某車型貨廂后圓角外板縮頸開裂問題改進
2015-06-21 11:35:32艾衛東梅曾輝陳文標趙道智馬杰江鈴汽車股份有限公司沖壓廠
鍛造與沖壓 2015年14期
關鍵詞:分析
文∕艾衛東,梅曾輝,陳文標、趙道智,馬杰·江鈴汽車股份有限公司沖壓廠
某車型貨廂后圓角外板縮頸開裂問題改進
文∕艾衛東,梅曾輝,陳文標、趙道智,馬杰·江鈴汽車股份有限公司沖壓廠

艾衛東,沖壓廠廠長助理,高級工程師,6-Sigma黑帶,主要從事汽車行業沖壓工藝開發及質量管理工作,獲多項集團公司科技進步獎,獲實用新型專利2項。
本文通過對后圓角外板上的拉延工序進行分析,利用FLD分析確定產品拉延工序的成形裕度,利用CAE軟件進行有限元仿真模擬,并結合一次回歸的正交設計確定最佳的產品數模修正數值。按照分析結果進行模具整改,最后再利用FLD分析驗證產品拉延工序的成形裕度。
江鈴汽車股份有限公司沖壓廠是江鈴汽車股份有限公司的龍頭廠,擔負著全順、五十鈴、皮卡和馭勝四大系列車型1300多種大、中型沖壓件的生產任務,大部分產品都需要沖壓拉延成形。由于少量產品在拉延時有縮頸開裂問題,導致產品報廢、待機調模,產生了大量的劣質質量成本。
縮頸開裂產生的原因
縮頸開裂多產生于拉延工序,也有少量產生于翻邊或整形工序。拉延件縮頸開裂的主要原因有:⑴模具壓邊力過大或拉延筋配合不好,造成材料流動過慢;⑵模具R角過大或過小,阻礙材料流動;⑶材料原因造成開裂,則是由于材料成形性不好,即材料的抗拉強度不足;⑷如果是整形開裂,則是由于凹凸模配合不好造成。
本文主要是分享一種解決拉延件縮頸開裂問題的思路。在接下來的案例中將介紹如何利用FLD(成形極限圖)和CAE分析,結合6-Sigma工具來解決實際生產中拉延件的縮頸開裂問題。
案例展示
后圓角外板上由于縮頸開裂問題導致的產品年均報廢率為1.28%,每年產生待機調模時間為100h,劣質質量成本為302592元。
原因分析
通過魚骨圖分析,分別從人、機、料、法、環、測6個方面找出了11個影響因子,再利用因果矩陣的權重分值和柏拉圖的80/20法則,最終確定了以下4個主要因子:⑴拉延工序壓邊力;⑵原材料成形性能;⑶拉延工序定位可靠性;⑷拉延工序潤滑效果。對4個因子進行數據收集,并利用CPK分析,4個因子的分析結果如圖1所示。

圖1 CPK分析
從CPK分析數據中可以得出,導致后圓角外板上縮頸開裂的關鍵因子為拉延工序壓邊力過大。沖壓成形過程中的壓邊力是板料塑性成形的一個重要的工藝參數。壓邊力的主要作用是用來增加板料中的拉應力,控制材料的流動,避免起皺。一般來說,壓邊力過小,無法有效地控制材料的流動,板料很容易起皺;而壓邊力過大,雖然可以避免起皺,但拉破的趨勢會明顯增加,同時模具和板料表面受損的可能性亦增大,從而影響到模具的壽命和板料成形的質量。所以壓邊力的合理控制就成為薄板沖壓成形過程中一個十分重要的因素。
帶拉延筋的壓邊圈,壓邊力可根據需要進行調節,生產時只需要較小的壓邊力,而產生的正壓力較小,有利于保證模具的使用壽命和產品的質量。結合模具結構和現場生產跟蹤情況,小組決定利用CAE對模具拉延筋分布進行分析。按照目前的拉延筋分布狀態進行CAE分析,得出產品兩側材料變薄率分別為36.2%和34.0%(圖2),而材料可接受的最大變薄率為20%。
在拉延工序對拉延件利用FLD(Forming Limit Diagram成形極限圖)分析,如圖3所示。分析結果為產品安全裕度為0,此產品不穩定容易縮破。

圖2 CAE分析結果
結合CAE分析和FLD分析結果,模具的拉延筋分布不合理,導致兩側的料需要很大的壓邊力才能確保拉延成形時產品不起皺,而壓邊力過大又會導致產品縮破。

圖3 拉延件FLD分析
整改措施
根據CAE分析,對拉延筋分布進行調整,結合一次回歸的正交設計,確定拉延筋的整改方案。調整拉延筋布置后,通過CAE分析得出材料變薄率分別為8%~10%,產品不起皺且沒有縮頸開裂風險。調整拉延筋后的CAE分析結果,如圖4所示。

圖4 調整拉延筋后的CAE分析結果
設定氣壓值為0.22MPa,拉延筋形狀為圓筋(以凸模為基準),拉延筋形狀尺寸為:進、出料圓角為R1~R3、拉延筋高為5~10mm、拉延筋寬為10~20mm。新增拉延筋為整改留下了余量,小組通過現場維修調試收集數據,進行回歸設計分析。
⑴設定因子。z1:進、出料圓角,取值范圍為R1~R3。z2:筋高,取值范圍為5~10mm。z3:筋寬,取值范圍為10~20mm。y:材料變薄率(要求小于20%)。
⑵試驗目的。降低材料變薄率y,擬建立y關于z1、z2、z3的回歸方程。
⑶確定因子水平和編碼(表1)。

表1 因子水平表
對z1、z2、z3編碼,令:x1=(z1-z01)/Δ1,x2=(z2-z02)/Δ2,x3=(z3-z03)/Δ3。
⑷利用二水平正交表(表2)安排試驗。
⑸數據分析。
對回歸方程作顯著性檢驗:x1、x2、x3的P值在0.05水平上是顯著的,得y關于z1、z2、z3的回歸方程。數據分析如圖5所示。
⑹尋找最優點。
通過CAE分析得出變薄率y值在8%~10%之間,產品沒有起皺和縮頸開裂風險。將z1設定為R3,將z3設定為15mm,變薄率y值在8%~10%范圍內,解回歸方程得出z2最優點為7.19mm。
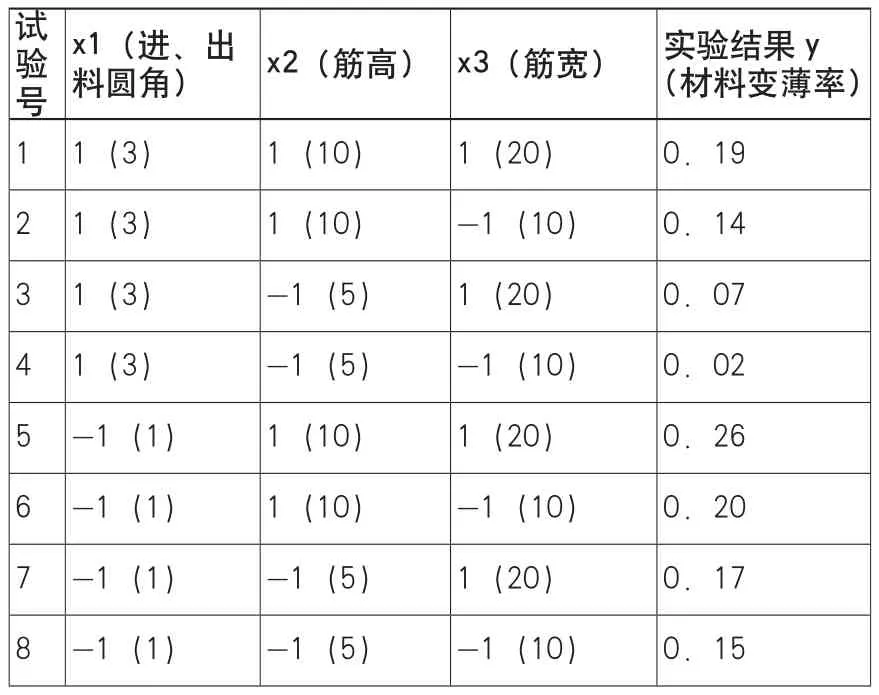
表2 二水平正交表

圖5 回歸分析結果
實施整改措施
按照CAE分析和回歸設計結果,調整拉延筋分布以及尺寸。在拉延模上確定加筋的位置;對上模的凸筋進行堆焊;對下模的凹筋進行打磨挖槽;對凹凸筋進行手工研配;上機試模,對拉延筋進行最后研配。拉延筋調整結果如圖6所示。
改善效果驗證
整改完成后,產品縮頸開裂問題消除,報廢率為0,由此問題導致的待機調模時間為0,節約劣質質量成本302592元。將整改完成后的拉延工序件進行FLD分析,通過FLD分析得出,產品成形裕度為15%,成形性安全穩定。整改后的FLD分析結果,如圖7所示。

圖6 拉延筋調整結果

圖7 整改后FLD分析結果
結束語
本文主要針對拉延工序縮頸開裂問題進行了分析,展示了一個解決此類問題的思路,利用CAE、FLD結合6-Sigma工具對整改方案和整改效果進行確定和驗證,對解決拉延工序出現的縮頸開裂問題具有一定的借鑒意義。
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06
