往復擠壓工藝的裝置設計及數值模擬
2015-06-21 10:34:02董力源薛世博史碩晴合肥工業大學
鍛造與沖壓 2015年11期
文/董力源,薛世博,史碩晴·合肥工業大學
往復擠壓工藝的裝置設計及數值模擬
文/董力源,薛世博,史碩晴·合肥工業大學
往復擠壓工藝是大塑性變形(SPD)技術的一種,該技術可使合金材料得到超細晶(UFG)組織。針對現有往復擠壓裝置均需在雙向液壓機上方可實現,且國內液壓機多為單向液壓機等問題,本文設計了一種用于在單向液壓機上實現往復擠壓工藝的裝置,并結合有限元數值模擬驗證了該裝置的可行性。
針對傳統材料存在的缺點,從材料內部組織、結構和材料性能的關系入手,研究傳統材料的改造和創新材料的開發應用已愈來愈重要。提高材料的性能大多集中在晶粒的細化,合金材料在獲得超細組織后,其物理、力學性能往往得到顯著提高。大塑性變形技術簡稱SPD,具有顯著的細化晶粒作用,可以將材料的晶粒組織細化到亞微米甚至納米級,被國際材料學界公認是制備塊體納米和超細晶材料的最有前途的方法。往復擠壓技術簡稱CEC,是大塑性變形技術SPD其中的一種。往復擠壓的模具由兩個同軸的相同尺寸的模腔和一個緊縮區組成,每個型腔配備一個沖頭。在擠壓過程中,試樣在沖頭的作用下,到達緊縮區,此時試樣將受到正擠壓變形,擠壓后的試樣在另一個模腔的沖頭作用下發生鐓粗變形。然后,另一邊沖頭將試樣按上述過程反向壓回完成一個擠壓循環。重復以上過程直至獲得所要的應變為止,然后移去一側沖頭就可以將試樣擠出成形。它具有以下特點:⑴應變量大,晶粒細化能力強;⑵擠壓與壓縮同時進行,可以使金屬和合金獲得任意大的應變而沒有破裂的危險;⑶連續變形,無需改變試樣的原始形狀;⑷材料在變形過程中基本處于壓應力狀態,有利于消除材料初始組織的各種缺陷;⑸加工溫度范圍廣。
現有技術中的往復擠壓工藝,上下凸模各對應一個液壓推力系統,一般需要在雙向液壓機上才能實現,對設備要求較高。除此,也有人提出過單向液壓機上實現往復擠壓工藝的裝置,但是由于坯料接觸下頂頭時是“硬著陸”,即下凸模位置固定不動,不隨著坯料向下移動,坯料接觸下凸模后,下擠壓筒內坯料的軸向長度不再發生變化,易導致坯料在擠壓筒失穩發生宏觀折疊,造成往復擠壓工藝無法進行下去。
裝置設計
圖1為可在單向液壓機上實現往復擠壓工藝的裝置示意圖。本裝置具有以下特點:
⑴相比已有技術中往復擠壓工藝需要在雙向液壓機上才能實現,本裝置直接利用單向液壓機完成雙向擠壓工藝,大大降低了對設備的要求,由于我國普遍使用單向液壓機,該裝置極大地有利于往復擠壓工藝的推廣。
⑵在單向液壓機上實現了往復擠壓工藝的“軟著陸”,即通過設置氮氣彈簧提供背壓力,并作為下頂頭的承載面,使得坯料接觸下頂頭后,下頂頭可以向下運行,因此下擠壓筒內坯料的軸向長度仍在增加,避免坯料在擠壓筒失穩發生宏觀折疊,保障往復擠壓工藝的正常進行,以往也有人提出過在單向液壓機上實現往復擠壓工藝的裝置,但是由于坯料接觸下頂頭時是“硬著陸”,易導致坯料在擠壓筒失穩發生宏觀折疊,造成往復擠壓工藝無法進行下去。
⑶擠壓筒由兩瓣半環形擠壓筒拼合組成,并且縮頸是由兩瓣模芯鑲塊嵌入內筒壁凹槽而來,目的是方便卸料,提高生產效率,以往實現往復擠壓的裝置卸料都比較困難,甚至取不出加工好的坯料。
⑷將上、下凸模分別分解為上沖頭、上墊板與下墊板、下頂頭,可以設置上沖頭的直徑比上墊塊略小,下頂頭的直徑比下墊塊略小,這樣可以使得每次回程時,上沖頭能夠輕易拔出,下頂頭能夠輕易被氮氣彈簧頂起,以往的裝置往往上、下沖頭會被飛邊卡住,很難取出來,嚴重影響工作效率。
⑸縮頸直徑可以變動,是為了滿足不同擠壓比的需求。變形區設計為模芯鑲塊,是為了方便替換易損區。模芯鑲塊的上、下端面設計為一定錐度,是為了模芯鑲塊嵌入方便,同時增加模芯鑲塊的抗剪斷能力和半環形擠壓筒內筒壁凹槽的抗壓塌能力,有利于提高模具使用壽命,以往的裝置通常縮頸跟擠壓筒是一體的,而縮頸又是最容易損壞的,縮頸損壞意味著要更換新模具,造成很大的浪費。
⑹下頂頭尺寸與凹模固定板圓形空腔相互配合,環形擠壓筒其頂端圓柱體與凹模壓板底面上的圓形凹槽相互配合,整個凹模又是跟凹模固定板相互配合,以及上、下凸模采用分體設計,這一系列結構設置可以輕易實現凸模與凹模的對中,操作簡單,以往的裝置上、下(或左、右)凸模往往無此結構,對中困難。
⑺環形擠壓筒、凹模壓板、預緊圈和模芯鑲塊組成的凹模作為一個整體,在工作時可以倒轉。往復擠壓成形第一道次時,將凹模正放,第一道次結束將凹模倒放進行第二道次,如此循環可進行后續道次。
數值模擬
有限元建模
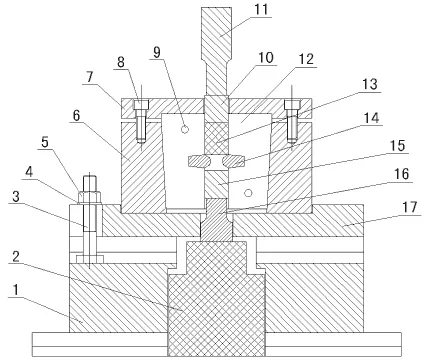
圖1 往復擠壓裝置示意圖
為了驗證本裝置的可行性,進一步探討往復擠壓工藝的特點,采用Deform-3d有限元軟件對往復擠壓工藝過程進行有限元模擬。通過UG軟件三維建模,然后導入Deform-3d軟件,得到如圖2所示的往復擠壓工藝結構示意圖。有限元模擬過程中所采用的工藝參數見表1,根據上、下型腔直徑為φ30mm,縮頸直徑為φ20mm,可得擠壓比為2.25。模擬時的關鍵技術是給下頂頭設置一個類似氮氣彈簧所提供的逐漸上升的背壓力。
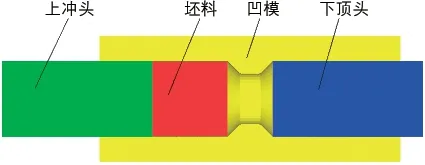
圖2 結構示意圖
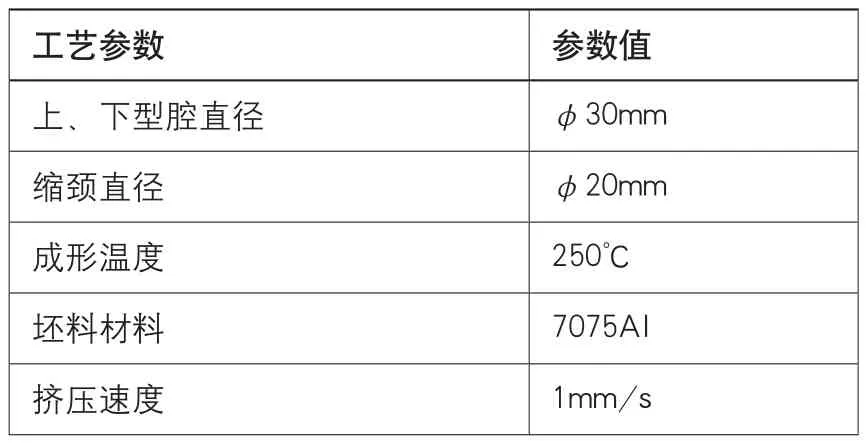
表1 工藝參數
圖3所示為往復擠壓工藝成形過程,由于對下頂頭設置了一個類似氮氣彈簧所提供的逐漸上升的背壓力,整個成形過程中坯料平穩通過縮頸口,且均未失穩發生宏觀折疊,真正實現了坯料的“軟著陸”,因此,該裝置設置氮氣彈簧是合理的。

圖3 往復擠壓成形過程
圖4為第二道次結束時,坯料對稱面上等效應變分布圖,由圖4可知,經過兩道次的往復擠壓變形,坯料的大部分區域等效應變量已達到4。在大塑性變形工藝中,作用于材料上的應變超過4.0,材料可獲得晶粒尺寸小于1μm的超細晶組織,因此,材料經過往復擠壓變形可以較容易得到UFG組織。
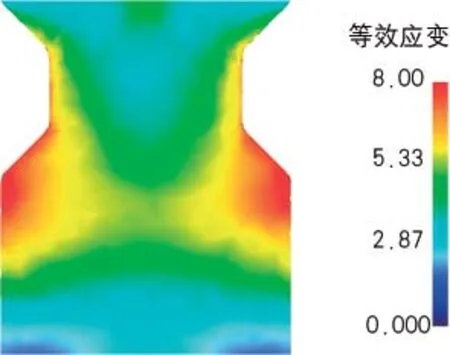
圖4 等效應變分布圖
圖5為第二道次結束時,坯料對稱面上溫度分布圖,由圖5可知,經過兩道次的往復擠壓變形,坯料溫度由250℃升至260~290℃,并且溫度分布較為均勻,縮頸變形區溫度較高,已變形區溫度較低。7075鋁合金較優的成形溫度一般在450℃以下,而往復擠壓變形過程中溫度均在此范圍,不會出現過燒和組織粗大,并且由此可知,在加熱設備允許的范圍,成形溫度在合理范圍內可以進一步提高,以便降低載荷。
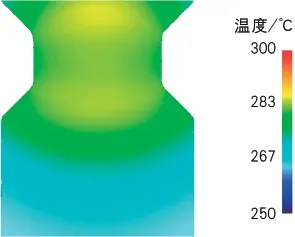
圖5 溫度分布圖
圖6為往復擠壓過程中,上沖頭與下頂頭的載荷-時間曲線,由圖6可知,上沖頭與下頂頭的載荷間存在近似的平行關系,兩者之差約為70t,這70t的差值是由坯料與腔壁間的摩擦及縮頸區的劇烈變形引起的,其中劇烈變形力占主導。上沖頭的最大載荷約為140t,針對本實驗現有的200t液壓機設備,該載荷在合理范圍,并且可以進行更大擠壓比的往復擠壓成形。
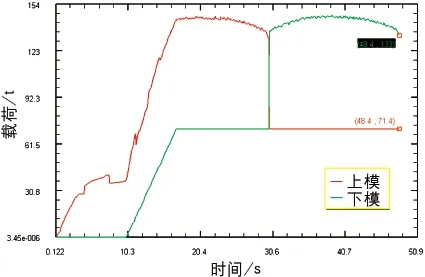
圖6 載荷-時間曲線
結束語
本文論述了一種用于在單向液壓機上實現往復擠壓工藝的裝置,通過來回倒置凹模,可以對圓柱坯料進行多道次往復擠壓變形;通過替換不同內徑的模芯鑲塊,可以實現不同擠壓比的往復擠壓工藝;本裝置進行往復擠壓工藝具有操作方便,對液壓機設備要求低,對模具易損處更換方便,節省模具材料等優點。
通過有限元數值模擬,驗證了該裝置的可行性,整個往復擠壓過程中坯料平穩變形,未出現失穩發生宏觀折疊,造成往復擠壓工藝無法進行下去;在坯料第一次通過縮頸口后,上沖頭與下頂頭的載荷進入穩定的差值;通過兩道次往復擠壓變形后,坯料大部分區域應變量便可達到4以上。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
