選粉機(jī)安裝技術(shù)
2015-06-24 14:08:42李洪川
四川建筑 2015年4期
關(guān)鍵詞:焊縫
李洪川
(四川省工業(yè)設(shè)備安裝公司, 四川成都 610014)
選粉機(jī)安裝技術(shù)
李洪川
(四川省工業(yè)設(shè)備安裝公司, 四川成都 610014)
在EZZM69.4+4新型立式輥磨機(jī)(簡稱“立磨”)的安裝過程中,選粉機(jī)是立磨的重要設(shè)備,其結(jié)構(gòu)復(fù)雜、部件重量重、工況環(huán)境惡劣、安裝難度大、操作空間狹小。選粉機(jī)安裝質(zhì)量是立磨的產(chǎn)品粒度和產(chǎn)量是否滿足設(shè)計要求的重要保證,通過先進(jìn)的技術(shù)保障和優(yōu)良的安裝質(zhì)量保證該立磨一次投產(chǎn)成功,并避免了選粉機(jī)下軸承在設(shè)備正式運(yùn)轉(zhuǎn)中發(fā)生燒毀的質(zhì)量事故的風(fēng)險。
選粉機(jī); 下軸承; 安裝技術(shù)
1 選粉機(jī)概況
1.1 立磨的工作原理
立磨是應(yīng)用料床粉磨原理來粉磨物料的機(jī)械。
1.2 物料在立磨中的粉磨流程
物料通過喂料裝置經(jīng)喂料溜槽落到磨盤中央,物料在離心力的作用下向外運(yùn)動,先通過輔輥對物料進(jìn)行脫氣并形成料床,料床上的物料受到主磨輥的碾壓粉磨,粉碎后的物料從磨盤的邊緣溢出,被來自噴口環(huán)高速向上的熱氣流帶起并烘干。根據(jù)物料粒度的不同,小顆粒物料被氣流帶到上方選粉機(jī)內(nèi),粗粉經(jīng)分離后返回到磨盤,重新粉磨,形成物料的內(nèi)循環(huán);細(xì)粉則隨氣流經(jīng)選粉機(jī)出磨,在袋收塵裝置中收集下來,成為產(chǎn)品。沒有被熱氣流帶起進(jìn)入選粉機(jī)的粗顆粒物料,一部分被風(fēng)直接吹回磨盤,另一部分則在重力作用下落到回料箱內(nèi),在刮料裝置的推刮作用下進(jìn)入回料重錘閥后,再通過皮帶運(yùn)輸機(jī)、斗式提升機(jī)提升至磨頭的分格輪鎖風(fēng)喂料裝置,再經(jīng)過分格輪鎖風(fēng)喂料裝置下側(cè)的喂料溜槽重新進(jìn)入磨機(jī),再次粉磨,即形成物料的外循環(huán)。物料經(jīng)過幾十次循環(huán)粉磨后才能磨細(xì)成規(guī)定粒度的產(chǎn)品。
1.3 選粉機(jī)的工作原理
選粉機(jī)在選粉過程中,由導(dǎo)向的靜葉片在籠形轉(zhuǎn)子旋轉(zhuǎn)時形成了回轉(zhuǎn)的渦流,使選粉區(qū)形成自上而下的多層水平旋流,該旋流速度均衡穩(wěn)定,在旋流中顆粒受到的慣性離心力與氣流向心力平衡,平面旋流不斷將細(xì)顆粒和粗顆粒分隔開來,細(xì)粉隨氣流上升,粗顆粒則隨重力下降達(dá)到選粉的目的。
1.4 選粉機(jī)技術(shù)參數(shù)
選粉機(jī)的技術(shù)參數(shù)見表1。
1.5 選粉機(jī)安裝的技術(shù)難點(diǎn)
選粉機(jī)結(jié)構(gòu)復(fù)雜(圖1)。選粉機(jī)加結(jié)構(gòu)件總重達(dá)105.298 t,籠形轉(zhuǎn)子加傳動部重量達(dá)24.095 t。工作環(huán)境惡劣:工況環(huán)境粉塵最小粒度達(dá)3.5μm,環(huán)境溫度200 ℃~220 ℃,安裝位置狹小,單體部件重量大,安裝高度高。
2 選粉機(jī)殼體安裝
2.1 選粉機(jī)殼體的組成及安裝工藝流程
選粉機(jī)殼體由上殼體、中間法蘭、下殼體、中心錐、兩側(cè)
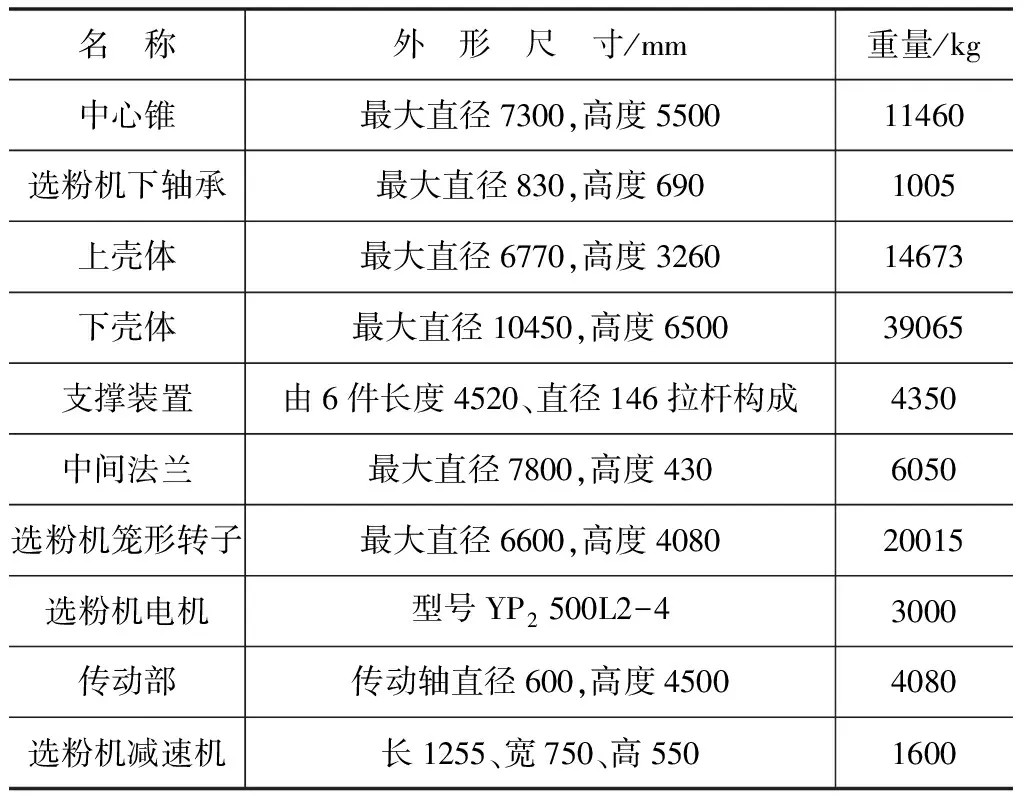
表1 選粉機(jī)技術(shù)參數(shù)
下料溜槽等組成。
安裝工藝流程為:下殼體現(xiàn)場組對→中心錐臨時就位→選粉機(jī)下軸承座與支撐裝置臨時就位雙方并正式連接→下殼體就位→中間法蘭就位→籠形轉(zhuǎn)子臨時就位→上殼體就位→檢查驗(yàn)收。
2.2 選粉機(jī)殼體的安裝工藝
(1)下殼體由兩件經(jīng)加固處理的部件組成,在現(xiàn)場進(jìn)行的組對,焊接完成后對焊縫及完全熔透組合焊縫尺寸允許偏差質(zhì)量要求見表2。焊縫要求均為連續(xù)焊縫,不允許漏氣。待焊接完成后,下殼體形成一個整體方可拆除殼體上的加固裝置。焊縫外觀質(zhì)量標(biāo)準(zhǔn)見表3中的三級標(biāo)準(zhǔn)。
(2)下殼體地面組對時,可進(jìn)行中心錐的臨時就位。因?yàn)橹行腻F與選粉機(jī)的支撐裝置干涉,必須是待選粉機(jī)轉(zhuǎn)子調(diào)整好后,才可進(jìn)行中心錐的固定。中心錐是通過沿圓周方向焊接在殼體上的16根支撐管固定,支撐管下部需焊接在殼體上,上部焊接到中心錐上。
(3)把選粉機(jī)下殼體放置到立磨機(jī)身上的法蘭上,調(diào)整下殼體的中心與立磨中心重合,誤差不大于±1 mm。通過扁鋼緊貼立磨下殼體下部外側(cè)進(jìn)行焊接,焊縫的焊角高度為15 mm。
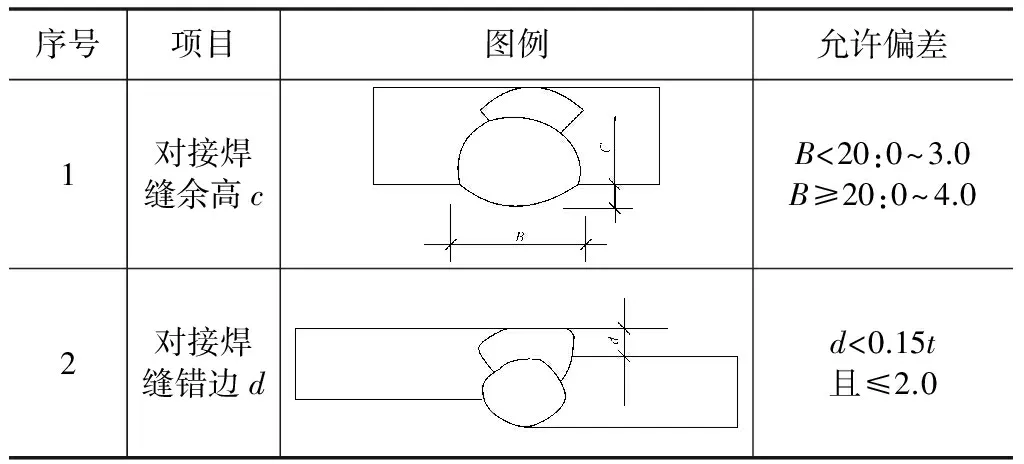
序號項目圖例允許偏差1對接焊縫余高cB<20:0~3.0B≥20:0~4.02對接焊縫錯邊dd<0.15t且≤2.0
(4)當(dāng)下殼體與機(jī)身焊接好后,選粉機(jī)下軸承座臨時就位,6根支撐裝置臨時就位時必須穿過中心錐,穿過后與選粉機(jī)下軸承座正式連接,待選粉機(jī)傳動裝置調(diào)整好后再固定中心錐。
(5)中間法蘭地面組對焊接的技術(shù)要求同表2、表3。在吊裝中間法蘭到下殼體上部前,應(yīng)把選粉機(jī)籠形轉(zhuǎn)子先吊入殼體內(nèi)臨時固定,再把中間法蘭與下殼體進(jìn)行組對焊接,然后裝上各擋塵環(huán)段,擋塵環(huán)段的調(diào)整要等選粉機(jī)籠形轉(zhuǎn)子安裝后進(jìn)行。
(6)將上殼體吊裝到中間法蘭上,按圖紙設(shè)計要求在法蘭面涂抹密封膠、安裝密封圈,調(diào)整上殼體出料口的方向,調(diào)整好后,再通過螺栓把上殼體下法蘭把合在中間法蘭上。
(7)上述工序安裝完成后,通知監(jiān)理或甲方代表驗(yàn)收,并填寫質(zhì)量驗(yàn)收記錄,履行簽字手續(xù)。

表3 焊縫外觀質(zhì)量標(biāo)準(zhǔn)
3 選粉機(jī)安裝
3.1 選粉機(jī)的組成及安裝工藝流程
選粉機(jī)主要由減速機(jī)、電機(jī)、傳動部、籠形轉(zhuǎn)子、支撐裝置和靜葉片及輔助調(diào)整裝置等組成(圖1)。
安裝工藝流程為:支撐裝置臨時就位→籠形轉(zhuǎn)子臨時就位→傳動部就位、找平找正→減速機(jī)、電機(jī)就位、找平找正→傳動裝置安裝→支撐裝置安裝→檢查驗(yàn)收
3.2 選粉機(jī)的安裝工藝
(1)將傳動部吊入選粉機(jī)上殼體(圖2)
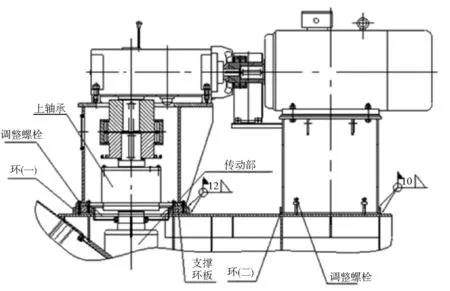
圖2 傳動部、減速機(jī)和電機(jī)安裝
(2)通過調(diào)整支撐環(huán)板上的調(diào)整螺栓(圖2),調(diào)整傳動部的上下位置、以及使用千斤頂或調(diào)整螺栓調(diào)整傳動部的水平位置,使傳動部的中心與磨機(jī)中心重合,誤差不大于±1 mm。在上軸承上端法蘭面使用精度為0.02 mm的框式水平儀,調(diào)整傳動部的水平度不大于0.10 mm。裝配籠形轉(zhuǎn)子,籠形轉(zhuǎn)子上下端均為法蘭連接,相對應(yīng)的法蘭每組有3個定位銷,均為工廠制造時配鉆,由于其他工序干涉,配鉆時的標(biāo)記不易找到,一定要按照標(biāo)記的方向就位組對,按技術(shù)要求緊固連接螺栓。檢查轉(zhuǎn)子的中心與磨機(jī)中心是否重合,誤差不大于±1 mm。并檢查轉(zhuǎn)子密封板與擋塵環(huán)的側(cè)隙為15 mm,頂隙為10 mm,否則應(yīng)通過調(diào)整螺栓調(diào)整轉(zhuǎn)子的垂直高度,或者通過腰孔來調(diào)整擋塵環(huán)的垂直高度,以保證密封板與擋塵環(huán)上部的密封間隙為10 mm。
(3)待傳動部安裝完畢后,裝配下軸承座、安裝下支撐裝置(圖3)。下軸承座通過與籠形轉(zhuǎn)子的下端法蘭連接。連接完成后通過調(diào)整6件支撐裝置的水平度、長度,使下軸承的中心與磨機(jī)中心重合,誤差不大于±1 mm,水平度不大于0.10 mm。調(diào)整完成檢驗(yàn)合格后,把6件支撐裝置焊接在殼體上,用左、右旋螺帽備緊,采取放松措施
(4)當(dāng)所有環(huán)節(jié)調(diào)整好后,在現(xiàn)場把圖2所示環(huán)(一)的下端面焊接在選粉機(jī)上殼體上,上端面焊接在支撐環(huán)板上,焊接完成后,拆卸掉調(diào)整螺栓。
(5)選粉機(jī)旋轉(zhuǎn)部分安裝完畢,經(jīng)復(fù)測合格后,進(jìn)行聯(lián)軸器、減速器及電動機(jī)的安裝。安裝時通過電機(jī)支座上的調(diào)整螺栓對電動機(jī)和減速器的軸心線重合度進(jìn)行調(diào)整,確保重合度不大于0.1mm。調(diào)整好后,把圖2所示環(huán)(二)焊接在電機(jī)支座的四周,將電機(jī)位置固定。
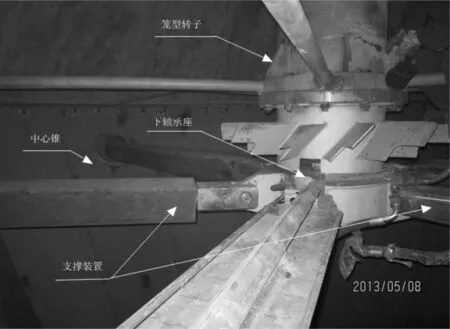
圖3 下軸承座、下支撐安裝
(6)當(dāng)選粉機(jī)安裝完成后,進(jìn)行靜葉片的調(diào)整。首先通過標(biāo)尺的止口靠在待調(diào)葉片上,然后通過扳手旋轉(zhuǎn)靜葉片保持架,從而使葉片帶動標(biāo)尺旋轉(zhuǎn),當(dāng)標(biāo)尺的另一側(cè)靠在保持架鋼管上,即完成了該葉片角度的調(diào)整,然后按順序依次調(diào)整好各葉片角度。對調(diào)整好的各靜葉片應(yīng)通過力矩扳手?jǐn)Q緊雙螺母。
(7)當(dāng)靜葉片調(diào)整找正完成后,進(jìn)行刻度板安裝。刻度板找正時,指針必須先安裝在各個軸上的方形軸端,此時指針?biāo)肝恢眉礊榱阄唬蝗缓笤賹⒖潭劝宓?位置對準(zhǔn)指針,刻度板找正完成后,將刻度板用強(qiáng)力膠水粘上;然后再重復(fù)以上步驟將所有刻度板粘上。
(8)上述工序安裝完成后,通知監(jiān)理或甲方代表驗(yàn)收,并填寫質(zhì)量驗(yàn)收記錄,履行簽字手續(xù)。
4 結(jié)束語
該臺立磨安裝過程中,我們嚴(yán)格按照設(shè)備的技術(shù)標(biāo)準(zhǔn)和有關(guān)規(guī)范的要求,結(jié)合自身的類似安裝經(jīng)驗(yàn),在規(guī)定的工期內(nèi),優(yōu)質(zhì)、高效地完成了安裝、配合調(diào)試任務(wù),立磨運(yùn)行一次投料成功,為公司贏得了良好的聲譽(yù)。通過這次立磨安裝,讓我深深的認(rèn)識到,鉆研施工技術(shù),全面掌握、了解設(shè)備的安裝的技術(shù)要求,嚴(yán)把安裝質(zhì)量關(guān),做好工程安裝過程的軟件資料,既提高了公司自身的知名度,也提高了公司自身的市場競爭力。
[1] 樊兆馥.機(jī)械設(shè)備安裝工程手冊[M]. 北京:冶金工業(yè)出版社,2007.
TH182
B
[定稿日期]2015-01-23
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
