電子組裝過程中的可制造性設計
2015-07-04 01:42:06劉江濤周岐荒胡少云
電子工業專用設備 2015年10期
鮮 飛,劉江濤,周岐荒,胡少云,楊 巍
(武漢華中數控股份有限公司,湖北武漢430223)
對電子產品而言,一是高效率、低成本的制造性,即電子產品的可制造性問題;二是電子產品的質量與可靠性問題,可制造性問題是制造廠家關注的重點,而電子產品的質量與可靠性問題則是客戶評價產品的主要標準。在電子產品競爭越來越激烈的今天,越來越多的公司開始關注電子產品的可靠性問題,因為提高產品的質量與可靠性也就是提高客戶的滿意度、增加產品的競爭力。而對產品可靠性影響最大的就是電子產品的可制造性設計(Design For Manufacture,簡稱DFM)。DFM 是面向并行工程的一種設計方法,即產品設計與工藝設計并行進行的一種設計方法。隨著工業生產的發展,設備和產品的功能與結構日趨復雜,產品設計在整個生命周期內占有越來越重要的位置,DFM 是在設計階段盡早考慮與制造有關的約束,全面評價產品設計和工藝設計,并提供改進的反饋信息,及時改進設計,保證產品設計、工藝設計、制造一次成功,以達到降低產品成本,提高產品質量,縮短產品開發周期的目的。因此開發產品DFM 方面的研究具有重要的意義。本文將就電子產品組裝過程中需考慮的可制造性設計因素進行闡述,希望能對相關工程設計人員有所幫助。
1 生產工藝路線中各工序的可制造性設計考慮
在電子產品組裝過程中,要保證產品生產質量從始至終無缺陷是很困難的,這是由于工序眾多,無法保證每個工序不出現些許差錯,但可以通過措施將缺陷控制在一個可以接受的范圍內,這除了現場工藝控制外,設計因素也非常關鍵。一個典型的電子組裝過程包括:焊膏印刷、貼片、回流焊、波峰焊、測試等,下面逐一對這些工序要考慮的設計因素進行介紹:
1.1 焊膏印刷
焊膏印刷是SMT 工藝中的第一道工序,通過使用印刷機將焊膏從網板開孔中漏印到PCB 焊盤上。據統計60%~70%焊接缺陷是由焊膏印刷不良造成的。要實現高品質焊膏印刷除了要考慮焊膏選擇、焊膏印刷參數外,對PCB 板設計加工也提出了具體要求,在PCB 設計時要考慮以下因素:
(1)焊盤設計加工的考慮。焊盤表面平整,且加工為正公差。這主要是為了實現良好的焊錫平整漏印在焊盤上,并且避免焊膏印刷到焊盤之外形成錫珠或者連焊;
(2)PCB 板加工考慮。要注意板面清潔和平整,PCB 板對角線兩點翹曲不超過5‰;
(3)綠油設計考慮。綠油不高于SMT 焊盤,并且不涂敷到焊盤之上,見圖1。
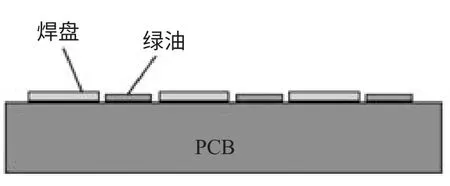
圖1 綠油不高于SMT 焊盤
1.2 貼片
貼片工藝技術是SMT 產品組裝生產中的關鍵工序。SMC/SMD(表面貼裝元器件)貼裝一般采用貼片機自動進行。貼片機是SMT 產品組裝生產線中的核心設備,也是SMT 的關鍵設備,決定著SMT 產品組裝的自動化程度。貼片的主要動作包括基板定位、元件拾取、元件定位、元件貼片等,要實現高品質的貼片質量和貼片效率,對PCB 板設計也提出了具體要求:
(1)夾持邊。上下各3 或5 mm,其中無元件、焊盤、電路等。
(2)基準。基準設計對于高精度貼片十分關鍵,至少有2 個基準,位于PCB 對角線上,距離越遠越好,推薦設計3 個基準,可處理PCB X 或Y方向形變造成的偏差。基準設計一般使用1 或1.5 mm 實心圓焊盤等標準圖形,為便于識別,在標記周圍應該有一塊沒有其它電路特征或標記的空曠區(至少2 倍于焊盤直徑,圖2是我司基準設計要求),基準焊盤表面平整,在基準點的下方(基板背后或內層)設置背景銅箔增大反差便于貼片機識別,如圖3所示。
(3)基板平整。PCB 對角線兩點翹曲不超過5‰。
(4)不同高度元件避免設計過近,以防止吸嘴下降時碰撞到大尺寸元件造成飛件,見圖4所示。
(5)相似元件盡量以同樣方向相鄰布局在一起(見圖5),這可以讓貼片機吸嘴在放置元件時移動距離最短,并且不用調整貼裝角度,最大程度提高貼片效率。
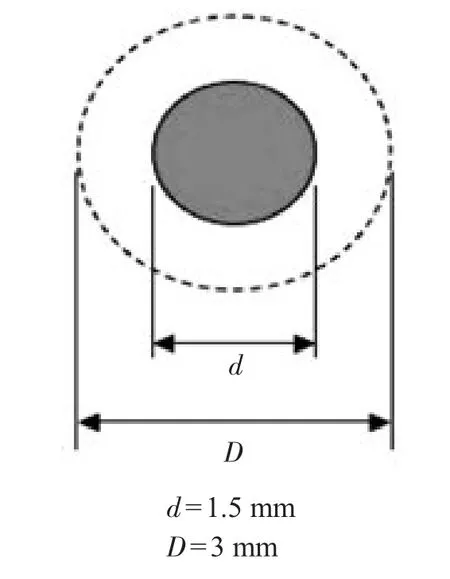
圖2 我司基準設計要求
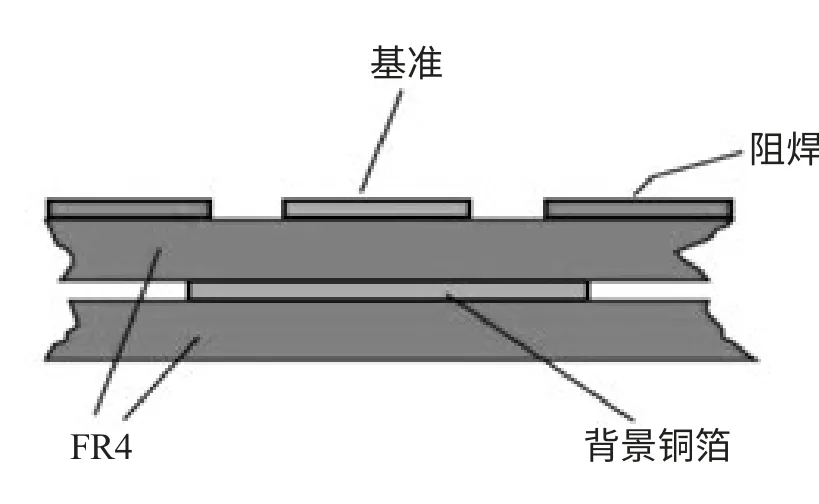
圖3 背景銅箔增大反差
1.3 回流焊
回流焊是指已貼裝好的PCBA 通過再流焊爐完成群焊的工藝過程,回流焊是SMT 工藝的重要過程,其對設計提出以下要求:
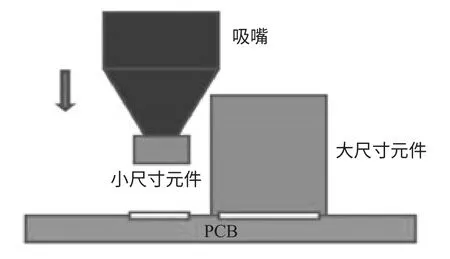
圖4 貼片干涉
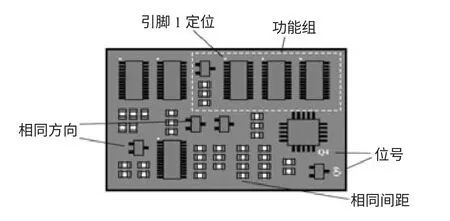
圖5 相似貼片元件布局
(1)焊盤尺寸設計。一般貼片元件在長度方向上焊盤兩側都應略大于元件焊端或引線的尺寸(見圖6),以保證焊點有一定的機械強度,并易于用目測方法檢驗焊點質量。在寬度方向上對于貼片電阻這樣焊端只有1 面或者3 面的元件焊盤推薦與元件焊端寬度一致,最大不超過元件焊端寬度的1.1倍,而對于電容這樣焊端有5 面的元件焊盤寬度可略大于焊端寬度,但也不超過焊端寬度的1.1倍,以保證在焊端側面也形成焊縫(filllet),增強焊點連接機械強度。

圖6 焊盤在長度方向兩側都應略大于焊端或引線尺寸
(2)元器件分布應盡可能均勻,大質量器件再流焊時熱容量較大,因此布局上過于集中容易造成局部溫度低而導致假焊。
(3)針對雙面貼片PCB,焊接面不要分布大質量、大尺寸元件,避免二次回流時掉件。
(4)PCB 內層均勻覆銅,避免回流翹曲。
(5)避免在表面安裝焊盤以內,或在距表面安裝焊盤0.4 mm 以內設置導通孔,以防止回流時焊錫從孔中流走造成焊錫少。如無法避免,須用阻焊劑將焊料流失通道阻斷。正確設計導通孔和焊盤之間應有一段涂有阻焊膜的細線相連,細線的長度應大于0.4 mm,寬度小于0.4 mm,見圖7。
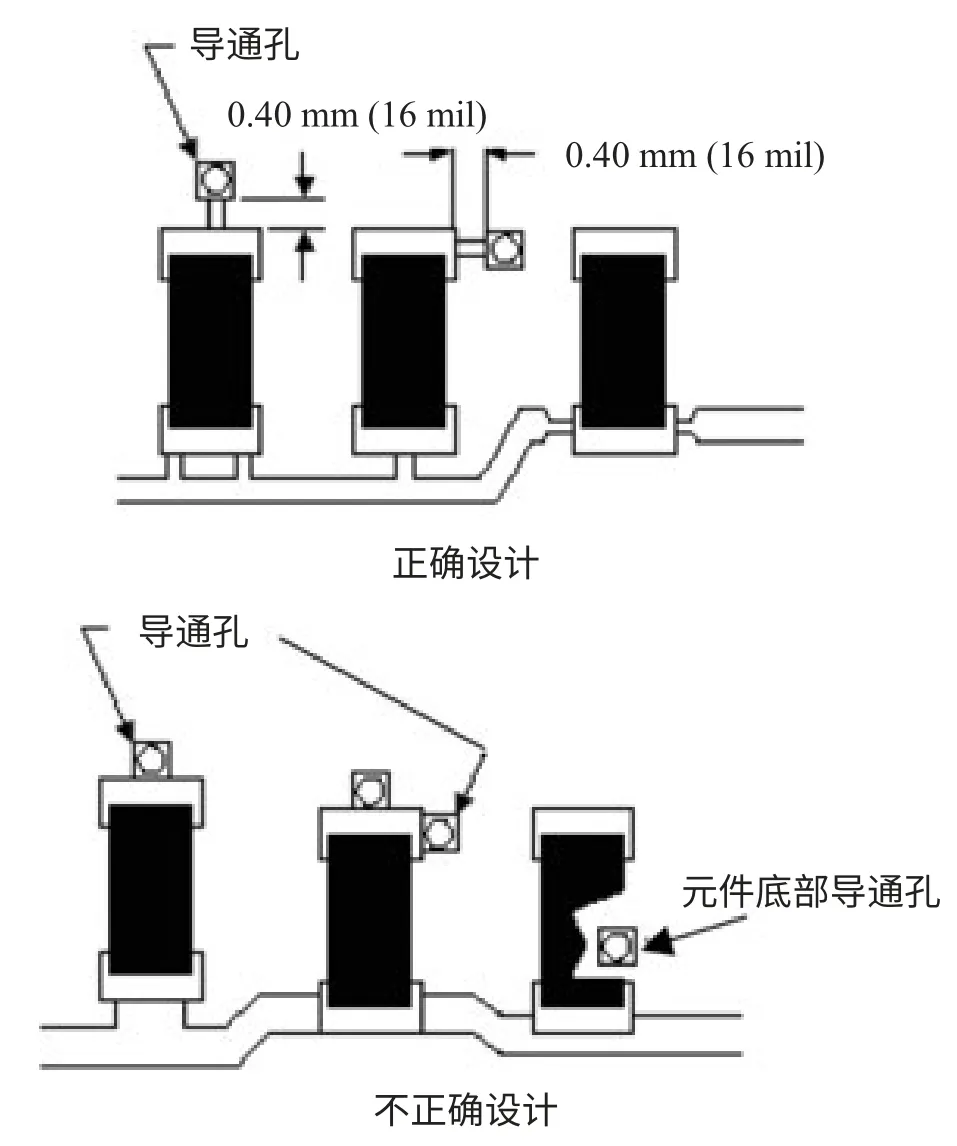
圖7 表面安裝焊盤導通孔設計
(6)焊盤的圓角處理。對焊盤作這種特殊處理,可提高焊膏的印刷和潤濕能力,見圖8。
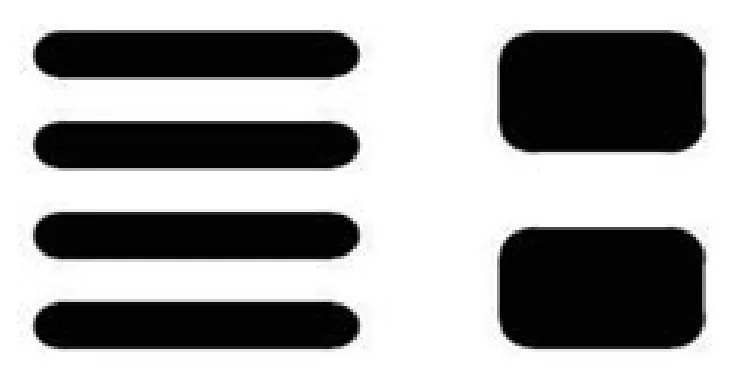
圖8 焊盤的圓角處理
1.4 波峰焊
波峰焊是將熔化的焊料,經電動泵或電磁泵噴流成設計要求的焊料波峰,使預先裝有電子元器件的PCB 板通過焊料波峰,實現元器件焊端或引腳與線路板焊盤之間機械與電氣連接的軟釬焊。波峰焊是一種傳統焊接工藝,已經存在幾十年。在波峰焊中需要考慮的設計因素有:
(1)過孔大小。IPC-610E 標準要求焊錫在通孔中至少爬升75%以上是可靠的,推薦100%,見圖9。焊錫在通孔內的爬升就是浸潤液體在細管內爬升的毛細現象。為達到這個爬升標準,通孔大小的合理設計非常關鍵,過大或過小都無法爬升,推薦插件焊盤通孔比元件引線寬0.2~0.4 mm 最有利于焊錫的爬升。
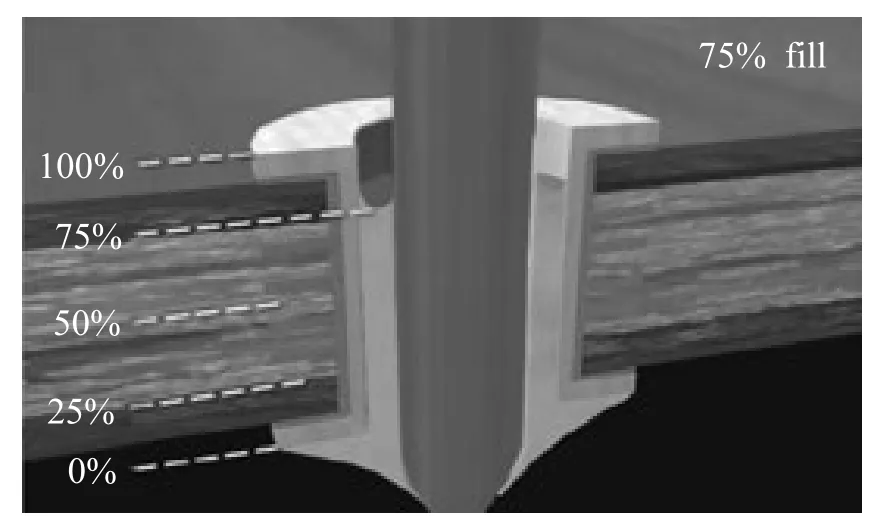
圖9 通孔元件引腳焊錫爬升高度
(2)對于具有較高引腳數的器件如接線座或扁平電纜,應使用橢圓形焊盤而不是圓形以防止波峰焊時出現錫橋,也有利于焊錫的潤濕,見圖10。

圖10 橢圓形焊盤設計有利于減少錫橋
(3)相似的元件在板面上應以相同的方式排放。這樣一旦出現極性錯誤可以很容易被發現。
(4)機械安裝孔設計。如果沒有接地的考慮,內孔應采用非金屬化設計,避免過波峰焊時被焊錫堵住。
1.5 紅膠工藝
紅膠工藝是針對焊接面同時有簡單貼片元件和插件元件焊點的一種混裝焊接工藝技術,首先利用紅膠先粘住貼片元件,過回流焊固化,然后翻面插入插件元件過波峰焊。針對紅膠工藝需要考慮的設計因素有:
(1)元件布局。波峰焊只能焊接0603 及以上尺寸的片式阻容﹑SOT﹑SOIC(引腳間距≥1 mm且高度小于2.0 mm)。分布在焊接面的元器件,引腳的方向宜垂直于波峰焊接時PCB 的傳送方向,以保證元器件兩邊的焊端或引線同時被浸焊,如圖11。當采用波峰焊接SOIC 等多腳元件時,應于錫流方向最后兩個(每邊各1)焊腳處設置竊錫焊盤,防止連焊;
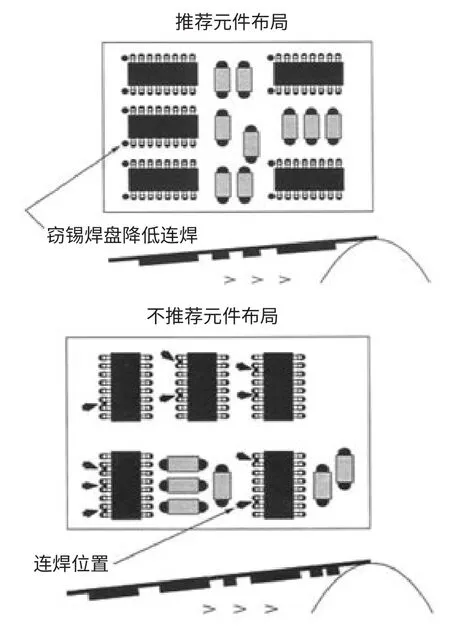
圖11 焊接面推薦貼片元件布局
(2)遮蔽效應。遮蔽效應(也稱焊接陰影)就是波峰焊接時由于較高的元件或物體阻擋錫波無法接觸到焊盤形成虛焊,如圖12。
圖12 遮蔽效應造成虛焊
要避免遮蔽效應,焊接工藝可以采用雙波峰,可有效解決遮蔽效應造成的虛焊,同時在PCBA設計時注意以下幾點:
·合適的焊盤尺寸。比回流焊盤長,以便錫波接觸到被遮擋的焊盤,見圖13;
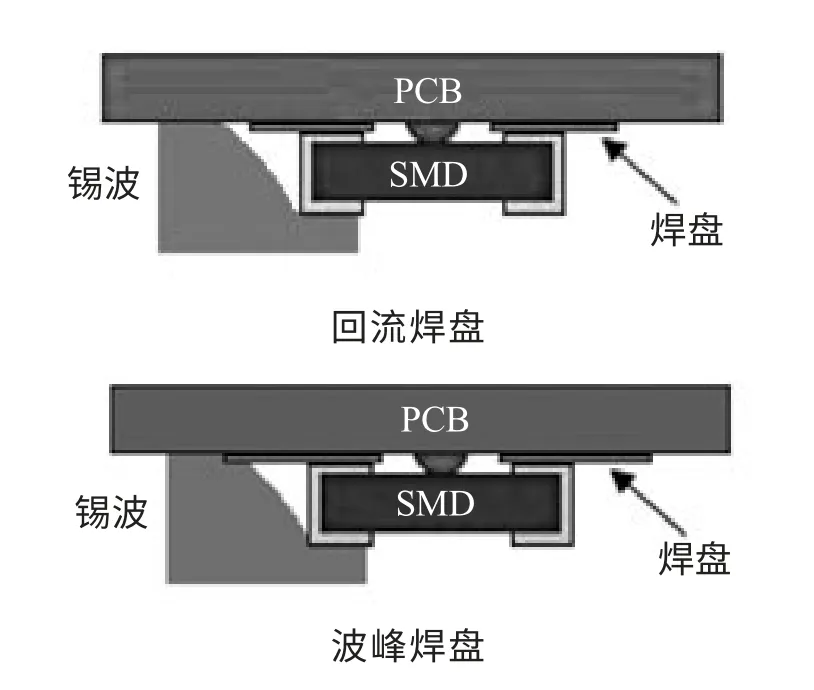
圖13 延長的焊盤可避免遮蔽效應
·合適的元件間距。相鄰元件間的間距應滿足波峰焊接的要求以避免遮蔽效應,要求大于器件高度;
·元件分布。焊接面不能分布太高的貼片元件(高度小于2.0 mm),避免波峰焊時對臨近元件造成遮蔽。
1.6 屏蔽波峰焊
屏蔽波峰焊也是針對焊接面同時有貼片元件和插件元件焊點的一種混裝焊接工藝技術,通過使用屏蔽模具遮蔽貼片元件來實現對PCB 板焊接面插裝引線的波峰焊接。與采用紅膠工藝時焊接面只能分布簡單貼片元件不同,屏蔽波峰焊可應對焊接面分布有復雜貼片元件的板卡。采用屏蔽波峰焊時同樣對設計提出了具體要求:
(1)焊接面貼片元件與插件焊點相距至少在2 mm 以上,以避免產生遮蔽效應;
(2)焊接面貼片元件高度不超過10 mm,以避免較深的開孔造成遮蔽效應,見圖14。
1.7 板卡測試

圖14 較深和較小的開孔容易造成遮蔽效應
在板卡完成組裝后需要對單板進行測試,目前針對板卡測試主要有ICT 測試和功能測試,一般都是通過測試探針接觸PCBA 測試點采集測試數據,針對測試的考慮主要是測試點的設計,包括以下幾點:
(1)針對ICT 測試點布局設計,要求將元件面的SMC/SMD 測試點通過過孔引到焊接面,過孔直徑應大于1 mm。這樣可使在線測試采用單面針床來進行測試,從而降低了在線測試成本。針對維修測試點布局設計,可設置在元件面;
(2)測試點的測試盤直徑為≥準0.5 mm(20 mil),推薦設計 準1.0 mm(40 mil);
(3)一般測試點在6.45 cm2(1 平方英寸)內最多設計30 個;
(4)通過延伸線在元器件引線附近設置測試焊盤或利用過孔焊盤測試節點,如圖15,測試節點嚴禁選在元器件的焊點上,這種測試可能使虛焊節點在探針壓力作用下擠壓到理想位置,從而使虛焊故障被掩蓋,發生所謂的“故障遮蔽效應”。由于探針因定位誤差引起的偏晃,可能使探針直接作用于元器件的端點或引腳上而造成元器件損壞。
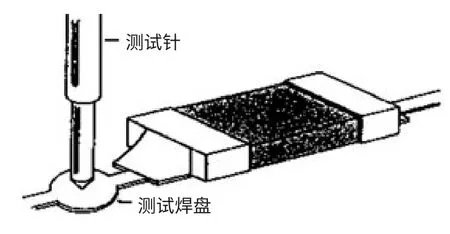
圖15 推薦測試點設計
2 結束語
以上是一些電子組裝過程中應考慮的設計要點,在面向電子組裝的PCBA 可制造性設計中,還有相當多的細節要求,比如合理的安排與結構件的配合空間﹑合理的分布絲印的圖形和文字﹑散熱設計、EMC 設計、恰當分布較重或發熱較大的器件位置﹑應力較大處元件布局、考慮在使用拉鉚﹑壓鉚工藝安裝聯接器等器件時,工模具與附近所分布元件的干涉等等,這都是在設計階段所應考慮的問題。電子產品的DFM 設計在產品開發設計過程中雖不是最關鍵部分,但它對產品生產質量、生產效率等起著至關重要的作用。若設計不當,生產將根本無法實施或效率很低,產品質量和可靠性也受到嚴重影響。因此希望設計者務必注意本文所提出的幾個要求,使得所設計的電子產品達到性能最佳、質量最優。
[1]吳懿平,鮮飛.電子組裝技術[M].武漢:華中科技大學出版社,2006.
[2]張文典.實用表面組裝技術(第二版)[M].北京:電子工業出版社,2006.
[3]鮮飛.表面安裝PCB 設計工藝[J].電子與封裝,2004(1):28-33.
[4]鮮飛.通孔插裝PCB 的可制造性設計[J].印制電路信息,2005(4):24-25.
[5]鮮飛.表面貼裝PCB 的可制造性設計[J].印制電路信息,2005(4):26-29.
[6]陳理,曹坤林.SMT 印制板設計質量的審核[J].電子工藝技術,2001,21(1):20-23.
[7]張文杰.DFM:優化整合整個電子制造過程中的有效方法[J].新電子工藝,2007(6):8-18.
[8]陳正浩.電路的可制造性設計[J].新電子工藝,2007(6):20-24.
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
