KITTING在發動機裝配線上的運用
2015-06-29 17:51:42曹寧
科技資訊 2015年14期
曹寧
摘 要:規劃某型號發動機的裝配線過程中,因受場地限制,生產線的LAYOUT規劃遇到諸多難題。通過規劃實施KITTING策略,緩解了線旁物料布置的瓶頸,同時也減少操作工非增值工作時間,提升裝配質量,也符合企業正在推廣的精益生產策略。
關鍵詞:裝配線 KITTING LAYOUT 非增值工作 精益生產
中圖分類號:U464 文獻標識碼:A 文章編號:1672-3791(2015)05(b)-0038-02
Abstract: In developing engine assembly process for Shanghai General Motor, due to space restrictions, engineer encountered many problems in layout development. Plan and implement kitting strategy to alleviate the bottleneck of material presentation on line side, and reduce non-value added work, improve assembly quality. This application is in line with corporate lean manufacturing strategy.
Key Words: Assembly Line, Kitting, Layout, Non-value added work, Lean Manufacturing strategy
1 項目實施背景
上海通用汽車正在規劃實施一款新型號發動機項目,為降低該項目投資,以及從精益制造方面考慮,公司決定不新建廠房,而將發動機生產線布置在剛停產的某款產品廠房內。節約了新建廠房以及公用動力投資,也節省了項目基建時間。但同時也給項目規劃帶來了一定難度。
新項目規劃的常規做法是廠房和生產線同時配套設計,生產線的LAYOUT有充裕的調整空間,因此一般的發動機裝配線的寬度(包括裝配線滾道設備,線旁物料區域)在16-17m。而正在規劃的新裝配線被要求布置在工廠的一跨立柱(20m)范圍以內,裝配線兩邊還要留出共6.5m的物流車輛通道,因此裝配線寬度被設置為13.5m,比常規寬度減少了近20%。經過多方論證及努力,我們將裝配線滾道及設備總寬度從常規的6m縮窄到4.5m,線旁物料區域也比常規設計要窄1.5~2m。現有發動機裝配線零件上線方式大部分是采用原包裝或翻包裝形式直接送到線旁,同時考慮到送料頻次及換型緩沖,線旁還需儲存兩小時產量的零件。按照此策略進行了新型發動機裝配線初期規劃時我們遇到了如下難題:(1)如一個工位中要裝6~7種零件,這名操作工身邊將堆滿零件料箱,轉身取料頻次高,導致每個CYCLE TIME內非增值工作時間占比高;(2)部分工位因不同型號發動機的差異零件品種較多,線旁零件多,料架會占用物流車輛的通道。這幾個問題將影響整條裝配線的規劃,為了提升規劃的精益性,同時緩解線旁的空間緊張,改善操作工位人機工程,我們嘗試使用LMI中的KITTING策略進行規劃。
2 KITTING分析
LMI(Lean Manufacturing Integration)是GM 正在推行的精益制造集成理念,它融合了LMS(Lean Material System) 和L.A.F(Lean, Agile, Flexible) 的理論,是一種以降低系統成本,提升運行效率,保證產出質量為目標的先進制造模式。
KITTING是LMI的一個工具,它是一種將幾個裝配工位所需零件預先放入配料盒,再將配料盒直接送到線旁的物流管理模式。經過前期研究,我們了解KITTING有以下一些優缺點。
2.1 KITTING的優點
2.1.1上線點減少
一個KITTING盒內有十幾種零件,如果零件直接上線,需要有十幾個送料點。而使用KITTING可以將上下料點簡化為兩個,同時上線點減少意味著線旁物流路線變得簡單,清晰。
2.1.2線旁物料面積減少
由于每臺發動機所需裝配的零件均按臺套與發動機隨行,KITTING盤內所配零件就不需要線旁物料面積,可以大幅減少線旁物料所需占用的面積。
2.1.3通道面積可能削減
如果能夠整線實現KITTING的配貨方式,KITTING配貨的上線點均設在線的端部,那么在整線中部工位沒有物料需求,通道就可以削減或取消。
2.1.4防錯功能
裝配線上操作工人的工作內容由原來的挑撿零件和裝配零件兩道工序變為只有裝配零件,而且對于不同機型的差異零件,可以通過不同顏色KITTING盒區分以及KITTING盒仿形開模等設計,減少操作工錯裝概率;并且由于每個隨行的KITTING盒是按照單臺用量配送的,所以如果裝配后KITTING盒中有剩余零件,則為漏裝,操作工人可及時發現和糾正錯誤。
2.1.5減輕操作工人的勞動強度
操作工人不需要去線邊的料架去取零件。由于KITTING盒是隨行的,操作工人可以就近取件,減少了操作工人頻繁走動所增加的勞動強度。
2.1.6提高了勞動生產率
由于操作工人減少了取件及挑撿零件的用時,減少了每個裝配零件所需的工時,使得整線提高節拍成為可能。
2.2 KITTING運行方式的局限
2.2.1節省面積問題
無庸置疑,在KITTING配貨方式中,最大限度地節省了裝配線旁的物料面積,但是它增加了配貨面積,這部分面積是采用傳統送貨方式時所不需要的。從整個制造體系角度看,只是將原先的線旁物料區域轉移的配料倉庫或者其他地方,總面積可能還有增加。
而物流面積是非生產面積,是不創造價值的面積。物流面積的增加大大地增加了新廠建設投資和生產廠的場地占用成本,實際上最終增加了產品的成本。這與精益思想是相悖的,實際規劃中需要綜合考慮上述影響因素。
2.2.2防錯功能問題
從PFMEA角度,KITTING不認為是一種100%有效地防錯手段。在配料過程中的人為失誤,很有可能將一些差異較小的零件配錯。因此在裝配過程中仍需配合一些在線防錯措施,如二維碼掃描防錯,凸臺探測防錯等。
2.2.3配送零件質量保證問題
由于KITTING是按每臺發動機用量配的,沒有備份,當裝配過程中出現質量問題(如零件不合格、損壞或遺失)時,由于沒有備份零件,沒有線旁的物料供給,那么這臺發動機要么送到臨近的返修區,要么臨時從KITTING上線點取一整套料進行替換。這樣會增加返修工作量,或者影響KIT盒內零件完整性。
2.2.4提高生產效率問題
KITTING運行方式造成了零件的“二次搬運”,將零件抵達工廠后先要送到KITTING配料區,再將配好的KITTING送到生產線上。這樣比傳統物流方式增加了一次零件配送,是屬于精益生產方式所說的“7種浪費”之一,因此提升生產效率還需具體分析。
由此可見,KITTING并不是十全十美的方案,因而在規劃時不能盲目的將所有零件都放入KITT
-ING。為此還需遵循一定的KITTING零件選用原則。
(1)如某個工位安裝的零件種類多,造成線旁無空間放置料箱的可考慮使用KITTING。
(2)相同零件在不同機型間有差異的也可考慮使用KITTING。
(3)小零件(如螺栓)在運輸過程中易丟失的不考慮放入KITTING。
(4)質量重,體積大的總成件(如增壓器)不考慮放入KITTING。
綜合上述優缺點,KITTING運行方式在精益生產的領域仍有諸多爭議,如果能在規劃階段合理使用KITTING,使其發揮最大優勢,并緩解其不足,是我們研究的方向。
3 KITTING應用
針對前述新型發動機裝配線規劃中遇到的困難,并結合其他項目經驗,我們對該裝配線項目進行了KITTING的規劃。具體內容有以下幾點:
3.1 定義KITTING使用范圍
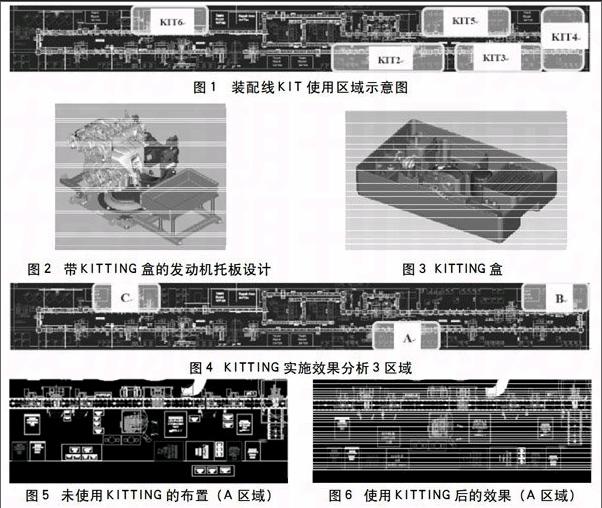
依據KITTING零件選用原則,我們從BOM中篩選出56種零件分別放入五個KIT盒中,涉及的手動工位共有17個。圖1為各KIT在裝配線平面布置圖上使用范圍。
3.2 KITTING盒設計
KITTING盒設計成與發動機托板同步輸送,可減少操作者轉身取料時間。因此發動機托板上專門增加了KITTING盒底座,便于操作工拿取及固定KITTING盒。圖2顯示了帶KITTING底座的發動機托板設計。
KITTING盒采用注塑一次成型,如圖3所示,每個KITTING盒內部根據對應零件的外形進行仿形設計,起到固定零件及零件防錯作用,同時不同型號發動機使用不同顏色KITTING盒,顏色區分鮮明,目視效果好。為了保證使用性能及質量要求,在設計時還對KITTING盒的材料,外觀,包裝要求,跌落性能,工作溫度,重量,清洗要求和壽命等做了詳細規定。
3.3 KITTING上下線方式
KITTING盒采用分裝區域配料,物流將配好零件的KITTING盒裝入DOLLY料車,使用電動車拖到上線點,上線操作工只需搬運一次,將KITTING盒從DOLLY料車轉移至發動機托板上,后續工位操作工只需從KITTING盒中取料安裝。用完的KIT
-TING盒在下線點放入空的DOLLY料車,由物流人員拉走,循環使用。全線5套KITTING共有10個上下線點,比散件直接上線減少了46個上線點。
3.4 KITTING實施效果
下面分別對裝配線上使用KITTING區域進行分析,比較使用前后的差異。圖4分別表示了A、B、C三個區域。
(1)A區域(EA340-EA390)。
圖5為未使用KITTING時的布置圖,圖中紅圈所示有三種零件在線旁布置不下,被放到了物流通道上。而黃圈所示操作工身邊圍著五個料箱,每個循環中需分別從五個料箱中取料。
圖6為使用KITTING后的布置圖,KITTING盒從箭頭所指處上線,可覆蓋后續五個工位,而圖5中線旁布置不下的物料被放入了KITTING中,不再占用物流通道,操作工在每個工作循環中僅從KITTING盒中取料,取料時間也大大縮短。
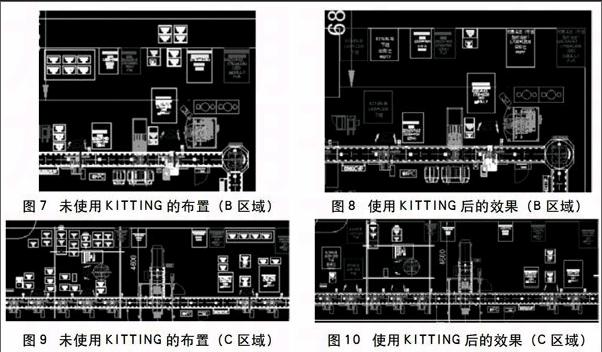
(2)B區域(EA650-EA690)。
圖7為未使用KITTING時的布置圖,圖中紅圈所示有四種零件已在線旁布置不下,被放到了物流通道上。
圖8為使用KITTING后的布置圖,圖7中線旁布置不下的物料被放入KITTING中,不再占用物流通道。
(3)C區域(EA1150-EA1220)。
圖9為未實施KITTING布置圖,圖中紅圈所示線旁零件布置擁擠,黃圈所示操作工身邊堆滿零件,圖10為實施后布置圖,也取得了理想的效果。
4 結語
從前期規劃角度看,KITTING的運用解決了項目規劃初期發現的問題,生產線布局得到了優化,取得一定成果。但由于項目還未投入正式生產,其實際使用效果還有待驗證,生產運行數據還有待收集。因此在后續生產過程中還需不斷跟蹤,優化改進方案,真正實現裝配線的精益生產。
參考文獻
[1] 丁雪婷.Kitting物料配送在發動機生產線的應用[J].汽車與配件,2010(45):34-35.
[2] 蕈祖賓.SGMW總裝車間SPS運行分析[J].裝備制造技術,2011(9):124-126.
[3] 賀占.精益生產在M公司發動機裝配線的應用研究[D].北京:北京交通大學,2014.
[4] 劉光達.汽車總裝線標準工時制定方法的應用研究[D].北京:北京交通大學,2012.
[5] 唐國香.長豐M2轎車柔性生產線改善研究與應用[D].長沙:湖南大學,2012.