降低烘絲出口水分標準偏差探討
2015-06-24 23:35:51史小濤等
中國高新技術企業 2015年23期
史小濤等
摘要:在烘絲過程中,熱風溫度不穩定會導致出口水分波動。為了解決此問題,設計了烘絲機熱風溫度快速跟蹤功能軟件,實際使用表明,該軟件有效地解決了熱風溫度不穩定和出口水分波動問題。改進后,A牌號出口水分標準偏差從0.148降低至0.133;B牌號出口水分標準偏差從0.146降低至0.132,保障了產品質量。
關鍵詞:烘絲機;熱風溫度;水分標準;快速跟蹤功能軟件;出口水分波動 文獻標識碼:A
中圖分類號:TS452 文章編號:1009-2374(2015)25-0066-02 DOI:10.13535/j.cnki.11-4406/n.2015.25.033
1 現狀調查
在烘絲過程中,熱風溫度的波動會導致出口水分不穩定。經統計,2014年1~3月份烘絲工序A牌號熱風溫度標準偏差為1.167,出口水分標準偏差為0.148;B牌號熱風溫度標準偏差為1.175,出口水分標準偏差為0.146。從統計數據可以看出熱風溫度標準偏差較大。
2 原因分析
2.1 SH313C管板式烘絲機排潮和熱風流量控制系統存在線性和非線性區域
烘絲工序中,煙絲流量、來料水分、筒溫、熱風溫度等參數的綜合設置至關重要,如果烘絲工序工藝參數設置合理,烘絲機排潮比例閥開度在線性區域(在25%~85%范圍)時,烘絲機容易實現穩定控制,快速跟蹤。如果參數設置不科學,烘絲機排潮比例閥開度在非線性區域(在0%~25%范圍)時,烘絲機不容易實現穩定控制。
烘絲機水分控制主要是兩個方面:(1)筒溫;(2)熱風和排潮風量。對烘絲水分進行精確控制的是三個比例閥:(1)熱風溫度控制比例閥(按冷熱風不同比例進入加熱器及冷風道,從而調節熱風溫度);(2)熱風流量比例閥(控制進入烘絲機內部熱風的流量);(3)排潮比例閥(從烘絲機內部抽走潮氣,調節烘絲水分)。熱風流量調節比例閥和排潮比例閥采用同步聯動控制模式。PLC接收烘絲機出口水分儀信號,與設定值進行比較后,發送控制信號對熱風流量調節比例閥和排潮比例閥進行同步聯動控制,達到對出口水分進行PID閉環控制。
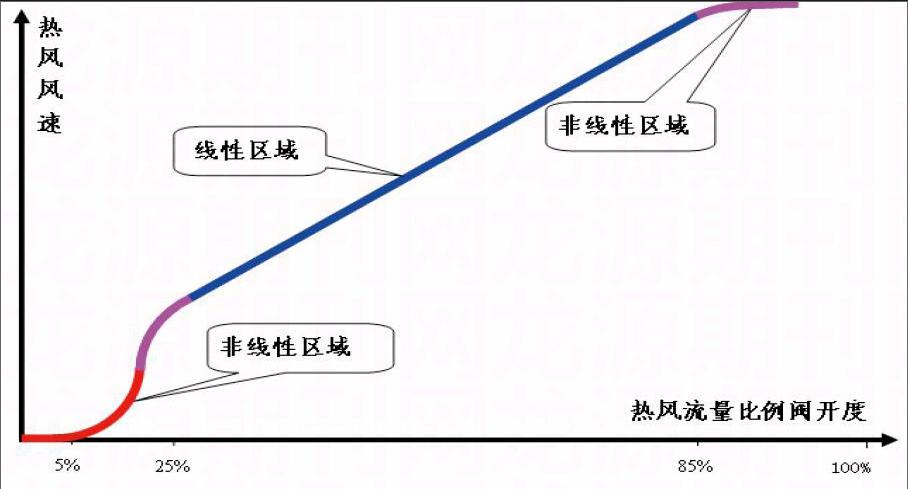
測試表明,SH313C管板式烘絲機排潮控制系統和熱風流量控制系統存在線性和非線性區域(見圖1、圖2),烘絲機排潮比例閥和熱風流量比例閥開度在線性區域(在25%~85%范圍)時,烘絲機穩定性好,容易實現對水分和熱風溫度穩定控制,快速跟蹤功能。
當排潮比例閥開度在非線性區域(在0%~25%范圍)時,烘絲機的穩定性差,排潮比例閥開度在0%~5%范圍變化時,風速幾乎為零,對出口水分控制作用非常微弱。當排潮比例閥開度在5%~10%范圍變化時,對出口水分控制作用較為緩慢。
當排潮比例閥開度在15%~25%范圍變化時,對出口水分的控制作用劇增,排潮比例閥開度微小變化,就會使出口水分出現劇烈的變化。同樣,SH313C管板式烘絲機熱風流量控制系統也存在非線性區域,測試表明,烘絲機排潮比例閥從85%降至25%時(由于采用同步聯動控制,熱風流量比例閥開度也同時從85%降至25%),熱風流量比例閥開度的變化,對熱風溫度造成的擾動量為0.3℃(熱風溫度下降0.3℃),擾動率為0.5%。
當烘絲機排潮比例閥開度為50%時,熱風溫度設定值從100℃降至90℃后,熱風溫度控制回路只需4分鐘就能夠達到設定值,而且很穩定。
測試表明,烘絲機排潮比例閥從25%降至5%時(由于采用同步聯動控制,熱風流量比例閥開度也同時從25%降至5%),熱風流量比例閥開度的變化,對熱風溫度造成的擾動量為19.3℃(熱風溫度下降19.3℃)。擾動率為96.5%,當烘絲機排潮比例閥開度從50%降至11%后,熱風溫度控制回路需要26分鐘才達到設定值,而且非常不穩定。
2.2 A、B牌號烘絲過程中排潮比例閥開度工作在非線性區域
A、B牌號在烘絲工序中,烘絲排潮比例閥開度在5.6%~13.5%非線性區域,導致熱風溫度不穩定,影響了烘絲后煙絲水分的控制精度。統計2014年2月份數據,A、B牌號烘絲機排潮比例閥平均開度為10.1%。
2.3 熱風溫度的波動導致出口水分不穩定性加劇
通過現場試驗,當熱風溫度波動時,出口水分不穩定性明顯加劇;當熱風溫度平穩時,出口水分穩定性提高,烘絲出口水分標準偏差明顯降低。因此,解決熱風溫度波動問題,就能夠降低出口水分標準偏差。
3 改進烘絲機熱風溫度控制原理
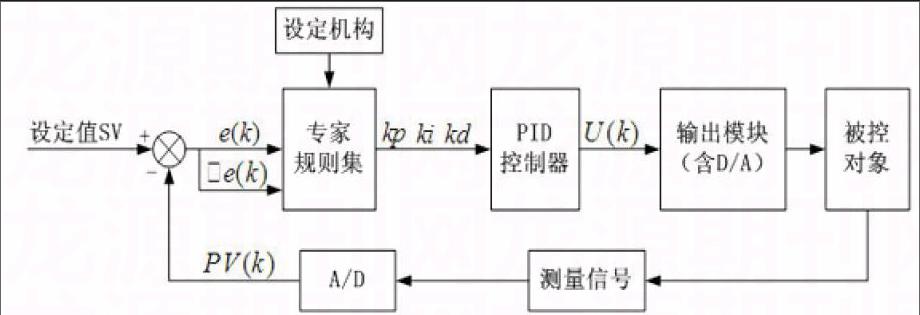
熱風溫度快速跟蹤功能控制軟件分別采用智能PID控制技術、變參數PID控制方法,常規的PID調節器具有結構簡單、易于實現等特點,但是對于非線性的復雜系統,采用常規的PID控制器較難獲得良好的控制效果,智能PID控制是在常規PID算法的基礎上,引入專家規則集及操作者的經驗值,它不依賴于系統的數學模型,對系統參數變化不敏感,具有較強的魯棒性和抗干擾能力,智能PID控制器的核心為知識庫的建立。烘絲排潮比例閥、熱風流量比例閥開度在5.6%~13.5%非線性區域,常規的PID調節器不易使熱風溫度穩定,影響了烘絲后煙絲水分的控制精度,為了解決此問題,利于操作者收集的經驗數據,采用智能PID控制方法,就能夠縮小熱風流量比例閥門的調節幅度和調節頻次,從而減少熱風流量對熱風溫度的擾動,減少了熱風溫度波動,降低了出口水分標準偏差。
SH313C管板式烘絲機熱風溫度具有大滯后的特性,容易出現超調的問題,一旦出現超調現象,就會產生震蕩,必然延長了調節時間,熱風溫度的穩定性大幅度下降,為了解決此問題,采用智能PID控制方法,就能夠減少熱風溫度比例閥門的超調量,從而減少了熱風溫度波動,降低了出口水分標準偏差,烘絲機熱風溫度智能PID控制原理參見圖3所示:
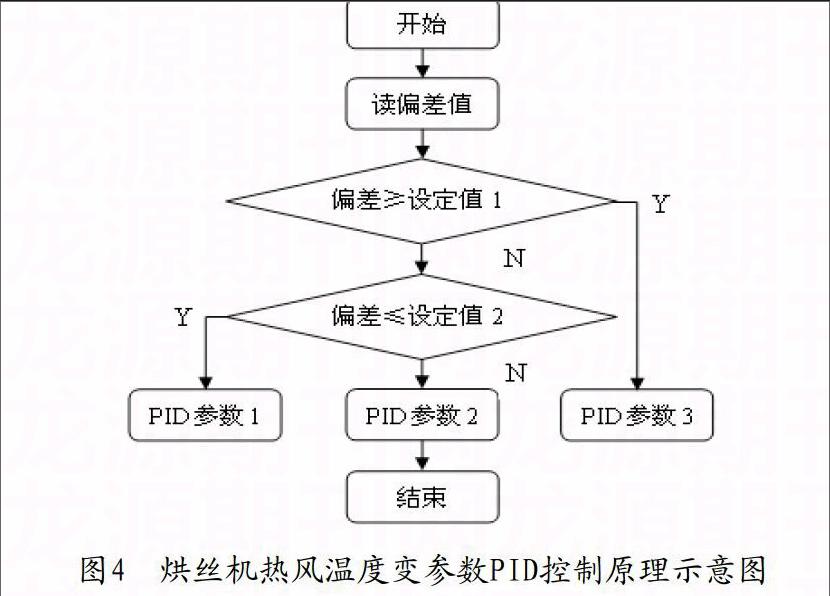
熱風溫度PID控制參數如果設定過大,雖然跟蹤速度加快,但是不穩定性增加;熱風溫度PID控制參數如果設定過小,雖然穩定性增加,但是跟蹤速度太慢。用一組事先整定的PID參數實施控制,難以達到很好的控制效果,尤其當對象參數變化超過一定的范圍時,系統性能會明顯變差,甚至超出許可范圍,為了解決此問題,采用變參數PID控制方法,當熱風溫度偏差≤設定值2時,采用PID參數1,當熱風溫度偏差≥設定值1時,采用PID參數3,當熱風溫度偏差在設定值1和設定值2之間時,采用PID參數2,從而既保障熱風溫度的穩定性,又保障熱風溫度的快速跟蹤性,減少了熱風溫度波動,降低了出口水分標準偏差,烘絲機熱風溫度變參數PID控制原理參見圖4所示:
4 使用效果
新增控制軟件在烘絲機應用后統計2014年9~11月份數據:A牌號熱風溫度標準偏差由1.167降低到0.661,口水分標準偏差從0.148%降低至0.133%;B牌號熱風溫度標準偏差由1.175降低到0.622,出口水分標準偏差從0.146%降低至0.132%,效果明顯。
5 結語
該項軟件技術在烘絲機應用后,能夠有效解決熱風溫度不穩定造成SH313C管板式烘絲機出口水分波動問題,降低了烘絲出口水分標準偏差,有效保障了產品
質量。
(責任編輯:黃銀芳)
