高線立式卷芯架集卷系統的研究與應用
2015-06-24 14:27:36張永曉楊建立
冶金設備 2015年2期
邵 峰 常 亮 張永曉 楊建立
(北京首鋼國際工程技術有限公司 北京100043)
高線立式卷芯架集卷系統的研究與應用
邵 峰①常 亮 張永曉 楊建立
(北京首鋼國際工程技術有限公司 北京100043)
對高速線材立式卷芯架集卷系統進行了較為全面的介紹。立式卷芯架集卷系統采用高度標準化特征的模塊化設計,各種輪式運輸模塊可根據工藝要求自由組合,可以靈活布置出多種盤卷運輸線路,適應不同的車間布局,滿足各種生產要求。根據研究成果及實際應用的情況,對立式卷芯架集卷系統的設備布置、功能和結構進行了分析并對主要結構進行了設計計算。
高速線材 集卷 立式卷芯架集卷系統 模塊化 運輸模塊
1 引言
集卷系統是高速線材生產中的關鍵精整收集設備,一般布置在精整區散卷冷卻線末端,用于將散狀線圈收集成均勻、整齊的盤卷,并使之掛在P&F運輸線的C型鉤上,以便完成后續的檢查、修剪、打捆、稱重及卸卷工序。集卷系統設備形式多樣,目前應用較多的主要有傳統的雙芯棒集卷系統及新興的立式卷芯架集卷系統。立式卷芯架集卷系統與傳統雙芯棒集卷系統相比工藝布置更加靈活,而且在結構型式上更能適應大卷重線材的生產,因而得到越來越多的應用。
2 立式卷芯架集卷系統的組成及布置
2.1 設備組成及基本工藝流程
如圖1所示,立式卷芯架集卷系統主要由集卷站(集卷筒+線卷托板裝置)、升降機、立式卷芯架、回轉模塊、輪式運輸模塊、翻轉站、運卷小車等組成。
該系統與傳統雙芯棒集卷系統的主要區別是采用若干個在輪式運輸模塊上循環運行的立式卷芯架取代了雙臂芯棒,線卷是收集在若干個立式卷芯架上,當一卷線材收集完成后,集卷筒分離指閉合將浮動鼻錐托起,輪式運輸模塊將卷芯架運離集卷站,下一個卷芯架運行到集卷站繼續收集盤卷。輪式運輸模塊將帶有盤卷的立式卷芯架運送到翻轉站處將其從豎直位置翻轉至水平位置,運卷小車將線卷從卷芯架上卸下掛在P&F線鉤子上,空的卷芯架再翻回豎直位置,繼續在輪式運輸模塊上循環運行回到集卷站處等待接卷。[1]
從集卷站至翻轉站之間的兩個半周運輸線路按功能可劃分為兩個區,分別稱為承載區及空載區。線圈從集卷站收集成卷后,在立式卷芯架上被輪式運輸模塊按照設定的方向運輸至翻轉站,在此過程中因卷芯架上一直承載線卷,故此時卷芯架走過的運輸線路稱為承載區。當線卷在翻轉站處完成翻轉及掛鉤工序后,空載的卷芯架從翻轉站處沿著另外一個半周線路被標準輪式運輸模塊運回至集卷站處等待下一個收集周期,在這個過程中,因卷芯架一直處于空載狀態,故此運輸線路稱為空載區。
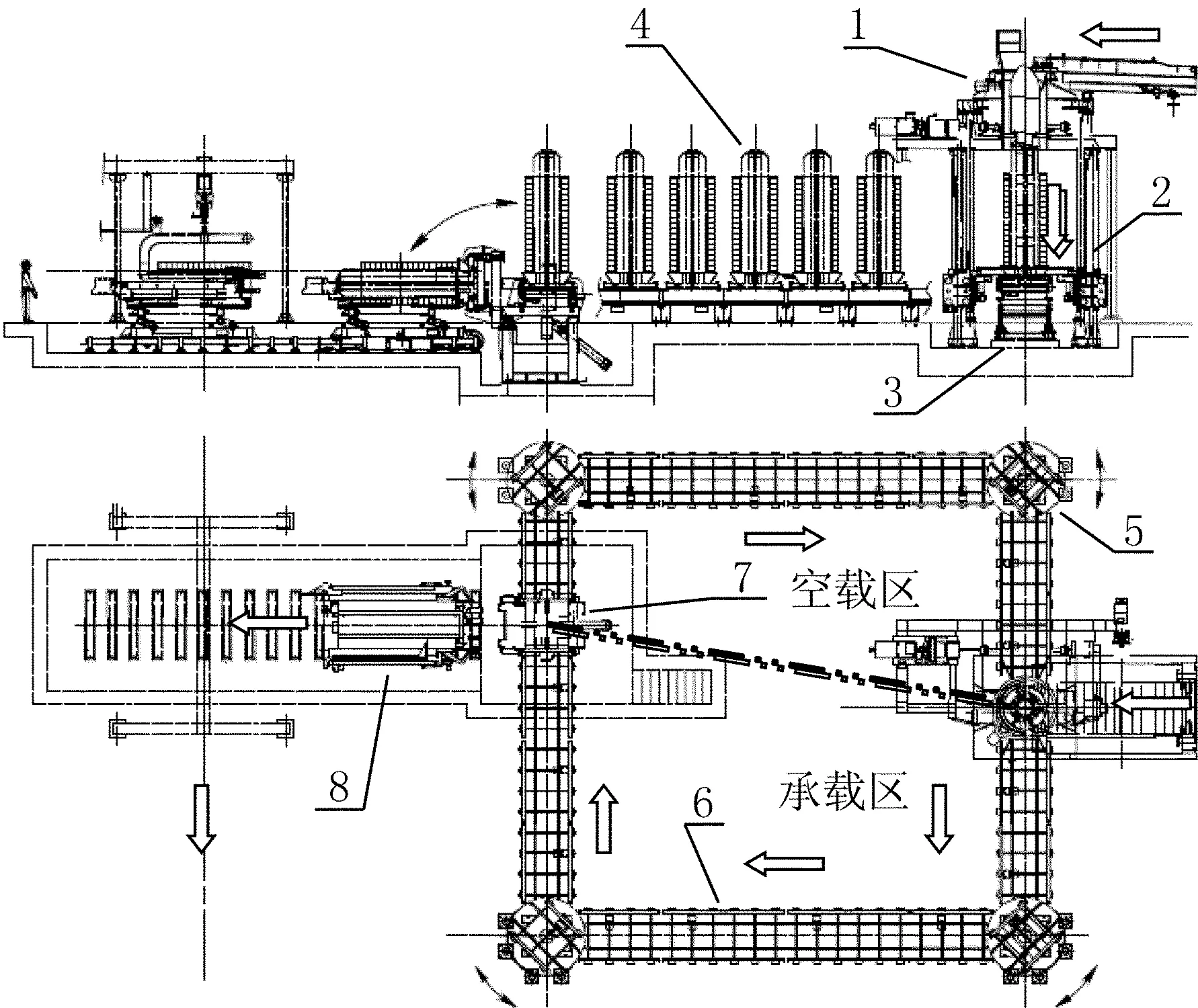
圖1 立式卷芯架式集卷系統典型布置圖
1-集卷站集卷筒; 2-集卷站線卷托板裝置; 3-升降機; 4-立式卷芯架; 5-回轉模塊; 6-輪式運輸模塊; 7-翻轉站; 8-運卷小車
2.2 工藝布置特點
立式卷芯架集卷系統采用高度標準化特征的模塊化設計,各種規格的輪式運輸模塊可根據工藝要求自由組合,因而可適應不同的車間布局,滿足各種生產要求。在進行集卷系統方案設計時,因使用運輸模塊的數量及布置方式的不同,可以靈活布置出多種盤卷運輸線路,在此僅列舉出幾種典型的方案。
2.2.1 基本小循環布置
如圖1所示,這是立式卷芯架集卷系統最典型的布置型式,可稱之為“基本小循環”布置。采用幾乎最短的環線運輸長度實現從集卷到盤卷掛鉤的過程,在廠房布局緊張的情況下可選用這種布置方式。
2.2.2 擴展型單循環布置
在精整區有一定可占用空間的廠房內,可在基本小循環的基礎上進行適當的擴展,如圖2所示,通過對輪式運輸模塊和回轉模塊的增加及巧妙布置適當增加承載區運輸線路長度,可增加盤卷在立式卷芯架集卷系統內的運輸及冷卻時間,高溫盤卷在立式穩定狀態下停留的時間越長越有利于最終卷形的形成,因而這種布置有利于提高卷形質量。另外,由于盤卷在卷芯架上通過輪式運輸模塊運輸時已進行了一定時間的自然冷卻,因而可根據計算的冷卻時間適當減少P&F運輸線的長度。
在設計精整區布置方案時,受廠房布局限制,有時需要調整P&F線運行線路的方向,如圖3所示,P&F線運行線路與散冷線平行布置,這時可通過對各模塊位置的簡單調整使翻轉站的方向適應如圖4所示,當車間內同時布置兩條或多條生產線時,可將各生產線的立式卷芯架集卷系統用運輸模塊連通起來。正常生產時各線的立式卷芯架集卷系統獨立運行,當其中一條生產線因P&F線系統或打捆機出現故障不能繼續收集盤卷時,該線收集的盤卷就可通過連通的運輸模塊輸送至另一條生產線的集卷系統,在另一條線的P&F線系統及打捆機完成打捆收集過程。這樣布置的好處是通過適當控制各生產線的軋制節奏,可以在不停產的情況下完成對故障設備的維修,保證了產量。
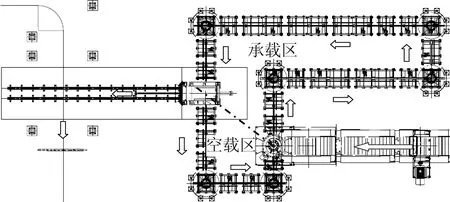
圖2 擴展型單循環布置(一)
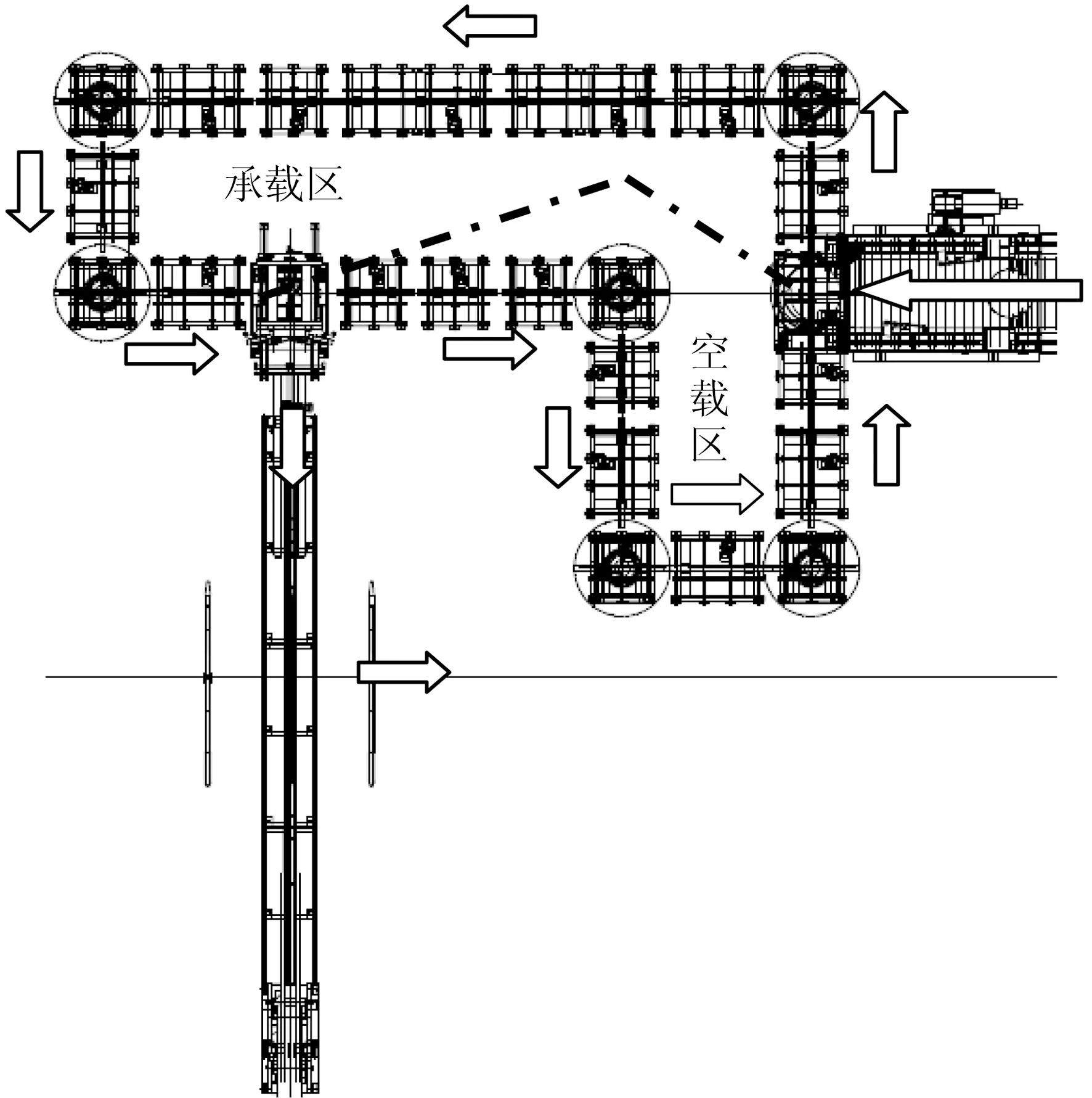
圖3 擴展型單循環布置(二)
P&F線的布置。
2.2.3 多線聯通/交叉布置
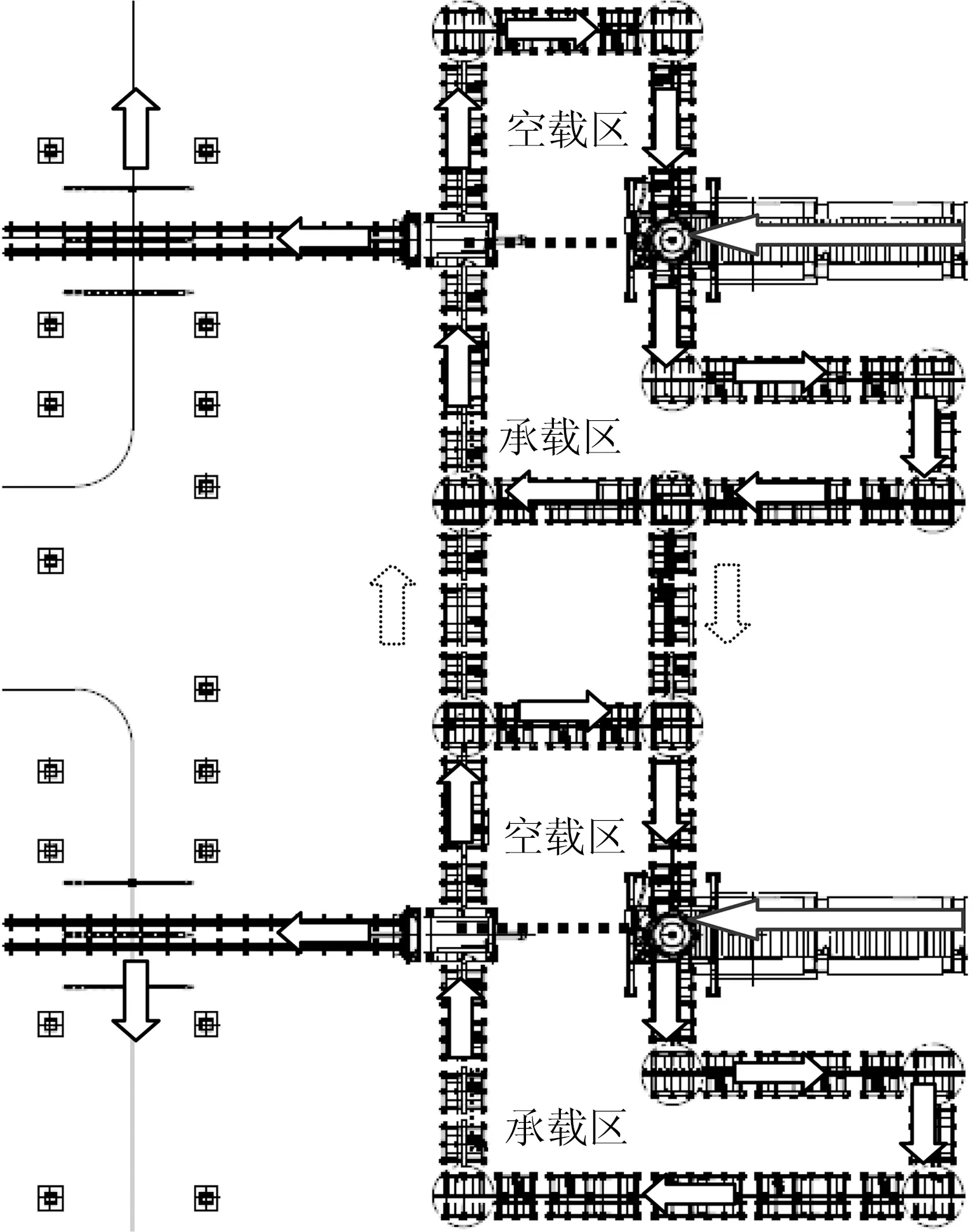
圖4 多線聯通/交叉布置
2.2.4 具備在線熱處理功能的立式卷芯架集卷系統布置[2]
立式卷芯架集卷系統的模塊化設計使該系統的可擴展性增強,通過耐高溫的設備結構設計,可實現與在線(或離線)熱處理設備的良好銜接。如圖5所示,通過在吐絲機后設置熱集卷站可實現高線產品的高溫狀態收集,即熱集卷。使高溫狀態的線卷通過卷芯架運輸進入與常規集卷系統(即散冷線末端的集卷系統)相銜接的保溫隧道(具有加熱功能),進行可控時間的保溫或加熱,從而實現線材產品的在線熱處理。采用這種在線熱處理方式,最大限度的利用了線材軋制余熱,相對離線熱處理而言,這種方式可實現連續生產,不影響生產節奏,占地面積也相對較小。

圖5 具備在線熱處理功能的立式卷芯架集卷系統布置圖
采用這種布置方式,可根據鋼種采用不同的冷卻工藝路線:
1)路線一:在常規集卷站進行收集后的盤卷由立式卷芯架集卷系統送到翻轉站處翻轉,將盤卷掛到P&F線的C型鉤上,空的卷芯架繼續運行回到常規集卷站。
2)路線二:需要利用軋后余熱進行人工時效處理的鋼種,在常規集卷站集卷后,將盤卷送入保溫隧道進行保溫緩冷,消除產品軋后的殘余應力,防止低溫脆斷,達到軟化退火的效果。利用軋后余熱進行人工時效,可縮短消除應力時間。緩冷后的盤卷在立式卷芯架集卷系統的翻轉站處翻轉,將盤卷掛到P&F線的C型鉤上,空的卷芯架繼續運行回到常規集卷站。
3)路線三:需要在特定溫度下進行等溫相變處理的鋼種,由吐絲機后的熱集卷站進行收集后進入保溫隧道,在保溫隧道內進行等溫相變,達到球化退火效果,保證產品的力學性能。緩冷后的盤卷在立式卷芯架集卷系統的翻轉站處翻轉,將盤卷掛到P&F線的C型鉤上,空的卷芯架繼續運行回到熱集卷站。
3 立式卷芯架集卷系統主要參數及設備結構特點
只對常規集卷系統有關設備結構進行分析和介紹,有關熱集卷站及保溫隧道設備在此不做詳細闡述。
3.1 設備主要技術參數(見表1)
3.2 主要設備結構(見圖6)
3.2.1 集卷筒
集卷筒為筒狀鋼結構件,筒內設有浮動鼻錐,以便線圈順利落在芯棒上。下集卷筒設有一套氣缸驅動的蹼式分離指機構,支撐鼻錐收集線卷。上集卷筒中部設有鏟式葉片布圈器,在線圈下落過程中,對小規格產品進行布圈。按產品規格設定不同的旋轉速度,使各線圈以鼻錐為中心錯落疊加,降低最終的盤卷高度。布圈器的葉片裝在一個大直徑回轉支撐軸承上,該軸承通過齒輪減速機由電機驅動。采用耐高溫的多光束光電掃描元件檢測集卷筒內的盤卷收集高度[1]。
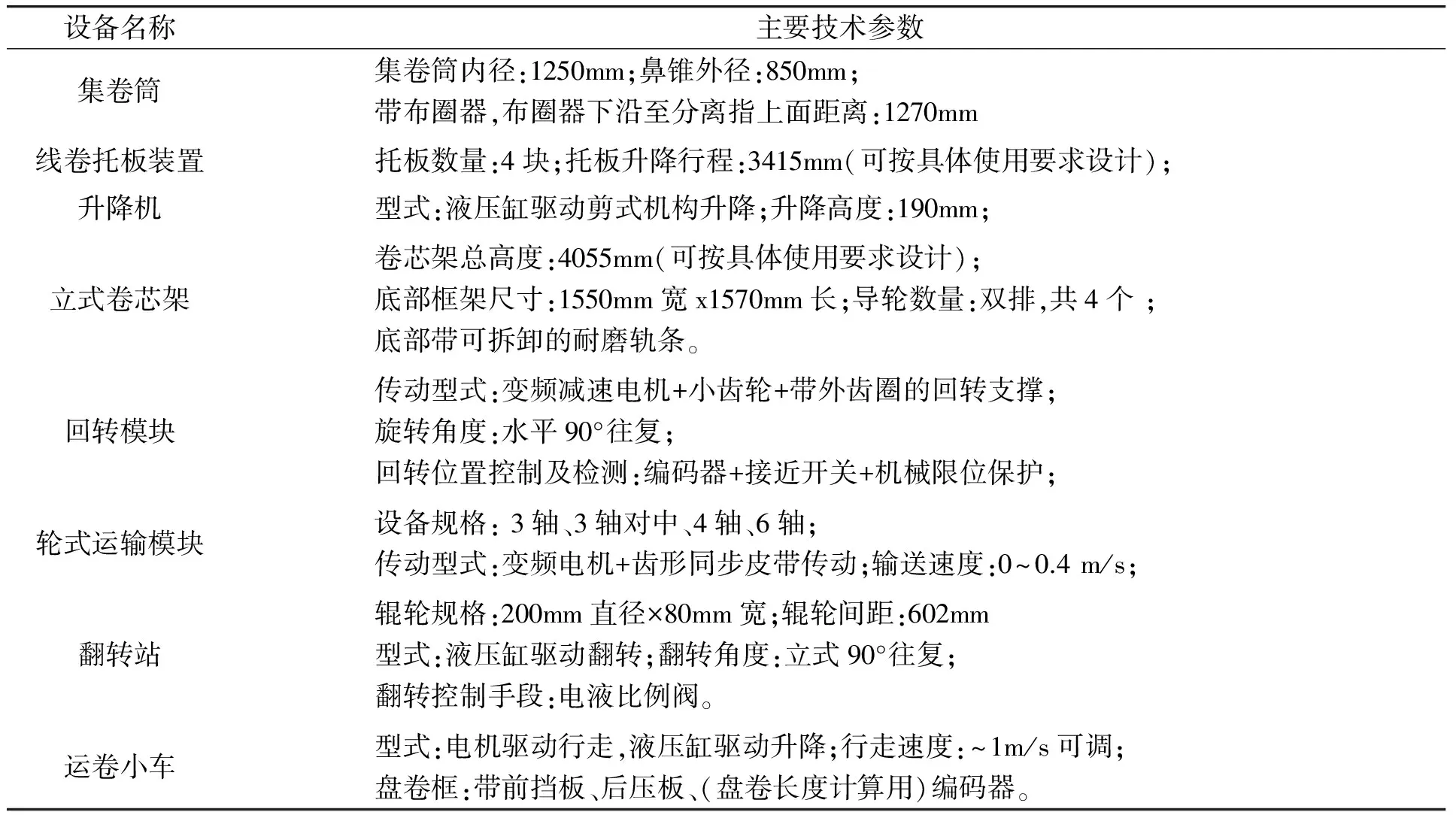
表1 立式卷芯架集卷系統設備主要參數
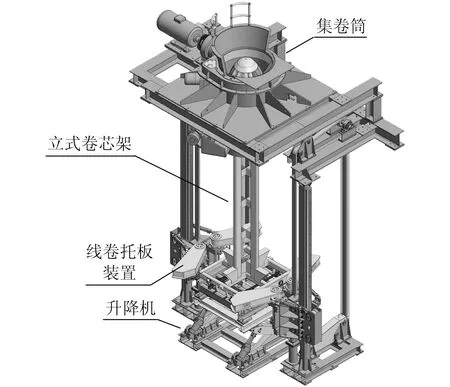
圖6 立式卷芯架集卷系統結構示意圖
3.2.2 線卷托板裝置
托板裝置環繞在立式卷芯架周圍,按照收集節奏隨線圈下落,以防止亂卷。托板共四塊,由液壓缸驅動,可獨立開合。每兩塊托板安裝在一個升降小車上,變頻電機驅動鏈輪鏈條帶動小車升降。升降小車由帶滾動軸承的V型導向輪引導,沿裝有可更換導軌的立柱運動。
3.2.3 升降機
采用剪式舉升框架,框架上安裝有3軸對中輪式運輸模塊。舉升過程中,輪式運輸模塊中心位置保持不變,使卷芯架與鼻錐平穩對接;升降機用的3軸對中輪式運輸模塊與翻轉站用的3軸對中輪式運輸模塊可整體互換。升降機上設有氣缸(或液壓缸)驅動的卷芯架夾緊裝置。
3.2.4 立式卷芯架
上部設計錐形結構與集卷筒鼻錐連接,自動定心;下部框架安裝有可拆卸的耐磨軌條,磨損后便于更換;采用雙排4導輪結構,便于拆裝,確保卷芯架在輪式運輸模塊上運行時保持中心位置不跑偏;下部框架上預留電子感應標簽的安裝位置,根據車間控制水平要求,可采用射頻識別技術(RFID)實現物料跟蹤。卷芯架高度可按照不同卷長進行設計,尤其適應大卷重線材的生產。
3.2.5 回轉模塊
變頻減速電機通過小齒輪驅動帶外齒圈的回轉支撐,實現回轉臺旋轉。回轉臺上裝有3軸輪式運輸模塊。采用絕對值編碼器控制旋轉速度及角度,保證回轉平穩;采用接近開關控制極限位置,確保回轉位置準確;采用機械限位保護裝置,確保回轉不過位;回轉機構采用帶外齒圈的回轉支撐軸承,結構簡單,易于維護。
3.2.6 輪式運輸模塊
1)設備規格
如圖7所示,輪式運輸模塊常用的有3軸輪式運輸模塊、3軸對中輪式運輸模塊、4軸輪式運輸模塊、6軸輪式運輸模塊;
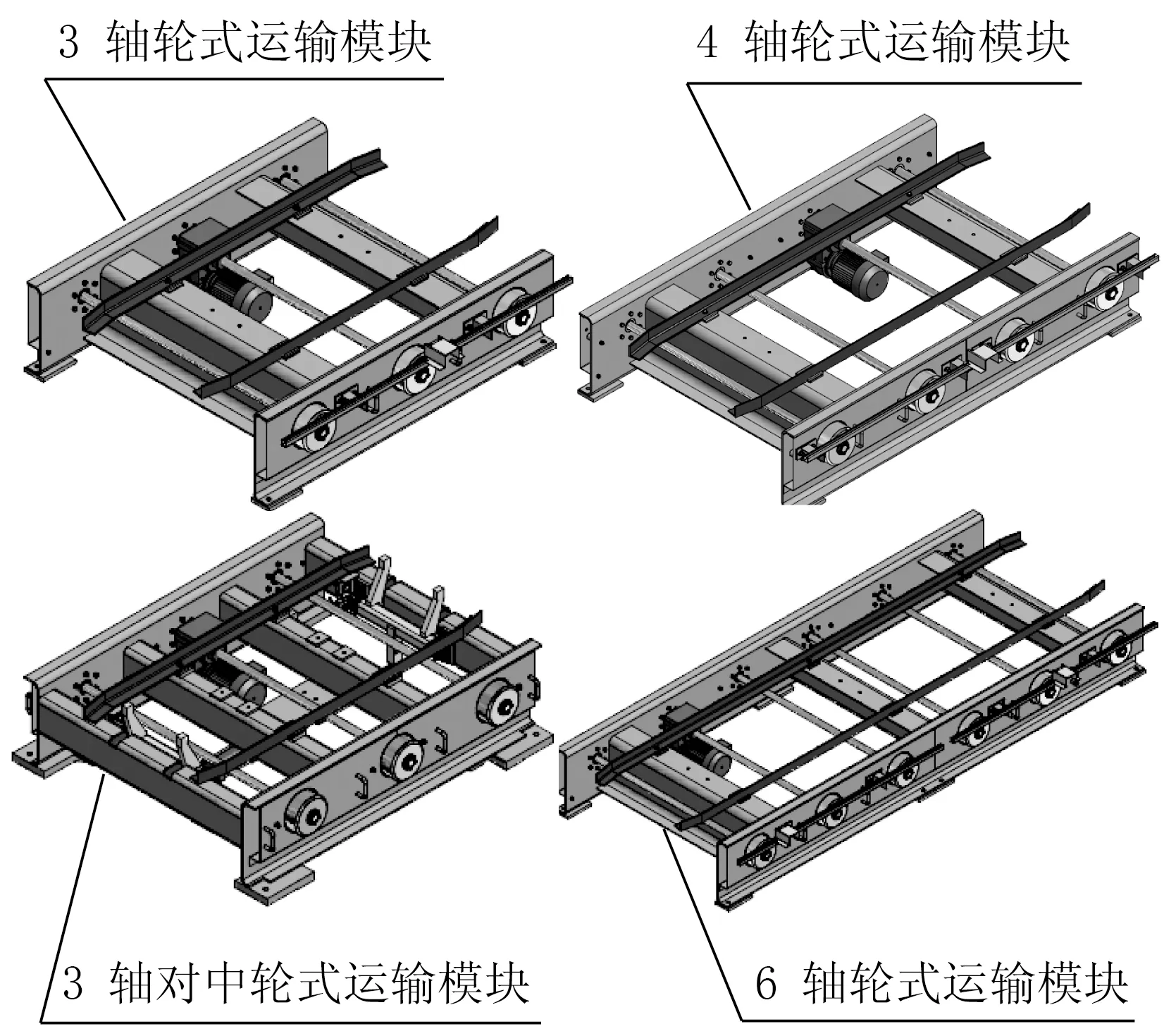
圖7 輪式運輸模塊
2)結構特點
模塊由輥架、傳動軸、滾輪及減速電機等組成。按規格不同,每個模塊配3至6根傳動軸,每根傳動軸的兩端通過脹套各連接一個滾輪,滾輪上設計有同步皮帶輪。如圖8所示,滾輪安裝在與傳動軸同軸但無連接的軸承座上,每個滾輪內裝有兩列深溝球軸承。軸承座安裝在輪架上,模塊負載時滾輪承受的徑向力直接由軸承傳遞至軸承座,傳動軸只傳遞扭矩,不承受彎矩;一般選擇在中間部位的傳動軸上安裝變頻減速電機,作為主傳動軸。主傳動軸上的滾輪通過同步皮帶與同側其他滾輪連接,實現同一模塊上各組滾輪的同步傳動。
3)同步皮帶傳動特點
同步帶齒有梯形齒和弧齒兩類。此處選擇的是弧齒同步帶,其主要特點是:弧齒同步帶除了齒形為曲線形外,其結構與梯形齒同步帶基本相同,帶的節距相當,其齒高、齒根厚和齒根圓角半徑等均比梯形齒大。帶齒受載后,應力分布狀態較好,平緩了齒根的應力集中,提高了齒的承載能力。故弧齒同步帶比梯形齒同步帶傳遞功率大,且能防止嚙合過程中齒的干涉。
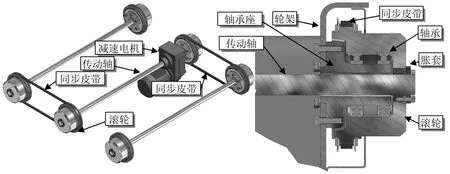
圖8 輪式運輸模塊傳動示意圖
3.2.7 翻轉站
液壓缸驅動翻轉,采用電液比例閥控制翻轉速度,翻轉過程平穩順暢,可防止線圈在翻轉過程中從卷芯架上甩出;上部設有結構簡單的C型抱緊框架,用于翻轉過程中抱住卷芯架,見圖9。
上部設有立導輪,便于卷芯架移入和對中;翻轉站用的3軸對中輪式運輸模塊可與升降機用的3軸對中輪式運輸模塊整體互換,并設有卷芯架夾緊裝置;翻轉框架上設有機械擋板,防止翻轉后卷芯架進入造成事故。
3.2.8 運卷小車
采用變頻電機,通過小齒輪與齒條嚙合實現小車行走,傳動平穩;盤卷框前端設有擋板,后部設移動壓板裝置用于卸卷過程中防止盤卷傾斜,可適應不同高度的盤卷;移動壓板裝置的位置由一個絕對值編碼器跟蹤,用于計算盤卷長度,以確定小車的停靠位置,確保盤卷被放在C型鉤的中心線位置。
圖9 翻轉站
4 部分設計計算
4.1 集卷站及翻轉站設備動作周期
4.1.1 集卷收集周期
集卷站收集周期T可按下式計算:
(1)
式中 T—集卷站收集周期,單位s; t—軋制間歇時間,單位s; M—單個盤卷重量,單位kg; v—集卷筒內盤卷重量堆疊速率,kg/s。
式(1)中,集卷筒內盤卷堆疊速率v可按下式計算:
(2)
式中 G—生產線最大機時產量,單位:t/h。
綜合式(1)和式(2)可得集卷站收集周期T為:
(3)
4.1.2 翻轉站周期
翻轉站處從一個承載卷芯架進入開始計算,該卷芯架完成翻轉、運卷小車接卷、盤卷掛鉤、卷芯架回翻、空載卷芯架駛離翻轉站這一連串動作,直至下一個承載卷芯架即將進入翻轉站為止,這段時間稱為翻轉站周期T′(單位s),為保證盤卷及時掛鉤,則有:
T′ (4) 集卷收集及翻轉站各設備動作時序應按照以上計算的總周期進行排定,時序圖略。 4.2 輪式運輸模塊同步皮帶傳動計算[3][4] 按照設備運行的工況條件,計算或確定如下內容作為同步帶傳動計算的已知條件: 1)同步帶傳遞的功率P; 2)小帶輪、大帶輪節徑及轉速,本傳動方案中大、小帶輪節徑相同即為d1=d2=d’(從結構因素考慮,初選直徑),速比為1,故轉速相等,即為n1=n2=n; 3)傳動用途、載荷性質、原動機種類以及工作制度,本方案中傳動用途為輸送機、原動機為交流電機、每天連續使用16~24小時; 4)兩帶輪中心距,按照在滾輪上運行的卷芯架底盤的尺寸,考慮運行的穩定性,應保證任何時刻底盤縱向應與至少2個滾輪接觸,按此原則初選中心距a’,中心距為不可調型; 5)帶型選擇圓弧齒同步帶; 6)本方案帶傳動示意圖如圖10。 (1)求設計功率Pd Pd=KAP (5) 式中 KA—工況系數,見表工況系數KA(化工第五版機械設計手冊,表13-1-68); P—傳動功率,kW。 圖10 同步帶傳動方案示意圖 (2)確定帶的型號和節距Pb 由設計功率Pd和帶輪轉速n,查圓弧齒同步帶選型圖,即可確定同步帶的型號和節距Pb。 (3)確定帶輪齒數z、節徑d及嚙合齒數Zm 根據初選帶輪節徑d’,查表“圓弧齒帶輪直徑”(化工第五版機械設計手冊,表13-1-62),可查得對應節距Pb的帶輪的齒數Z及節徑d。另外,如圖10,可知帶輪嚙合齒數:Zm=Z/2 (6) (4)確定同步帶的節線長度Lp 同步帶節線長度Lp為: Lp=2a′+π(d1+d2)/2=2a′+πd (7) 查表“圓弧齒帶的節線長度”(化工第五版機械設計手冊,表13-1-58)或有關廠家同步帶樣本,選擇最接近計算值的標準節線長即可確定實際同步帶節線長度Lp。 (5)計算同步帶的齒數Zb Zb=Lp/Pb (8) (6)計算傳動中心距a 按公式(7),將準確的同步帶節線長度Lp、帶輪節徑d代入,可得傳動中心距a的準確值: a=(Lp-πd)/2 (9) 表2 圓弧齒帶基準寬度 表3 小帶輪嚙合齒數系數 (7)確定同步帶設計功率為Pd時所需帶寬bs (10) 式中 bs0—選定型號的基準寬度,按表2選取; Kz—小帶輪嚙合齒數系數,按表3選取; KL—圓弧齒帶長系數,查表選取(化工第五版機械設計手冊,表13-1-78); P0—基準額定功率,圓弧齒帶查表“圓弧齒帶的基準額定功率”(化工第五版機械設計手冊,表13-1-75)選取。 (8)同步帶驗算(略)。 集卷系統是高線精整收集的重要設備,與傳統集卷設備相比,新興的立式卷芯架集卷系統設備結構簡單,易于維護,而且采用模塊化設計理念,可根據工藝要求對各模塊進行靈活布置,使立式卷芯架集卷系統除能完成傳統集卷設備的盤卷收集功能外,還能實現一些特殊的工藝功能,而且結構上更適應大卷重線材的生產,應用前景廣闊。 [1]邵峰等.高速線材集卷站設備淺析.冶金設備,2013年特刊(2),總第208期:99-101. [2]楊建立等.發明專利:在線熱處理線材收集運輸系統.專利號:ZL 2008 1 0115276.9. [3]成大先等.機械設計手冊(第五版第3卷).北京:化學工業出版社,2007.11,13-3~13-98. [4]呂剛磊等 同步帶傳動的設計計算及應用 教育科學博覽,2012(12).116~119. ·節能環保技術推廣· 冶煉銅渣的資源化利用成套技術 1 技術簡介 該技術針對火法冶煉水淬銅渣采用“磨浮選工藝+回轉窯焙燒工藝+磁選工藝+加氣磚制造工藝”來高效處理和綜合利用銅渣,回收有用的銅、鉛、鋅、鐵元素,并將尾渣制作加氣磚,實現全部銅渣的綜合利用。 2 典型業績 該技術方案正在應用工程云南鈺和工貿有限公司銅冶煉工業廢渣處理與綜合利用項目。項目將實現年處理銅冶煉水淬渣100萬t,回收銅精礦2萬t,鐵精粉41萬t,含鋅鉛粉塵4萬t,加氣混凝土60萬m3,蒸壓磚1.2億塊。項目投資內部收益率超過40%。 燒結煙氣氨法及鎂法脫硫技術 1 技術簡介 開發了系統流程短,設備簡單,投資低,脫硫效率高,運行穩定的濕法脫硫技術。以液氨(氨水或廢氨水)為脫硫劑,對煙氣進行噴淋洗滌,脫除煙氣中的SO2,副產硫銨化肥,分單塔工藝和雙塔工藝。負壓多效蒸發結晶技術,蒸汽能耗和設備投資顯著降低;逆流多功能玻璃鋼脫硫塔,設備更緊湊,脫硫塔高度進一步降低,防腐性能好;脫硫后煙氣直接通過塔頂煙囪排放的塔頂排煙技術,節約場地及設備投資;系統流程采用循環密閉系統,并配有防止氨泄露等安全措施。 2 技術指標 脫硫率≥95%。以玉溪工程為例,項目處理煙氣量720000Nm3/h,設計SO2初始濃度為1500mg/Nm3,折算成每噸燒結礦的投資成本為12.1元。運行后,SO2排放濃度≤100mg/Nm3;粉塵排放濃度≤50mg/Nm3,副產品硫銨總氮量>20.5%、水分<0.5%、游離酸<0.1%,達到國家農用化肥一級品標準。運行成本折算到噸燒結礦為4.5元。 技術提供單位及聯系方式 單位名稱:北京中冶設備研究設計總院有限公司 聯系人:張富信 電話:010-64458539,13911569262 網 址:http://www.mcce.com.cn Research and Application of Vertical Pallet System of High Speed Wire Rod Mill Shao Feng Chang Liang Zhang Yongxiao Yang Jianli (Beijing Shougang International Engineering Technology Co., Ltd., Beijing 100043) The vertical pallet system of high speed wire rod mill is fully described in this paper. The standard conveyor modules are modularized so that module can be assembled into different layouts according to the process requirement. The vertical pallet system is designed to match the space condition of various plants. This paper analyzes the layout, function, equipment structure and also introduces the method for calculation according to the research and application of vertical pallet system. High speed wire rod Coil reforming Vertical pallet system Modularized Conveyor module 邵峰,男,1980年出生,畢業于北京科技大學機械工程及自動化專業,本科,工程師,主要從事軋鋼機械的設計工作 TG333.71 A 10.3969/j.issn.1001-1269.2015.02.008 2014-07-22)


5 結束語
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
工業設計(2016年12期)2016-04-16 02:52:00
