車身高強(qiáng)鋼結(jié)構(gòu)件回彈趨勢分析方法
2015-06-21 10:47:32李馳鐘劍廣州汽車集團(tuán)乘用車有限公司
鍛造與沖壓 2015年20期
文/李馳,鐘劍·廣州汽車集團(tuán)乘用車有限公司
車身高強(qiáng)鋼結(jié)構(gòu)件回彈趨勢分析方法
文/李馳,鐘劍·廣州汽車集團(tuán)乘用車有限公司

李馳,技術(shù)中心工藝規(guī)劃室副主任,工程師,先后負(fù)責(zé)AD/AF/A28多款新車型項(xiàng)目沖壓領(lǐng)域工藝規(guī)劃,同步工程和模檢具導(dǎo)入工作,獲得過發(fā)明專利1項(xiàng)。
隨著汽車工業(yè)節(jié)能、環(huán)保、安全要求的日益提高,高強(qiáng)鋼在車身結(jié)構(gòu)件中的應(yīng)用比例不斷增加,高強(qiáng)鋼回彈造成的幾何尺寸偏差,成為影響車身精度和品質(zhì)提升的重要因素。針對(duì)高強(qiáng)鋼零件的回彈研究,主要包括回彈趨勢分析,工藝參數(shù)對(duì)回彈量的影響,以及模具的回彈補(bǔ)償?shù)确矫妗?/p>
由于零件幾何形狀的復(fù)雜性,零件回彈量包含尺寸/曲率收縮、扭曲回彈、角度回彈等各種回彈趨勢的疊加,并且受工藝參數(shù)——包括材料性能、工藝方案(拉延或者壓形)、壓邊力、成形力、保壓時(shí)間等因素的影響,因此首先要建立起零件回彈趨勢的分析方法,根據(jù)不同的回彈類型對(duì)回彈量進(jìn)行分析,是開展工藝參數(shù)對(duì)回彈量的影響以及模具回彈補(bǔ)償研究的前提。
沖壓件回彈的機(jī)理
沖壓件在成形過程中,會(huì)發(fā)生彈性變形和塑性變形,當(dāng)外力卸載時(shí)(零件從模具中取出或者廢料部分通過修邊切除后),彈性變形導(dǎo)致的殘余應(yīng)力釋放,使沖壓件朝變形相反的方向恢復(fù),從而產(chǎn)生回彈。
單向拉伸產(chǎn)生的回彈
圖1所示是單向拉伸的回彈過程,零件的初始長度為L0,受到外力F作用時(shí),板料厚度方向上產(chǎn)生均勻的應(yīng)力分布,產(chǎn)生應(yīng)變量εp+εe,當(dāng)外力F卸載后,彈性應(yīng)變?chǔ)舉恢復(fù),零件的長度變小,最終零件尺寸為La。
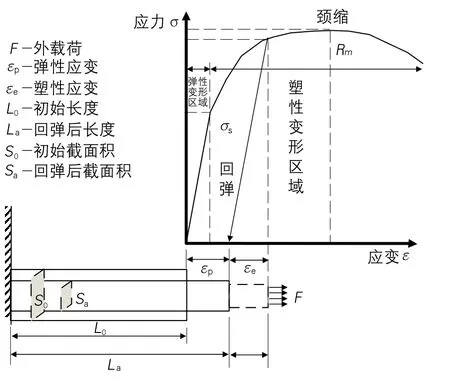
圖1 單向拉伸狀態(tài)的回彈
彎矩產(chǎn)生的回彈
當(dāng)零件受到彎矩作用時(shí),彎曲應(yīng)變?chǔ)舃end在厚度方向上的變化如圖2a所示,板料厚度方向上的應(yīng)力分布如圖2b所示,零件產(chǎn)生彎曲變形。當(dāng)彎矩力卸載后,由彈性應(yīng)變產(chǎn)生的殘余應(yīng)力釋放,在厚度方向上恢復(fù)應(yīng)變?chǔ)舝elax變化如圖2a所示,回彈后零件的曲率變小,最終零件的形狀和厚度方向的應(yīng)力分布如圖2c所示。
實(shí)際的沖壓件形狀都比較復(fù)雜,同時(shí)受到拉伸載荷和彎矩載荷作用,此時(shí),拉伸變形和彎曲變形綜合作用,殘余應(yīng)力的釋放造成零件幾何尺寸的縮小和曲率的減小,導(dǎo)致零件最終的尺寸偏差。
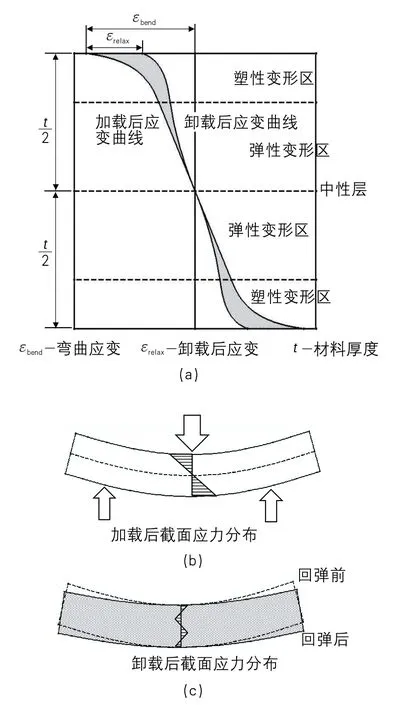
圖2 受彎矩時(shí)的彎曲回彈
典型高強(qiáng)鋼零件的回彈趨勢分析方法
以下以A車型側(cè)圍前上加強(qiáng)板零件為例,介紹高強(qiáng)鋼零件回彈趨勢的分析方法。
車身高強(qiáng)鋼一般都為梁架件結(jié)構(gòu),幾何形狀有以下特點(diǎn):
⑴零件具有典型的特征截面(圖3a);
⑵以特征截面的幾何中心擬合的一條曲線,零件的形狀近似于特征截面沿特征線掃掠而成,即零件具有特征線(圖3b)。

圖3 側(cè)圍前上加強(qiáng)板
A車型側(cè)圍前上加強(qiáng)板屬于側(cè)圍內(nèi)板總成(圖3c),主要起到加強(qiáng)車身A柱到頂邊梁區(qū)域的強(qiáng)度的作用,在碰撞時(shí)支撐前排乘員空間不受擠壓,保證人員的安全,材質(zhì)為DP600,屈服強(qiáng)度為480MPa,抗拉強(qiáng)度為600MPa。零件的整體形狀符合整車造型側(cè)圍A柱到頂邊梁的造型,特征線是一條變曲率的空間曲線,零件的特征截面呈“幾”字形。下面通過Pam-stamp軟件進(jìn)行自由回彈結(jié)果對(duì)比,分析此種類型零件的回彈趨勢。
圖4是CAE分析自由回彈的分析結(jié)果,綠色表示回彈前的零件,紅色表示回彈后的零件。為了更好地描述零件的回彈趨勢,在特征線上建立等距的法向面,截取零件的特征截面SEC1~SEC17(圖4)。另外,在特征截面上取點(diǎn)測量其扭轉(zhuǎn)量,如圖5所示。由于回彈,零件特征線的曲率發(fā)生變化,造成特征截面的位移。在特征截面上,選取三個(gè)特征點(diǎn),位于“幾”字形頂部的直線區(qū)域,其中p1、p3為直線段的起點(diǎn)和終點(diǎn),p2為直線段的中點(diǎn),以p2點(diǎn)為基準(zhǔn),測量特征截面的Y向位移量dy和Z向位移量dz,以及特征截面的扭轉(zhuǎn)量——直線p1p3的夾角θx。
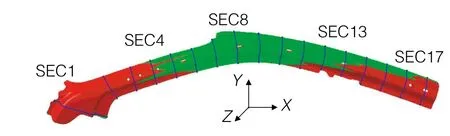
圖4 自由回彈分析云圖
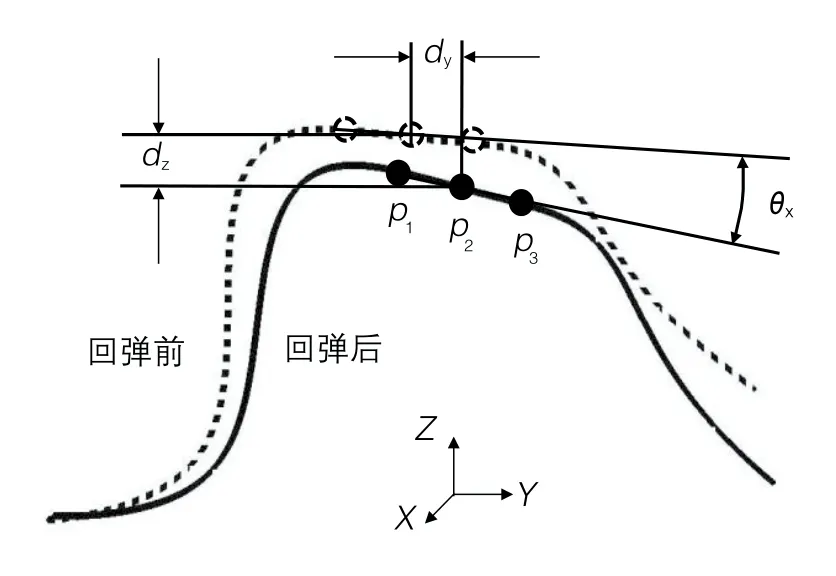
圖5 特征截面的回彈量
以SEC8的特征截面為中心,測得特征截面的Y向偏移量、Z向的偏移量以及X軸轉(zhuǎn)角如圖6所示。結(jié)果顯示,偏移量與轉(zhuǎn)角的大小都與各特征截面和SEC8的距離有線性關(guān)系。
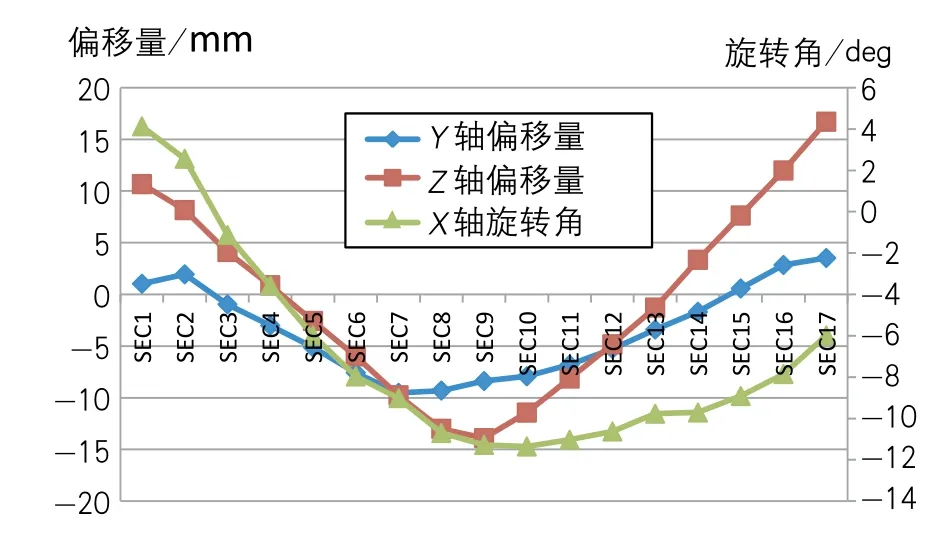
圖6 特征截面回彈量統(tǒng)計(jì)數(shù)據(jù)
將回彈后的特征截面的Y軸偏移、Z軸偏移和X軸旋轉(zhuǎn)消除后,回彈后的特征截面和回彈前的特征截面的立壁仍有一定的角度,主要是由彎曲回彈導(dǎo)致,各截面立壁端點(diǎn)的回彈量如圖7所示。由圖7可以看出,回彈量在1~4mm的范圍內(nèi),由于受到不規(guī)則的幾何形狀的影響,回彈量沒有明顯的規(guī)律。但也可以看出,零件X軸正向的一端(SEC11至SEC17)特征截面比較一致,且特征線曲率比較大,受到幾何形狀的約束較小,回彈量明顯變大。
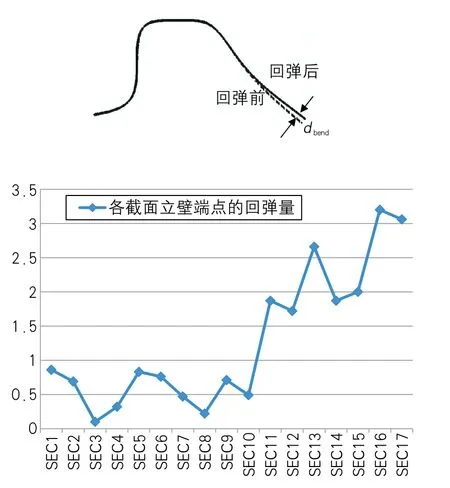
圖7 立壁端點(diǎn)回彈量統(tǒng)計(jì)數(shù)據(jù)
通過上述分析可以看出,此零件的回彈主要有三部分:
⑴零件的整體回彈。特征線曲率減小,特征截面Y軸和Z軸的偏移及回彈量與特征截面距中心特征截面的距離呈線性關(guān)系。
⑵零件的扭曲回彈。特征截面角度的變化,扭曲角度和特征截面距中心特征截面的距離呈線性關(guān)系。
⑶零件的彎曲回彈。特征截面立壁的角度的變化。
結(jié)束語
本文通過CAE分析獲得高強(qiáng)鋼自由回彈的原因,并將回彈分解為整體回彈、扭曲回彈和彎曲回彈,對(duì)幾種回彈量的變化規(guī)律進(jìn)行了分析。在實(shí)際的應(yīng)用中,可按照本文的方法選擇零件的特征截面,使用三坐標(biāo)測量回彈數(shù)據(jù)并分析,可以更加直觀量化地把握零件的回彈趨勢,為模面的回彈補(bǔ)償方法和補(bǔ)償量提供參考數(shù)據(jù)。本文的分析方法,也可用于對(duì)不同材料、工藝參數(shù)的變化對(duì)回彈量的影響的研究,以及分析類似零件(具有近似特征截面和特征線)的回彈量并建立數(shù)據(jù)庫;通過大量實(shí)際的數(shù)據(jù)積累,反饋到CAE的分析結(jié)果,輔助CAE分析更加準(zhǔn)確地預(yù)測零件的回彈量。
[注:本文相關(guān)試驗(yàn)基金由廣州市科技計(jì)劃項(xiàng)目(2014J4300027)資助]
猜你喜歡
第一財(cái)經(jīng)(2021年6期)2021-06-10 13:19:08
山東冶金(2019年6期)2020-01-06 07:45:54
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
當(dāng)代陜西(2019年10期)2019-06-03 10:12:04
數(shù)學(xué)小靈通·3-4年級(jí)(2017年9期)2017-10-13 08:10:54
Coco薇(2017年9期)2017-09-07 21:23:49
紡織服裝流行趨勢展望(2016年2期)2016-05-04 03:47:15
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
汽車科技(2015年1期)2015-02-28 12:14:44
