商用車后橋差速器左殼鍛件節材工藝技術研究
2015-06-22 14:52:41桂安朋一汽鍛造吉林有限公司
鍛造與沖壓 2015年23期
文/桂安朋·一汽鍛造(吉林)有限公司
商用車后橋差速器左殼鍛件節材工藝技術研究
文/桂安朋·一汽鍛造(吉林)有限公司
因載重汽車噸位的增加,對差速器殼性能要求也越來越高。部分差速器殼已由鑄件改為鍛件,調質后有較高的抗疲勞極限和抗多次沖擊能力,低溫沖擊韌性好。本文以差速器左殼為例,論述由模鍛錘工藝改為機鍛工藝的改進過程。
差速器由差速器殼、行星齒輪、行星齒輪軸及半軸齒輪等零件組成。差速器殼將差速齒輪和半軸齒輪及十字軸等骨架組合在一起,其外部與從動錐齒輪或外齒環相連接。差速器殼兩端裝有滾錐止推軸承。差速器殼是差速器的主體,作用為:①安置十字軸或一字橫軸。②可保持差速器與后橋驅動車輪的傳動軸線不變。③力矩通過差速器傳動出去。
現狀
差速器左殼系列鍛件是汽車后橋差速器上的零件,改進前為傳統的鍛造工藝,3t和5t蒸汽錘聯合鍛造,工藝如圖1所示:下料→加熱→鐓粗→預鍛→終鍛→熱切邊→調質→清理→加工內孔→入庫。模鍛錘的特點是無頂出機構,導軌精度低,不適于采用閉式模鍛生產精密鍛件及深模膛鍛件,一般采用開式模鍛生產普通模鍛件,所以存在以下問題:①鍛件有飛邊,材料利用率低。②路線長,工人勞動強度大,人工成本高。③使用天然氣加熱,蒸汽錘鍛打,能源消耗高。④工藝原因,無法實現沖孔,需要后續加工內孔,費用高,鍛件周轉周期長。⑤坯料加熱時間長,氧化嚴重,表面缺陷大,加工余量大,客戶抱怨。⑥由于模鍛錘的導向精度差,鍛件錯差在生產中不宜保證。⑦模具采用整體模塊,模具材料為5CrNiMo,模具先期投入大。
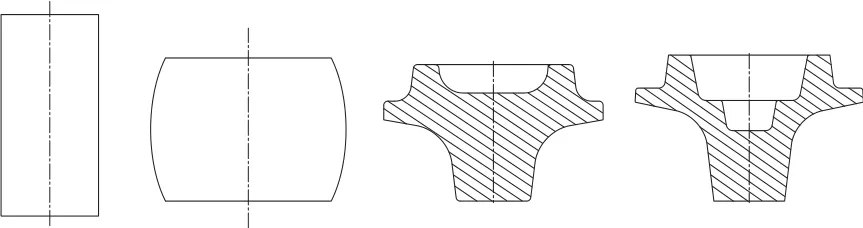
圖1 差速器左殼的傳統鍛造工藝
解決措施
⑴機械壓力機的鍛造特點。①工作環境好。噪聲和振動小,有利于操作人員的身心健康。②節約資源。導軌長,導向精度高,裝有上下頂料裝置,所生產鍛件精度高,因此節約材料和能源,減少后續加工工序和工時等,有利于降低鍛件成本。③生產率高。空行程和連續加載行程次數多,有利于提高生產率。④工藝穩定性高。操作主要靠機械控制,人為因素少,生產穩定性高,可降低檢驗費用,因此可以降低制造和管理成本。⑤多種功能。機械壓力機空程速度高和加載速度低、且抗偏載能力強,故適用范圍廣。
⑵解決措施。按照差速器左殼系列鍛件的最大直徑,如果按傳統經驗公式進行計算鍛造壓力P(噸)。經計算最大噸位超過4200t,不符合鍛壓機的使用原則。可見鍛造所需鍛造力是由投影面積大小決定的。
為解決這一問題,決定采用閉式鍛造。鑒于模擬的指導原則是終鍛先充滿型腔后出毛刺,這樣就大幅降低了模具的承壓力,可提高模具壽命,降低設備打擊力。先用鍛造模擬技術進行模擬,經過模擬,設備打擊力為3300t,所以,選擇在4000t鍛壓機上生產,符合設備使用原則。
改進后在4000t鍛壓機上生產,工藝如圖2所示:下料→加熱→成形鐓粗→預鍛→終鍛→熱沖孔→調質→清理→入庫,具有以下優點:①實現無飛邊鍛造,提高材料利用率。②不用聯合鍛造,降低人工成本。③使用中頻感應電加熱,降低能源消耗。④鍛件直接沖孔,減少了加工內孔費用,縮短了鍛件周轉周期。⑤減小加工余量,提高了機加工效率,降低了刀具消耗,減少了客戶抱怨。⑥模具采用鑲塊組合式結構,模具材料為H13,模具投入小。

圖2 改進后的鍛造工藝
工藝對比
⑴材料利用率。精密鍛造工藝是坯料金屬在模具封閉模膛內成形,無飛邊或出現較小飛刺,材料利用率和鍛件精度均比傳統模鍛件高,材料利用率比原來鍛件提高7%。
⑵模具。由于精密鍛造工藝沒有橋和倉部,所以模塊采取小型化、標準化,用標準鑲塊座、壓套或壓環,模具僅為小型的回轉體,加工費用、模具材料成本都大幅降低,生產時裝配簡單、快捷。而且還可以根據需要和加工能力采取鑲塊式結構,對終鍛上模采取肢解鑲塊式,大幅降低了由于模具局部損壞造成的模具消耗,而傳統工藝模塊大,更換不方便。
⑶防錯。原來鍛造工藝沒有防止錯差的鎖口,精密鍛造導程封料間隙僅為0.2~0.4mm,既起到封料作用,還防止了鍛件錯差,避免了傳統工藝因調整錯差引起的停工臺時,提高了生產效率。
⑷切邊與沖孔。原來鍛造工藝如采用切邊沖孔復合模,一種鍛件一套復合模,每套復合模價格在1萬元以上,如圖3所示,而且在生產過程中要求操作者具有較高調整技能,故障發生點較多,經常需要停工更換或修復模具,嚴重影響生產效率。在切邊時鍛件法蘭容易變形。精密鍛造工藝采用簡單沖孔模,如圖4所示,多種鍛件共用一套沖孔模體,一臺設備僅需一套沖孔模體,鍛件換品種僅需更換沖頭、沖孔座,模具價格在2000元內,且模具故障率大幅降低。由于不需要切邊,不存在法蘭切邊變形等問題。
傳統工藝更換鍛件品種必須更換復合模,調整復雜,常常需要1h以上,且模具結構復雜,設計及加工成本較高。精密鍛造工藝更換鍛件品種時只需更換沖頭、沖頭座,操作簡單僅需10min,且模具結構簡單,通用性好,設計及加工成本都很低。
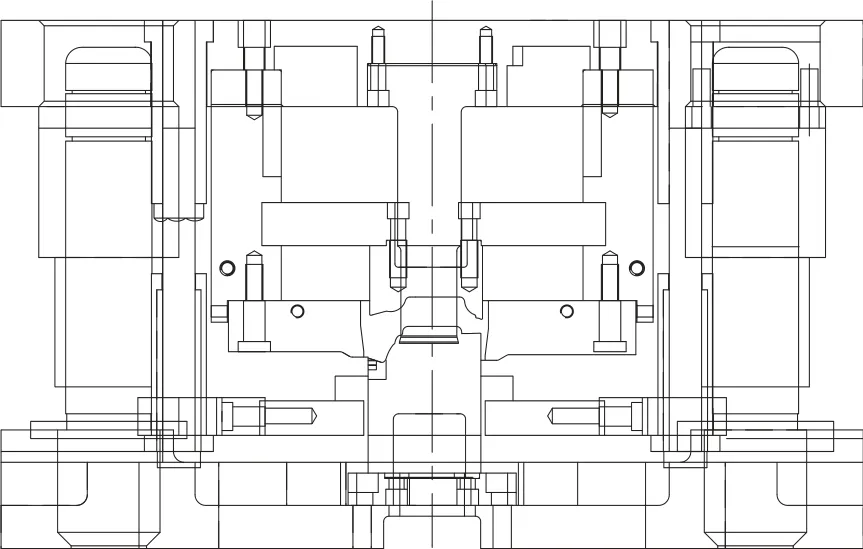
圖3 切邊沖孔復合模
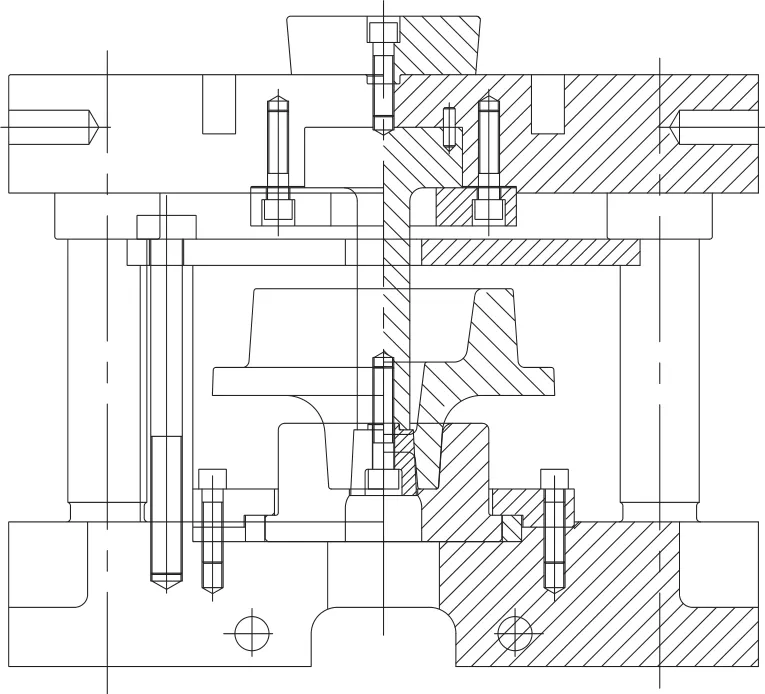
圖4 精密鍛造工藝采用的沖孔模
結束語
由此可見,該件工藝改進提高了材料利用率,降低了人工成本,減少了能源消耗,縮短了鍛件的生產周期,減小了加工余量,降低了刀具消耗,為類似鍛件或投影面積相同的鍛件在4000t鍛壓機上生產提供了依據,對今后開發新產品與改進工藝具有重要意義。
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國軍轉民(2017年6期)2018-01-31 02:22:28
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
石油化工應用(2014年8期)2014-03-11 17:40:03