晶圓超精密磨削加工表面層損傷的研究
2015-07-04 03:29:08張文斌張敏杰
電子工業(yè)專(zhuān)用設(shè)備 2015年5期
張文斌,高 岳,張敏杰
(北京中電科電子裝備有限公司,北京100176)
IC 所用的材料主要是硅、鍺和砷化鎵等,其中硅器件占世界上出售的所有半導(dǎo)體器件的90%以上,半導(dǎo)體硅已成為生產(chǎn)規(guī)模最大、單晶直徑最大、生產(chǎn)工藝最完善的半導(dǎo)體材料,它是固態(tài)電子學(xué)及相關(guān)的信息技術(shù)的重要基礎(chǔ)。因此,可以說(shuō)IC 的發(fā)展離不開(kāi)晶體完整、高純度、高精度、高表面質(zhì)量的硅晶片。
硅片表面層質(zhì)量直接影響著器件的性能、成品率以及壽命,隨著IC 制造技術(shù)的飛速發(fā)展,為了提高IC 的集成度,要求硅片的刻線(xiàn)寬度越來(lái)越細(xì)。相應(yīng)地,對(duì)硅片表面層質(zhì)量的要求也日益增高,即要求硅片表面高度平整光潔,幾何尺寸均勻,有精確的定向,表面層無(wú)任何的損傷。從硅單晶錠到單晶硅片需要一系列的機(jī)械和化學(xué)加工過(guò)程,如切、磨、拋等。在硅片切割、研磨、磨削等加工過(guò)程中會(huì)不可避免地在硅片表面產(chǎn)生微劃痕、微疵點(diǎn)、微裂紋、殘余應(yīng)力、晶格畸變等加工損傷。然而,硅片加工表面層損傷及加工表面層物理化學(xué)性質(zhì)的任何微小變化都會(huì)導(dǎo)致器件成為廢品,因此,硅片表面層損傷是評(píng)價(jià)硅片加工質(zhì)量的一個(gè)重要指標(biāo)。研究和提高硅片加工工藝,從而獲得無(wú)損傷的硅片表面是大規(guī)模集成電路向更高一級(jí)發(fā)展的關(guān)鍵問(wèn)題之一。
隨著硅片尺寸的增大,超精密磨削技術(shù)得到了大力度的研究。其中,具有低損傷、高精度、高效率等優(yōu)點(diǎn)的硅片自旋轉(zhuǎn)磨削技術(shù)正逐步取代傳統(tǒng)的研磨技術(shù),成為拋光硅片加工和圖形硅片背面減薄的主流加工技術(shù)。然而,自旋轉(zhuǎn)磨削加工會(huì)不可避免地給硅片表面層帶來(lái)?yè)p傷,該損傷會(huì)影響后續(xù)工序的加工時(shí)間,減小硅片磨削表面層損傷深度可以減少昂貴的后續(xù)化學(xué)機(jī)械拋光(Chemical Mechanical Polishing,CMP)工序的拋光時(shí)間,提高加工效率。
本文旨在研究硅片自旋轉(zhuǎn)磨削表面層損傷的特征、分布規(guī)律及其形成原因,提出減小硅片磨削表面層損傷深度的工藝措施。該研究能夠?yàn)樘岣吖杵ハ鞅砻鎸淤|(zhì)量,為減少后續(xù)拋光工序的拋光時(shí)間,為實(shí)現(xiàn)代替研磨省去拋光前腐蝕過(guò)程提供指導(dǎo)。從而對(duì)最終實(shí)現(xiàn)硅片的高精度、高效率、無(wú)損傷、超光滑表面的加工有著重要的指導(dǎo)意義。
1 晶圓減薄機(jī)工藝過(guò)程和原理
1.1 晶圓減薄機(jī)工藝過(guò)程
硅片背面磨削一般分為粗磨和精磨。在粗磨階段,采用粒度46#~500# 的金剛石砂輪,軸向進(jìn)給速度為100~500 mm/min,磨削深度較大,一般為0.5~1 mm。目的是迅速地去除硅片背面絕大部分的多余材料(加工余量的90%)。精磨時(shí),加工余量幾微米直至十幾微米,采用粒度2000#~4000#的金剛石砂輪,軸向進(jìn)給速度為0.5~10 mm/min。主要是消除粗磨時(shí)形成的損傷層,達(dá)到所要求的厚度,在精磨階段,材料以延性域模式去除,硅片表面損傷明顯減小。
1.2 晶圓減薄機(jī)磨削原理
當(dāng)前主流晶圓減薄機(jī)的整體技術(shù)采用了In-feed 磨削原理設(shè)計(jì)。為了實(shí)現(xiàn)晶圓的延性域磨削,提高減薄質(zhì)量,通過(guò)減小砂輪軸向進(jìn)給速度實(shí)現(xiàn)微小磨削深度,因此,要求設(shè)備的進(jìn)給運(yùn)動(dòng)分辨率小于0.1 μm,進(jìn)給速度最小1 μm/min。另外,為了提高減薄工藝的效率,進(jìn)給系統(tǒng)在滿(mǎn)足低速進(jìn)給的前提下,要盡可能實(shí)現(xiàn)高速返回(見(jiàn)圖1)。
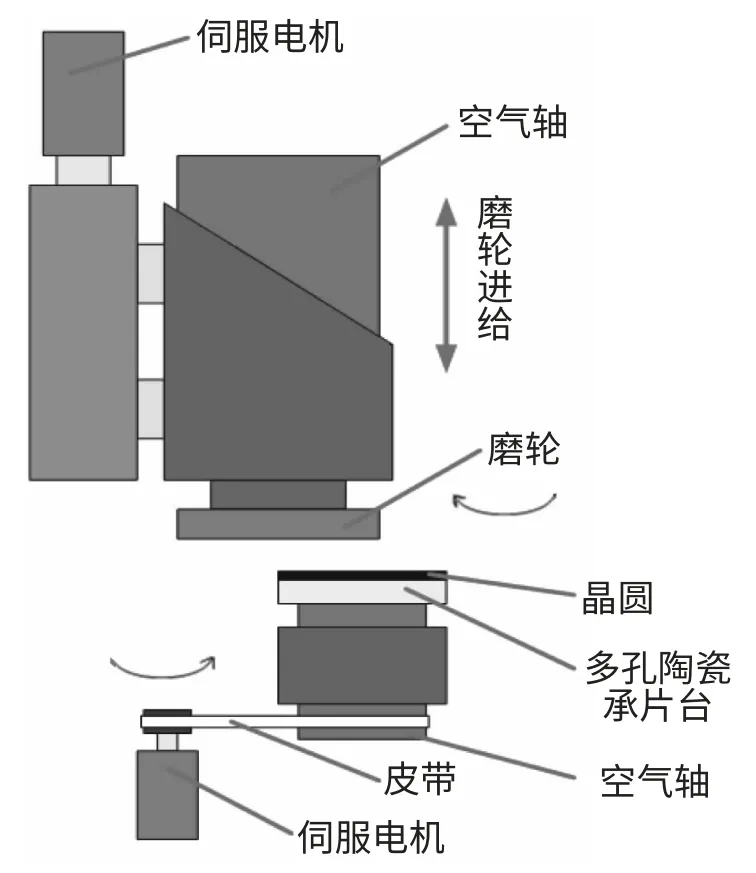
圖1 晶圓減薄原理示意圖
2 實(shí)驗(yàn)研究
研究磨削參數(shù)(砂輪粒度、砂輪轉(zhuǎn)速n1、工作臺(tái)轉(zhuǎn)速n2和砂輪進(jìn)給速度f(wàn) 等) 對(duì)損傷深度的影響規(guī)律及降低硅片損傷深度有一定的指導(dǎo)意義。為了得到磨削參數(shù)對(duì)硅片表面損傷深度的影響規(guī)律,磨削實(shí)驗(yàn)用北京中電科JB-802 全自動(dòng)晶圓減薄機(jī)進(jìn)行(見(jiàn)圖2)。

圖2 JB-802 全自動(dòng)晶圓減薄機(jī)
2.1 工藝操作步驟
為了研究砂輪粒度、砂輪進(jìn)給速度、砂輪轉(zhuǎn)速、工作臺(tái)轉(zhuǎn)速對(duì)硅片的表面損傷深度的影響規(guī)律,分別對(duì)它們進(jìn)行試驗(yàn)研究。取40 片200 mm(8 英寸)晶片,4 片1 組,分10 組,運(yùn)行自動(dòng)磨削過(guò)程。
2.2 砂輪粒度對(duì)損傷深度的影響
硅片磨削過(guò)程中通常先用粗砂輪進(jìn)行粗磨,用來(lái)快速去除材料并使硅片達(dá)到一定的表面平整度,然后用細(xì)砂輪精磨以獲得較好的表層質(zhì)量,盡可能減少后續(xù)拋光工序的拋光時(shí)間,降低成本。
為了分析砂輪粒度對(duì)損傷深度的影響,對(duì)#325(4 片)、#600(4 片)、#2000(4 片)和#3000(4 片)砂輪磨削硅片的損傷深度進(jìn)行檢測(cè),損傷深度結(jié)果如表1 所示。
砂輪粒度與損傷深度的關(guān)系如圖3 所示。

表1 不同砂輪磨削硅片的損傷深度
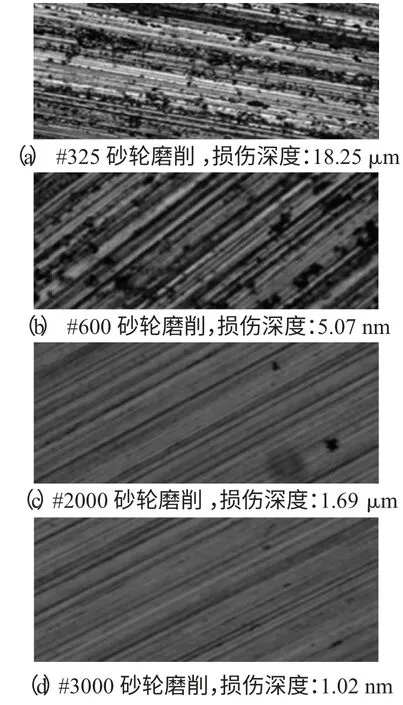
圖3 砂輪粒度與損傷深度的關(guān)系
2.3 砂輪轉(zhuǎn)速、工作臺(tái)轉(zhuǎn)速及砂輪進(jìn)給率對(duì)損傷深度的影響
由于#2000 砂輪磨削硅片的損傷檢測(cè)相對(duì)較容易且誤差小,在研究砂輪轉(zhuǎn)速、工作臺(tái)轉(zhuǎn)速和砂輪進(jìn)給率對(duì)損傷深度的影響時(shí)都選用#2000 砂輪磨削硅片。首先對(duì)砂輪轉(zhuǎn)速、工作臺(tái)轉(zhuǎn)速和砂輪進(jìn)給率對(duì)損傷深度的影響進(jìn)行單因素實(shí)驗(yàn)分析,不同參數(shù)下加工硅片的損傷深度結(jié)果分別如表2~表4 所示。

表2 不同砂輪轉(zhuǎn)速下硅片的損傷深度
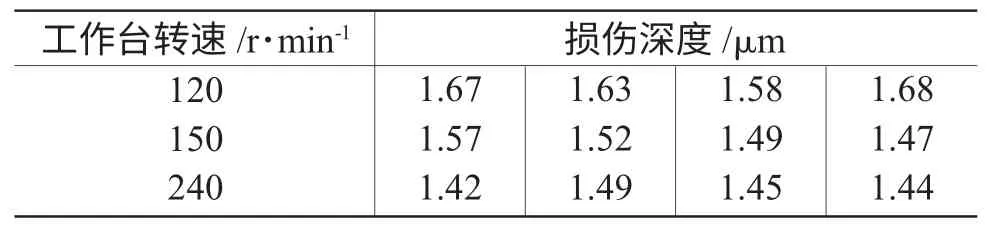
表3 不同工作臺(tái)轉(zhuǎn)速下硅片的損傷深度

表4 不同砂輪進(jìn)給率下硅片的損傷深度
僅改變砂輪進(jìn)給率的大小,其它磨削參數(shù)均不變,損傷深度值如表4 所示。當(dāng)其它磨削參數(shù)不變時(shí),硅片的損傷深度隨著砂輪進(jìn)給率的增大而增大,且損傷深度值增大的很快。因?yàn)樯拜嗊M(jìn)給率增大而轉(zhuǎn)速不變時(shí),砂輪磨削深度增大,從而對(duì)硅片表面的切削力和擠壓力也增大,單位時(shí)間內(nèi)去除的材料增多,材料脆性斷裂的趨勢(shì)增大,因此損傷深度也增大。因此,為了減小硅片的損傷深度,就要在一定范圍減小砂輪進(jìn)給率,不過(guò)這樣會(huì)降低材料去除率,延長(zhǎng)了加工時(shí)間,增加成本,所以在選擇磨削參數(shù)時(shí),要綜合考慮這兩方面的因素。
2.4 結(jié)果分析
為了研究砂輪粒度、砂輪進(jìn)給速度、砂輪轉(zhuǎn)速、工作臺(tái)轉(zhuǎn)速對(duì)硅片表面損傷深度的影響規(guī)律,分別對(duì)它們進(jìn)行試驗(yàn)研究。
通過(guò)實(shí)驗(yàn)得出如下結(jié)論:
(1)磨削參數(shù)對(duì)硅片的損傷深度影響程度由大到小依次為砂輪粒度、砂輪進(jìn)給速度、砂輪轉(zhuǎn)速和工作臺(tái)轉(zhuǎn)速。隨著砂輪粒度的減小,硅片的損傷深度減小。當(dāng)其它磨削參數(shù)不變時(shí),硅片的損傷深度隨著砂輪進(jìn)給率的增大而增大,隨著砂輪轉(zhuǎn)速的增大而減小,隨著工作臺(tái)轉(zhuǎn)速的增大而減小。
(2)為了減小硅片磨削后的損傷深度,應(yīng)盡量減小磨削砂輪的粒度并提高砂輪粒度分布的均勻性,在一定范圍內(nèi)減小砂輪進(jìn)給率、增大砂輪轉(zhuǎn)速和工作臺(tái)轉(zhuǎn)速。因此,在選定磨削參數(shù)時(shí),要結(jié)合材料去除率、損傷深度、表面粗糙度等指標(biāo)的具體要求,參照磨削參數(shù)對(duì)損傷的影響規(guī)律,在合適的范圍內(nèi)選取適當(dāng)?shù)哪ハ鲄?shù)。
3 結(jié) 論
綜上所述,研究硅片磨削表面層損傷機(jī)理及磨削加工參數(shù)對(duì)硅片損傷深度的影響規(guī)律,可以為減小硅片損傷深度,提高硅片磨削加工表面層質(zhì)量,減少后續(xù)拋光時(shí)間,甚至為實(shí)現(xiàn)以磨代拋提供理論依據(jù)。
[1] 田業(yè)冰,郭東明,康仁科,金洙吉. 大尺寸硅片自旋轉(zhuǎn)磨削的試驗(yàn)研究[J]. 金剛石與磨料模具工程,2004,28(9):12-15.
[2] 柳濱.晶片減薄技術(shù)原理概況[J].電子工業(yè)專(zhuān)用設(shè)備.2005,34(6):22-25.
猜你喜歡
體育科技文獻(xiàn)通報(bào)(2022年3期)2022-05-23 13:46:54
天津外國(guó)語(yǔ)大學(xué)學(xué)報(bào)(2021年3期)2021-08-13 08:32:18
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
科技傳播(2019年22期)2020-01-14 03:06:54
民用飛機(jī)設(shè)計(jì)與研究(2019年4期)2019-05-21 07:21:24
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年6期)2019-01-08 02:43:04
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年12期)2018-08-26 06:03:48
