電機定轉子多工位級進模設計
2015-07-01 09:31:58魏高軍高俊宇
鍛壓裝備與制造技術 2015年3期
魏高軍,高俊宇
(中山市中等專業學校,廣東 中山528458)
1 引言
多工位精密級進模是在普通級進模的基礎上發展起來的一種精密、高效、長壽命的模具,其工位數可多達幾十個,不同的沖壓工序分別按一定次序排列,坯料按步距間歇移動,在等距離的不同工位上完成不同的沖壓工序,經逐個工位沖制后,得到一個完整零件(或半成品)。無論沖壓零件的形狀如何復雜、沖壓工序如何多,均可用一副多工位級進模沖制完成。電機定轉子片形狀比較復雜,生產批量大,受模具強度或加工能力的限制不能在一個工位上完成全部沖壓,因而可采用分工序的級進模。通過電機定轉子片級進模具設計可以在一副模具內自動完成沖壓成形、扭槽、回轉、疊鉚、分組等高難度的技術功能,直接形成鐵芯組件,實現高精度鐵芯的大批量、自動化生產。
2 工藝分析及排樣設計
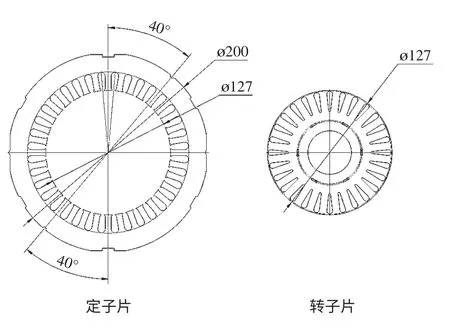
圖1 定子片和轉子片結構簡圖
如圖1 所示為某空調壓縮機電機定、轉子沖片示意圖。壓縮機的轉子片結構簡單,由28 個槽形和中心軸孔組成;定子由36 個槽形孔材料和一個中心孔。電動機定子片、轉子片可以用一模兩片套裁并采用自動疊鉚方式沖出,就是最后沖出的可以是定子鐵芯和轉子鐵芯。材料選用冷軋硅鋼片,厚度0.50mm,料寬204mm,步距202mm。
排樣時,使沖裁中心周邊最長的工位放在沖模中心部位,合理布置沖裁順序,使模具壓力中心盡量在沖床的壓力中心附近。壓縮機電機定、轉子沖片如圖2 所示。前4 個工位是沖壓轉子鐵芯,工位①沖出導正孔和轉子槽形孔及轉子疊鉚預孔,工位②沖出記數孔,工位③沖出疊鉚孔和軸孔,工位④是轉子落料疊鉚。后4 個工位主要用來沖壓定子鐵芯,其中工位⑤是沖定子槽,工位⑥沖切定子拼接槽,工位⑦定子落料,工位⑧切除多余廢料。

圖2 定轉子片排樣圖
3 級進模結構設計及工藝分析
自動疊鉚定轉子沖片級進模的結構復雜,設計和加工制造都有一定難度。模具結構如圖3 所示。此模具采用模架為導柱滾珠導套。為滿足高速沖裁要求,上模座1 和下模座4 采用45 號鋼。凹模采用YG20 硬質合金鋼,采用鑲拼結構。較大尺寸的凸模采用硬質合金鋼YG20,而對于小尺寸的凸模,因尺寸小易崩刃和折斷,采用W18Cr4V 制造,并采用可調節高度和易拆卸的結構。卸料板采用彈壓式鑲拼結構,可選用T10A 鋼制造,可用導柱滾珠導套作為卸料板主導向,卸料彈簧應采用高強度的優質矩形彈簧。導正孔應保證精確定位,并在各工位裝入相應的導正釘,以防止送料步進誤差超出疊壓點壓量范圍,造成疊壓點的啃邊現象。采用疊片技術裝置控制定轉子鐵芯厚度,疊片第一片沖出通孔。計數凸模上面的抽板機構,通過電磁閥和氣缸來控制。
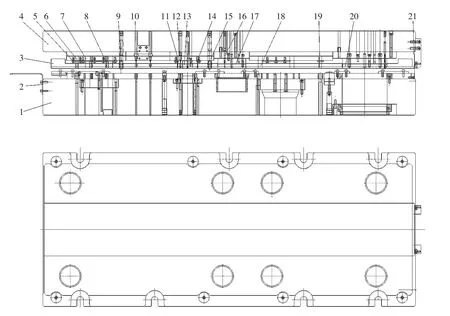
圖3 模具裝配圖
4 結論
此電機定轉子多工位級進模具有結構先進、精密度高、使用方便、安全可靠等特點,模具主要部件制造精度在2μm 內,所有備件可完全互換。刃磨壽命可達到120 萬沖次以上,總壽命預計在1 億沖次以上。此模具已經投入使用,運行狀況良好。
[1]薛啟翔.沖壓工藝與模具設計實例分析[M].北京:機械工業出版社,2008.
[2]王孝培.彈簧片級進模設計[J].鍛壓裝備與制造技術,2009,44(3).
[3]林志超,王 蕾.連接器端子精密級進模設計[J].鍛壓裝備與制造技術,2010,45(3).
