淺析多工位模具干涉檢查技術
2015-06-21 10:47:26董劍安上海賽科利汽車模具技術應用有限公司
鍛造與沖壓 2015年22期
文/董劍安·上海賽科利汽車模具技術應用有限公司
淺析多工位模具干涉檢查技術
文/董劍安·上海賽科利汽車模具技術應用有限公司
本文重點介紹多工位模具在汽車沖壓模具領域的開發和應用,以及多工位干涉曲線在模具設計上的應用。對靜態干涉檢查技術做了詳細的論述,對于模具行業多工位模具的設計及制造調試有很大的指導意義。
多工位模具是將多套工序的模具依次裝配在同一個底板上,形成一個模具族,然后安裝在一臺多工位壓力機上,一個行程中同時完成多工序沖壓,靠送料機械手或吸盤將工序件自動地移送到下一工位,最后一個工位完成的是最終產品,由此實現了多工位連續沖壓生產。多工位模具壽命約為200萬次,第一次刃磨次數高于30萬次。采用多工位模具生產制程能力指數CPK≥1.33,SPM最高可以達到25,是沖壓自動化生產常用的方式之一。多工位機械傳動系統由傳輸橫梁及夾持裝置兩部分構成。傳輸橫梁一般屬于壓機設備;夾持裝置屬于工裝設備,不同零件單獨定制。傳輸系統的運動軌跡橫梁與夾持裝置隨時間或壓機凸輪轉角的變化而走過的路徑及軌跡曲線。其可分為二維絕對運動軌跡曲線及三維絕對運動軌跡曲線兩種。
二維絕對運動軌跡曲線可分為四個階段(圖1):⑴夾持裝置在零位等待(兩個工位之間);⑵夾持裝置到前一個工位準備取件;⑶夾持裝置將工件吸住并抬起,傳送工件到下一個工位并放下工件;⑷夾持裝置返回零位等待。分為二維運動和三維運動。筆者多年從事多工位模具結構設計、校對和審核工作,積累了大量的經驗和技術,現撰寫此文,供同行參考。
多工位傳送裝置的絕對運動
多工位傳送裝置的絕對運動是指傳輸
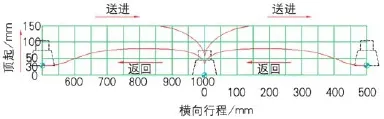
圖1 二維絕對運動軌跡曲線
三維絕對運動即端拾器真實運動的軌跡線,如圖2所示。絕對運動軌跡包括:端拾器伸出準備夾持工件的運動(Y軸進入運動);端拾器抬起工件到傳送高度(Z軸升起運動);端拾器傳送工件到下一個工位(X軸傳輸運動);端拾器將工件放下(Z軸下降運動);端拾器收回(Y軸退出運動);端拾器返回拾取下一個工件(X軸返回運動)。
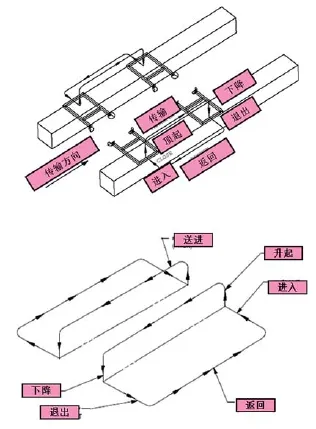
圖2 三維絕對運動軌跡線
二維絕對運動軌跡時間圖是用來表示運動位置與時間點關系的圖表,一般由沖壓廠提供。二維、三維絕對運動軌跡時間圖通常與壓機運動軌跡表合在一起,大部分不以時間點為基準,而以壓機凸輪轉角為基準而生成圖表。
多工位傳送裝置的相對運動
在壓機滑塊的運動過程中,以壓機滑塊為不動點或觀測點來看端拾器的運動而形成的運動及運動軌跡曲線叫相對運動及相對運動軌跡曲線(干涉曲線),相對運動與時間沒有關聯。
某多工位模具沖壓生產線機械手相對上模的運動軌跡如圖3所示,即二維相對運動軌跡曲線。三維相對運動軌跡曲線如圖4所示。三維絕對曲線與相對曲線的空間相對關系,如圖5所示。其中,a為絕對曲線(機械手帶件);b為絕對曲線(機械手空走);c為相對曲線(機械手帶件);d、e為相對曲線(機械手空走)。
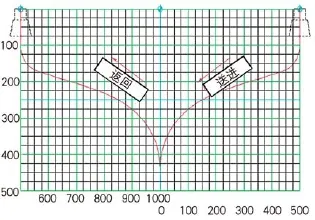
圖3 二維相對運動軌跡曲線
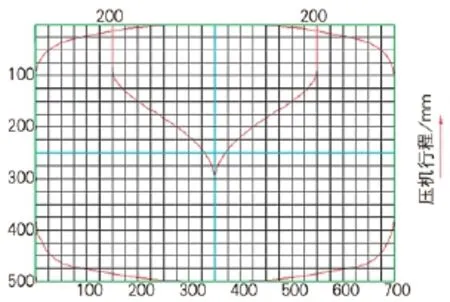
圖4 三維相對運動軌跡曲線
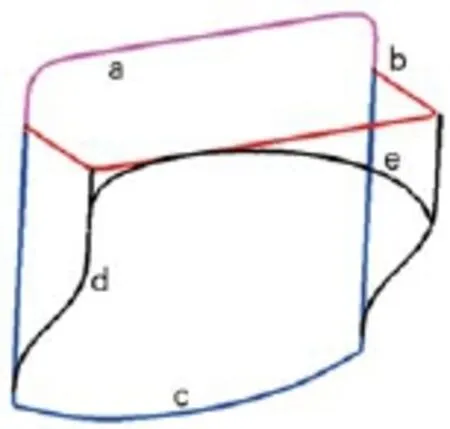
圖5 三維絕對曲線與相對曲線的空間相對關系
三維模具靜態干涉檢查
三維干涉檢查
多工位模具一般所做的干涉檢查都是靜態檢查,即在模具閉合的狀態下,下模用絕對曲線(機械手的真實運動軌跡)進行檢查,上模用相對曲線(機械手相對上模的運動軌跡)進行檢查。
干涉檢查的前提是單個零件模具數量不多于整條生產線的壓機或工步數量,不足的數量必須有空工位;壓機干涉曲線由模具訂貨廠家提供最終絕對曲線及相對曲線,或提供壓機運動參數,由模具制造廠家進行合成,壓機橫梁參數、拆垛機高度、出料側輸送帶高度等等;操作線高度圖包括送料高度、制件頂起高度、制件傳輸高度、沖模中心線、制件的轉角等等,一般由模具制造廠家繪制在工藝圖上。自動化取送料在模具中的具體應用一般主要考慮模具訂貨廠家在生產使用過程中與自動取送料裝置不能發生干涉碰撞,否則模具生產無法進行。模具干涉檢查就是為了防止發生干涉碰撞進行的先期模擬,因此干涉檢查最好能在模具進行結構設計前進行,模具按照干涉檢查結果進行設計。
三維干涉檢查的內容
絕對運動軌跡的干涉檢查是對模具下模零件所做的干涉檢查。相對運動軌跡的干涉檢查是對模具上模零件的干涉檢查,在檢查過程中要注意:⑴模具的全部活動工作零件的行程之和加上端拾器舉高行程要小于壓機滑塊行程,這是干涉檢查的前提條件;⑵在夾持工件運動中,端拾器不與上模或下模零件發生干涉,并且在上下模活動零件行程釋放的狀態下進行檢查;⑶在抬起和傳送工件運動中,將端拾器不與上模或下模零件發生干涉;⑷在抬起、傳送及放下工件的運動中,工序件及端拾器不與上模或下模零件發生干涉;⑸端拾器收回運動中,不與上模或下模零件發生干涉;⑹端拾器返回運動中,不與上模及下模零件發生干涉。
絕對運動軌跡的干涉檢查步驟
⑴下模單序模具檢查。
下模單序模具檢查如圖6所示。機械手不帶件的運動階段,直接檢查機械手與下模是否干涉,在機械手與工序件同時運動階段,將端拾器+工序件的絕對運動軌跡掃描成曲面,檢查下模零件是否與曲面干涉。
⑵下模聯動檢查。
將模具各工序絕對運動掃描曲面與各工序模具放在一起做整體檢查,如圖7所示。
相對運動軌跡的干涉檢查步驟
相對運動軌跡主要檢查進入、抬起、傳輸、下降、退出、返回6個運動過程中是否與上模干涉。在進入、抬起、下降、退出運動過程機械手不帶件空走,檢查進或出模具,上模所有零件不能與機械手掃過區域有干涉。返回運動過程機械手不帶件的相對運動軌跡掃描成曲面,檢查上模零件是否與曲面干涉。傳輸運動過程干涉檢查,如圖8所示。機械手帶件的相對運動軌跡掃描成曲面,檢查上模零件是否與曲面干涉,此時,上模所有壓料板及彈頂銷要行程釋放來檢查。
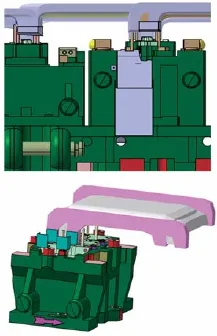
圖6 下模單序模具檢查
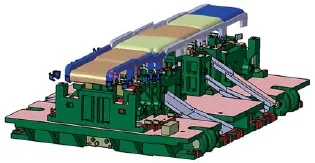
圖7 下模聯動檢查
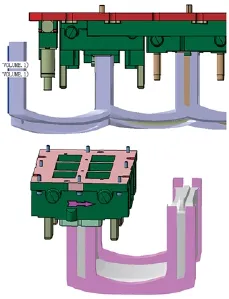
圖8傳輸運動過程干涉檢查
二維模具靜態干涉檢查
串聯壓機組干涉曲線
多工位串聯壓機組按生產頻次分為12SPM、13SPM、15SPM、17SPM四種干涉曲線。模具設計時應根據零件形狀的起伏大小優先選擇SPM較快的干涉曲線。每種頻次的干涉曲線按照橫梁抬升高度又分為250mm、300mm、350mm三種,設計時具體按照零件深度來選擇。每種抬升高度的干涉曲線又細分為3種,每類抬升高度的干涉曲線中分為2根,檢查上模是否干涉的曲線是橫梁與壓機合成運動曲線,檢查下模是否干涉的曲線,是橫梁的運動曲線。
多工位串聯壓機組中干涉曲線應用
⑴干涉曲線掃描曲面的生成。
首先在沖壓工藝圖中確定各工序的傳輸高度,同時確定各吸盤及機械手在工件的抓取位置及傳輸橫梁的位置,下模干涉曲線掃描曲面分為帶件掃描曲面和不帶件掃描曲面兩種。帶件掃描曲面是將零件型面沿運動軌跡曲線進行掃掠而形成的掃掠面;不帶件掃描曲面是將吸盤及機械手沿運動軌跡曲線進行掃掠而形成的掃掠面(圖9)。上模干涉曲線掃描曲面分為帶件掃描曲面和不帶件掃描曲面。上模不帶件掃描曲面(圖10)是將傳輸橫梁沿相對運動軌跡曲線進行掃掠而形成的掃掠面,一般只做不帶件掃描曲面的檢查就可以了。

圖9 下模干涉曲線掃描曲面

圖10 上模不帶件干涉曲線掃描曲面
⑵干涉曲線掃描曲面在模具設計中應用。
1)上模檢查(圖11)。在模具閉合狀態下用上模干涉曲線掃描曲面與上模做檢查。模具導向方面主要考慮上模外導向與橫梁之間的干涉,設計時外導向盡量不要采用四角導向的結構,上模導向腿的高度盡可能的降低,以減少橫梁與外導向發生干涉。
2)下模檢查(圖12)。在模具閉合狀態下用下模帶件掃描曲面和不帶件掃描曲面與下模做干涉檢查。拉延模零件定位方面,下模上零件定位裝置通常是最容易發生干涉的區域。通常為避免干涉設計時將吸盤的位置與零件的定位在送料方向側錯開,同時將整個零件沿下模用干涉曲線掃掠,檢查是否存在干涉。對于零件起伏較大的零件需要將定位設計成翻轉式或伸縮式,斜楔驅動塊方面:當零件起伏較大而且在送料方向上存在斜楔機構時,一定要注意斜楔驅動塊的高度。
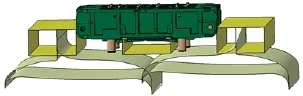
圖11 上模檢查
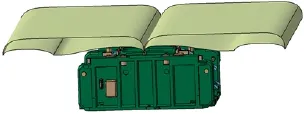
圖12 下模檢查
干涉檢查注意事項
所有干涉檢查必須遵循的一個原則是:檢查對象必須釋放所有彈性原件包括氣墊、彈簧、氣缸等;所有機械手的運動軌跡是完全相同且唯一的。制件前后序的轉角會造成前后序中心線的偏移,補償這種偏移,既可通過在模具設計中進行補償,也可通過制件外定位使其發生側移。軌跡曲線的牽入點的正確使用是關鍵。
結束語
隨著科學技術的迅猛發展和為了提高沖壓的生產效率,越來越多的整車廠和零部件廠采用自動化壓機來生產,這就促使了模具設計需要越來越多考慮與壓機傳送機構是否干涉的問題。目前大多數模具廠還是在模具設計完成以后再以2D圖紙插入干涉曲線的方式來檢查干涉,這樣有可能插入的曲線并不是最危險斷面,從而模具還是與送料機構存在干涉,還可能發現干涉再去重新更改模具設計。這樣無形中增加了很多返工的浪費。由于三維設計的開展及普及,我們應該在設計開始前通過帶件掃描的技術將安全區域制定出,所有的設計內容必須全部在安全區域內,這樣既能避免存在干涉檢查不出,也能減少后期進行干涉檢查所造成的返工。
