止口柱面上的跳動(dòng)偏差產(chǎn)生的平移為徑向,需要考慮。

圖3 端面跳動(dòng)引起的零件偏轉(zhuǎn)和平移
綜上所述,在止口配合中,端面上的跳動(dòng)偏差引起了裝配件繞z軸的轉(zhuǎn)動(dòng),圓柱面上的跳動(dòng)偏差引起了裝配件的徑向平移。例如的貢獻(xiàn)為同樣的,的貢獻(xiàn)機(jī)制也是如此(忽略產(chǎn)生的偏轉(zhuǎn)角的影響)。故:

以此類推,當(dāng)三個(gè)零件裝配時(shí),

當(dāng)n個(gè)零件裝配時(shí),
2 求解方法
由于機(jī)械零件在加工制造過程中存在各種各樣的系統(tǒng)誤差和隨機(jī)誤差,往往導(dǎo)致零件的尺寸與形位偏差的概率分布并非理想的正態(tài)分布。為了提高裝配精度,必須考慮概率分布類型的影響。目前普遍采用蒙特卡羅法來模擬不同的概率分布,但是蒙特卡羅法要達(dá)到較高的精度,必須模擬幾十萬乃至上百萬次,計(jì)算效率很低。故本文引入了皮爾遜分布族的方法,該方法相較于蒙特卡羅法能極大地提高計(jì)算效率。
皮爾遜分布族包括正態(tài)分布,也包括許多偏態(tài)分布,其概率密度函數(shù)f(x)決定于微分方程:


表1 皮爾遜分布類型的判別
根據(jù)皮爾遜分布族的特點(diǎn),只需要求得某一分布的前四階中心矩,即可判斷其屬于何種分布并確定概率密度函數(shù)。對(duì)于任意分布,一階中心矩恒為零;二階中心矩即方差,反映了數(shù)據(jù)的離散程度;三階中心矩與偏度系數(shù)S相關(guān),它們之間的關(guān)系為四階中心矩與峰度系數(shù)相關(guān),它們之間的關(guān)系為由于概率分布的均值、方差、偏度和峰度能夠較直觀的反映分布的形態(tài),因此,本文通過計(jì)算這四個(gè)參數(shù)來間接計(jì)算分布的前四階中心矩。各種分布類型的均值、方差、偏度系數(shù)和峰度系數(shù)的計(jì)算公式可參照文獻(xiàn)[7]。
假設(shè)各個(gè)組成環(huán)偏差為任意分布且相互獨(dú)立,則可通過組成環(huán)偏差分布的四個(gè)參數(shù)求得封閉環(huán)分布的四參數(shù)。
封閉環(huán)的分布參數(shù)計(jì)算如下:


圖4 求解與分析流程
3 實(shí)例分析
已知某型航空發(fā)動(dòng)機(jī)轉(zhuǎn)子其中兩個(gè)零件的尺寸及公差如表2所示。根據(jù)式(1)可求得誤差傳遞函數(shù)為該裝配體的徑向跳動(dòng)要求為0.03mm,即滿足。
機(jī)械加工過程中常見的分布類型有正態(tài)分布,偏態(tài)分布,均勻分布(平頂分布)等[8],我們假設(shè)組成環(huán)偏差的分布類型分別服從這幾種常見分布,設(shè)計(jì)了四種組合方式來驗(yàn)證概率分布類型對(duì)最終裝配偏差的影響,其中偏態(tài)分布使用Beta分布進(jìn)行模擬,如表3所示。
按照公式(5)~式(8)計(jì)算得到封閉環(huán)偏差分布的參數(shù)如表4所示。再使用MATLAB計(jì)算四種情況下裝配后的合格率,并與蒙特卡羅模擬(1000000次)的結(jié)果進(jìn)行對(duì)比,結(jié)果如表5所示。繪制了封閉環(huán)偏差分布曲線(本文方法)及柱狀圖(蒙特卡羅法),如圖5所示。

表2 零件尺寸及公差(單位:mm)

表3 各組成環(huán)的分布類型及參數(shù)
通過將本文方法的計(jì)算結(jié)果與蒙特卡羅模擬的結(jié)果進(jìn)行比較,可以發(fā)現(xiàn):圖5中用本文方法繪制的曲線和用蒙特卡羅法繪制的柱狀圖吻合的相當(dāng)好,表5中兩種方法計(jì)算的合格率誤差也不超過0.5%,證明本文提出的方法與蒙特卡羅法精度相當(dāng)。而本文方法只需計(jì)算一次,蒙特卡羅法需
要計(jì)算一百萬次,本文方法極大地提升了計(jì)算效率。
另外從圖表中還可以看出:當(dāng)組成環(huán)的公差帶不變,而分布類型發(fā)生變化時(shí),封閉環(huán)的分布形態(tài)與零件裝配的合格率會(huì)有相當(dāng)大的變化,在本文的四組實(shí)驗(yàn)中合格率最大變化超過了50%。
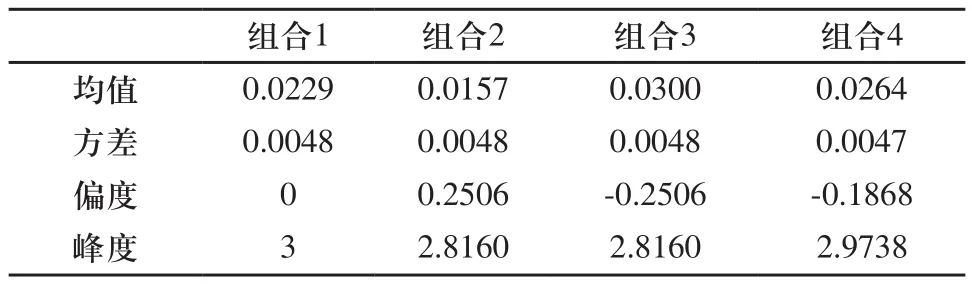
表4 封閉環(huán)偏差分布參數(shù)

表5 四種組合的合格率對(duì)比
4 結(jié)論
本文闡明了形位偏差在航空發(fā)動(dòng)機(jī)典型轉(zhuǎn)子件止口裝配過程中的傳遞機(jī)理,建立了一般化的尺寸鏈模型。
通過實(shí)驗(yàn)對(duì)比,本文介紹的方法與蒙特卡羅模擬一百萬次的計(jì)算精度相當(dāng),并且計(jì)算效率要遠(yuǎn)遠(yuǎn)高于蒙特卡羅法。
將實(shí)際制造過程中經(jīng)常出現(xiàn)的偏態(tài)分布與正態(tài)分布的假設(shè)進(jìn)行對(duì)比,計(jì)算結(jié)果表明零件制造偏差的概率分布類型對(duì)最終裝配偏差有很大的影響,傳統(tǒng)的正態(tài)分布假設(shè)無法還原真實(shí)情況。因此,在航空發(fā)動(dòng)機(jī)轉(zhuǎn)子設(shè)計(jì)階段必須結(jié)合實(shí)際的加工工藝確定偏差的分布形態(tài),才能使得設(shè)計(jì)結(jié)果更加合理。
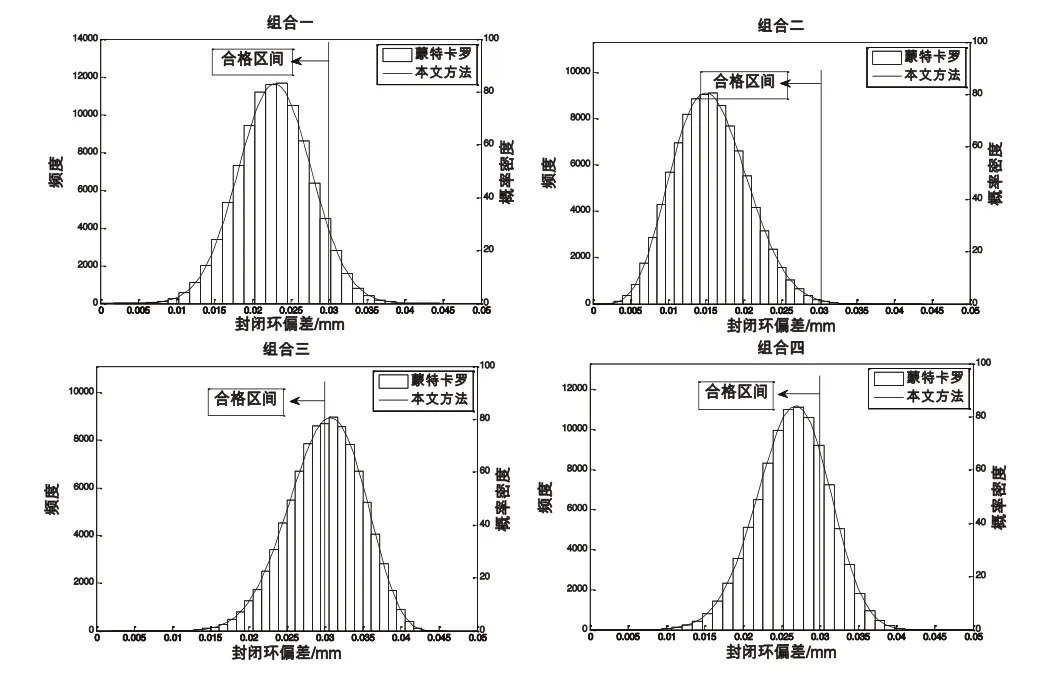
圖5 封閉環(huán)偏差分布曲線及柱狀圖
[1]劉君,吳法勇,王娟.航空發(fā)動(dòng)機(jī)轉(zhuǎn)子裝配優(yōu)化技術(shù)[J].航空發(fā)動(dòng)機(jī).2014, 40(3):75-78.
[2]史新宇,呂玉紅,吳法勇.整機(jī)裝配階段的同心度測(cè)量研究現(xiàn)狀綜述[A].中國(guó)科協(xié)年會(huì): 航空發(fā)動(dòng)機(jī)設(shè)計(jì)、制造與應(yīng)用技術(shù)研討會(huì) [C]:2013.
[3]王晶,石宏,黃笑飛,等.基于蒙特卡羅模擬法的航空發(fā)動(dòng)機(jī)裝配公差分析[J].沈陽航空工業(yè)學(xué)院學(xué)報(bào).2010,27(4):8-11.
[4]Hussain T, Yang Z,Popov A A,et al.Straight-Build Assembly Optimization: A Method to Minimize Stage-by-Stage Eccentricity Error in the Assembly of Axisymmetric Rigid Components (Two-Dimensional Case Study)[J].Journal of Manufacturing Science and Engineering.2011, 133(3):31014.
[5]楊慕升.統(tǒng)計(jì)公差技術(shù)及其在制造過程質(zhì)量控制中的應(yīng)用研究[D].南京理工大學(xué),2009.
[6]Chase K W, Gao J,Magleby S P.Including geometric feature variations in tolerance analysis of mechanical assemblies[J].1996.
[7]Johnson N L, Kotz S, Balakrishnan N.Continuous Univariate Distributions; Volume 1[J].1994.
[8]盧秉恒.機(jī)械制造技術(shù)基礎(chǔ)[M].北京:機(jī)械工業(yè)出版社, 2005.
猜你喜歡
汽車維修與保養(yǎng)(2021年8期)2021-02-16 00:28:30
汽車維修與保養(yǎng)(2021年8期)2021-02-16 00:28:18
汽車維修與保養(yǎng)(2020年11期)2020-06-09 05:42:06
民用飛機(jī)設(shè)計(jì)與研究(2019年2期)2019-08-05 01:33:40
汽車維護(hù)與修理(2016年3期)2016-02-28 13:16:54
汽車維修與保養(yǎng)(2015年1期)2015-04-17 03:25:30
汽車與新動(dòng)力(2015年1期)2015-02-27 12:11:01
汽車與新動(dòng)力(2014年6期)2014-02-27 12:10:49
汽車與新動(dòng)力(2014年5期)2014-02-27 12:10:41
汽車與新動(dòng)力(2014年2期)2014-02-27 12:10:15
