鋼管探傷中電氣控制及監控系統的設計
2015-06-12 12:32:09劉品瀟
自動化儀表 2015年6期
關鍵詞:設備
劉品瀟 馬 健
(南陽理工學院1,河南 南陽 473004;山東省科學院激光研究所2,山東 濟南 250103)
鋼管探傷中電氣控制及監控系統的設計
劉品瀟1馬 健2
(南陽理工學院1,河南 南陽 473004;山東省科學院激光研究所2,山東 濟南 250103)
為實現鋼管渦流探傷的自動控制和生產線的遠程監控,設計了電氣控制系統和人機交互界面。分析了鋼管渦流檢測工藝流程,使用西門子PLC采集接近開關等數字量并進行邏輯運算;通過電磁閥控制氣缸的動作,實現鋼管上料、檢測、下料及分選的自動化;人機界面實現用戶登錄、在線實時監測、報警及報表生成等功能。通過生產實踐可知,電氣控制及監控系統能夠穩定運行,操作簡單,具有較高的檢測效率。該系統可為其他在線監控系統與人機界面的設計提供借鑒和參考。
鋼管渦流探傷 自動控制 PLC 監控系統 人機界面
0 引言
渦流探傷在無縫鋼管在線檢測中占據著重要的地位。山東省科學院激光研究所生產的渦流探傷設備具有設計合理、經久耐用以及探測鋼管直徑范圍廣泛的特點,已經成功應用于寶鋼、包鋼、攀成鋼等多家鋼鐵公司[1]。渦流探傷設備的機械部分通常包括上料機構、探傷主機、下料及分選機構。為了提高該設備的自動化水平,需要設計相配套的電氣控制系統。根據實際生產需要,對電氣控制系統的要求如下:①安全可靠,能夠穩定運行;②操作維護簡單,僅需少量按鈕就能夠實現控制功能;③具有手動與自動兩種操作模式,手動模式主要用于設備的調試階段,而自動模式則應用于常規下的生產檢測過程中,以減輕工人的勞動強度,提高檢測效率;④磁飽和設備及探頭高度能夠調整,以便適應不同型號鋼管的渦流探傷。
為了便于人機交互,設計人機界面視渦流檢測流水線上各數字量的狀態,并將數據下載至PLC中的存儲區域;同時可以實現狀態報警、數據記錄及分析、報表打印等功能。西門子PLC的人機界面可以利用西門子提供的Prodave軟件包中的庫函數進行自行開發[2],但需要開發人員熟練掌握通信協議和庫函數。借助組態王[3]、WinCC或WinCC Flexible組態軟件,開發人員可在較短時間內上手,并開發出功能完善的人機界面[4]。因此,本文使用WinCC Flexible進行觸摸屏的組態。
1 鋼管渦流探傷設備的工作流程
熱軋無縫鋼管經過穿孔、定徑、矯直、精整后到達渦流探傷工位。首先,鋼管被吊裝至上料臺架,由上料爪撥至輥道上,當輥道電機正轉時,鋼管向主機方向前進。其次,到達磁飽和裝置中,鋼管被磁化[5],以降低磁導率波動引起的噪聲。隨后穿過安裝于磁飽和裝置中的探頭進行渦流探傷。另外,為了降低剩磁對后續焊接加工的影響,后續還需對鋼管進行直流退磁和交流退磁[6]。鋼管有傷時,渦流儀器發出報警并將傷信號送至PLC。當有傷鋼管行進至下料接近開關位置處時,分選氣缸首先工作,頂起分選臂,其次下料氣缸頂起下料爪,將鋼管撥入廢料槽中;否則鋼管無傷時,分選氣缸不工作,鋼管由下料爪撥下輥道后沿著未抬起的分選臂直接落入正品槽。當所檢鋼管型號變化時,可以通過升降電機來調節磁飽和裝置及探頭的高度,以適應鋼管中心高度的變化。
渦流探傷設備的電氣控制由PLC進行實現。如前所述,鋼管渦流探傷流程中的上料、下料及分選動作的控制分為手動模式和自動模式。手動模式下,由操作員利用按鈕實現上述動作;自動模式下,則由電氣系統根據渦流儀器信號、接近開關的狀態進行自行判斷來完成各動作。此外,為了便于檢測狀態的查看和遠程控制,在觸摸屏中編寫了人機交互界面。
2 電氣控制系統的硬件設計及PLC編程
根據鋼管渦流探傷的需求,在電氣原理圖的基礎上,采用渦流式傳感器、西門子PLC、繼電器、接觸器、編碼器和升降電機、輥道傳送電機、電磁閥及氣缸搭建整個電氣控制系統,圖 1為硬件連接原理圖。PLC型號為313C-2DP,集成有16點 DI輸入和16點DO輸出,最多可以連接3路24 V增量型編碼器。為了增加
輸入輸出的模塊點數,采用DP從站模塊ET200S進行擴展。PLC的輸入模塊連接接近開關、行程開關、編碼器及按鈕。其中編碼器與升降電機的輸出軸聯接在一起;輸出模塊直接連接控制元件(繼電器、接觸器)和執行元件(電磁閥),后端的繼電器和接觸器又和報警電鈴、指示燈以及電機進行連接。此外,PLC具有2個DP主站/從站接口,通過Profibus總線連接西門子觸摸屏MP277。相應地,在組態時PLC作為主站,MP277作為從站。
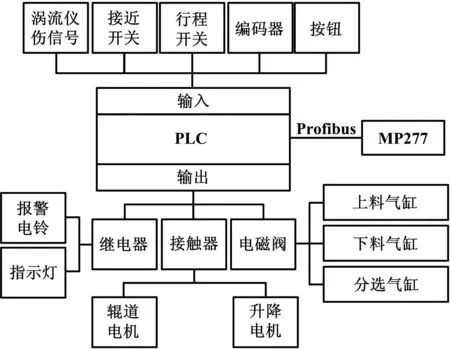
圖1 硬件連接原理圖Fig.1 Schematic diagram of hardware connections
分選動作的PLC程序如圖2所示。
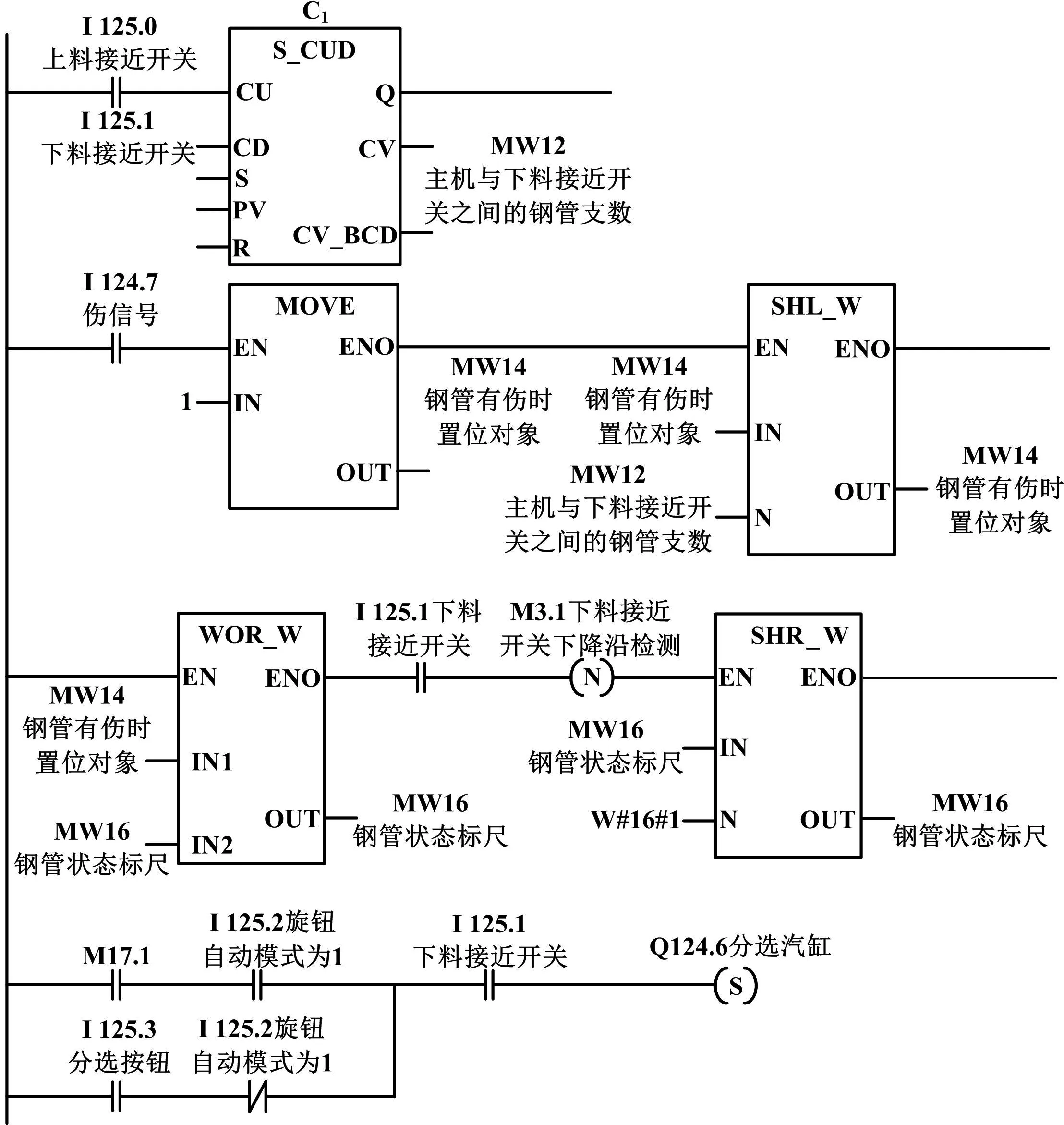
圖2 分選動作的PLC程序Fig.2 The PLC program for sorting action
PLC編程時,首先對PLC進行組態[7]和資源分配。使用西門子編程軟件中的符號表可以增強PLC程序的可讀性,同時能夠快速地修改變量地址和符號名稱。將地址I124.0~124.2分配給編碼器,使用PLC的高速計數功能獲取磁飽和設備及探頭的高度,同時需要對Count屬性進行正確的參數配置[8]。主機與下料接近開關之間的鋼管支數、鋼管有傷時置位對象、鋼管狀態標尺等參數,均為PLC程序中實現下料或分選功能的關鍵性判定依據,對應分配的地址為MW12、MW14、MW16。建立組織塊OB100、OB40、 OB1和數據塊DB47、DB50。其中,OB100在PLC暖啟動時僅運行一次,可以在塊中初始化一些參數;OB40為硬件中斷組織塊,在其中編寫升降電機的停止程序;在循環組織塊OB1中編寫順序邏輯控制程序。DB47數據塊供高速計數器使用;而DB50則存儲一些類似磁飽和設備及探頭高度等關鍵性參數,以防止掉電后數據出現丟失的狀況。分配地址DB50.DBD2存放最近一次高度設定值,地址DB50.DBD6存放高度當前預設值。
自動模式下完成分選動作是電氣系統一項重要的功能,然而在設備檢測效率較高的情況下,主機和下料接近開關之間會存在兩根甚至多根鋼管。因此,不能簡單地根據上次報警信號便立即對到達下料接近開關處的鋼管進行分選,應該利用鋼管狀態標尺對當前下料接近開關處的鋼管進行有無缺陷狀態判斷。具體實現方法如下:當前的探測鋼管若有傷,則將傷信號送入PLC輸入模塊。依據鋼管支數對MW14相應數據位置1,隨后MW14與鋼管狀態標尺MW16進行求或運算,再將鋼管有傷狀態送入MW16。MW16在輥道上每落下一根鋼管時右移1位,以保證鋼管狀態標尺數據位與輥道上的鋼管狀態一一對應。值得注意的是,西門子PLC的字在存儲器中將高8位放置后面[9],所以當前下料接近開關處的鋼管狀態對應的是數據位M17.1。若該數據位為1,則執行分選動作。
鋼管與V形輥輪接觸,輥道高度固定不變,因此不同型號的鋼管對應著不同的中心高度,如圖 3所示。
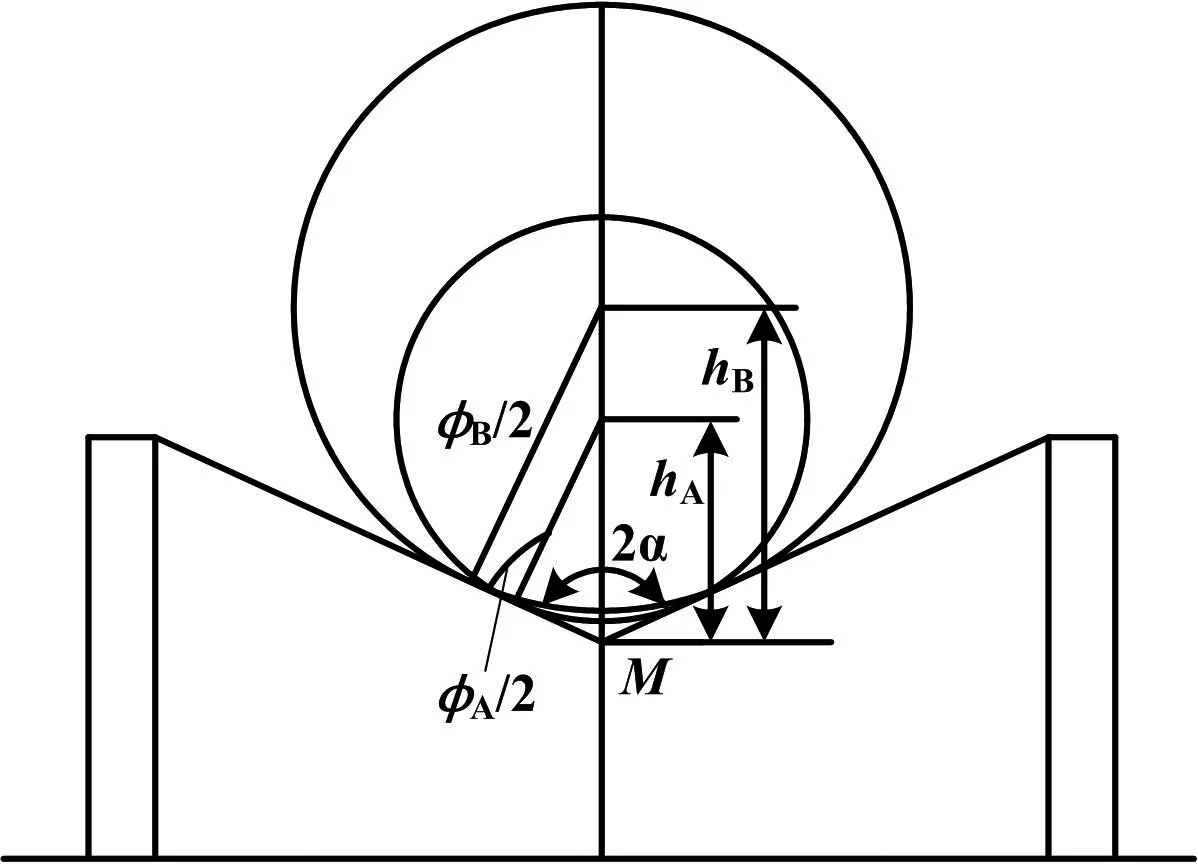
圖3 鋼管的中心高度計算用圖Fig.3 Chart for calculating center height of steel pipe
圖3中,兩種規格不同的鋼管相對M點的中心高度分別為:
(1)
(2)
則二者中心的相對高度為:
(3)
式中:φA、φB分別為A、B兩種鋼管的直徑;α為剖面上輥輪兩斜邊夾角的一半。
顯然,當鋼管型號由A更換為B時,需要利用電控系統進行磁飽和設備及渦流探頭高度的調整,以保證鋼管從二者共同的內圓孔中正常通過。比較簡便的做法是在設備調試階段,以主機的下限位開關作為高度的相對零點,針對每種規格的鋼管,記錄磁飽和設備及渦流探頭高度對應的編碼值并且存入觸摸屏的配方中。于是在設備探傷工作階段,當鋼管更換型號時,將高度配方值下載至PLC,隨后PLC根據邏輯運算結果,控制升降電機動作。
相應的PLC程序實現方法具體如下。首先,比較DB50中的高度預設值DB50.DBD6和最近設定值DB50.DBD2,若當前預設值大于最近設定值,則執行預設值減去最近設定值的指令,求出旋轉編碼器的理論計數值并存入MD18,將MD18作為比較值寫入SFB47,同時使用MD22存儲編碼器計數值。其次,將SFB47中的COUNTVAL和MD22進行清零并打開SFB功能塊的軟件門。然后升降電機執行正轉動作,磁飽和設備及探頭緩慢上升。當計數值等于比較值時觸發硬件中斷,升降電機停機,說明升降電機上升動作完成。而當磁飽和設備及探頭需要下降時,同樣以編碼器的數值作為參考,升降電機執行反轉動作。若電控系統掉電重啟后,電氣控制系統還具有回位功能,則開機后自動校準磁飽和設備及探頭的高度,確保高度相對零點為下限位開關。
3 觸摸屏組態
本設計選用西門子觸摸屏MP277進行組態[10]。在人機界面能夠直觀地顯示出鋼管批號、規格、材料、來料支數、合格支數、在線支數。另外,界面中還有用戶登陸和注銷按鈕,以方便數據的追溯與查詢。打印報表則是實現上述各元素的打印功能。鋼管規格按鈕與組態配方相關聯,該組態配方的成分為磁飽和設備及探頭的高度。為了方便操作,高度值用編碼器的計數值表示,相應組態配方的數據記錄則為不同鋼管型號對應的高度值。在人機界面中點擊鋼管規格按鈕,就會出現不同型號鋼管的磁飽和設備及探頭高度的配方視圖,在視圖中選擇不同的配方,隨后將數據下載至PLC的DB50.DBD6中,則完成了PLC程序中的高度預設值輸入。人機界面還組態了離散量報警,可實現鋼管缺陷、磁飽和設備極限位置、上料時間過長及下料時間過長等報警功能。
在人機界面的圖形I/O域,以動畫的形式呈現當前探傷設備上鋼管的運動狀態,可以方便操作人員進行查看。通過圖形列表實現鋼管運動動畫的具體方法為:首先,準備鋼管在設備中不同位置處的圖片,建立圖形列表,并以PLC中MW22作為控制變量,MW22的值與渦流探傷設備中各處的接近開關的狀態相關。于是,鋼管運行至某個接近開關,圖形I/O域便加載與MW22相對應的圖片,當MW22連續變化時,人機界面中就呈現出鋼管運動狀態的動畫。
PLC程序編制和人機界面組態完成后,使用S7-PLCSIM進行程序模擬仿真。這樣可以在程序開發早期消除錯誤,降低開發成本,加速開發進程,提高程序的質量[11]。電氣控制和監控系統仿真測試無誤后便可以進行項目的下載及電氣控制系統的硬件連接,繼而進行渦流探傷設備及電器柜的調試、安裝及使用。
4 結束語
在鋼管渦流探傷工藝分析基礎上,提出了電氣控制系統硬件設計及人機界面組態的方案。重點描述了分選操作和主機高度調整的PLC編程實現,以及人機界面中動畫的制作和磁飽和設備及探頭高度的配方組態。開發出的鋼管渦流探傷電氣控制和監控系統自動化程度高,使用方便,人機界面友好。截至目前為止,這些系統仍處于穩定運行狀態中,給企業帶來了良好的經濟效益。
[1] 董欣,孟令華,孫繼華,等.人機界面HMI在渦流探傷中的應用[J].自動化與儀表,2011(8):66-69.
[2] 馬健,韓曉華,黃緒平,等.PC上位機與S7-300系列PLC進行通訊的研究[J].制造技術與機床,2011(3):169-172.
[3] 劉喜梅,王康勝.污水處理廠遠程監控系統的設計[J].自動化儀表,2014,35(6):83-86.
[4] 西門子(中國)有限公司.深入淺出西門子人機界面[M].北京:北京航空航天大學出版社,2009:2-4.
[5] 況雪軍.國內無縫鋼管渦流及超聲波自動探傷的現狀及其發展[J].鋼管,2007,36(5):54-56.
[6] 萬本例,張路根,胡智,等.鋼管飽和磁化下渦流檢測有限元仿真研究[J].制造業自動化,2011,33(8):116-119.
[7] 張還.空壓機組電氣控制系統的設計[J].自動化儀表,2010,31(4):34-36.
[8] 柴瑞娟,孫承志,孫書芳,等.西門子PLC高級培訓教程.[M].北京:人民郵電出版社,2009:40-46.
[9] 廖常初.S7-300/400 PLC應用技術[M].北京:機械工業出版社,2005:69-72.
[10]羅庚興.高線打包機PLC自動控制系統的設計[J].自動化儀表,2014,35(2):31-34,39.
[11]王君輝,尹敏.仿真軟件S7-PLCSIM在磨床數控化改造中的應用[J].軸承,2010(12):15-18.
Design of the Electrical Control and Monitoring System in Flaw Detection of Steel Pipe
In order to implement automatic control of steel pipe eddy current flaw detection and remote control of the production line, the electric control system and human machine interaction interface have been designed and the technological process of the steel pipe eddy current detection is analyzed. Siemens PLC is used for collecting discrete signals, such as proximity switches, etc., and conducting logical operation. The actions of the cylinders are controlled by solenoid valves to realize automation of steel pipe loading, detecting, unloading and sorting. The functions of user login, online real time monitoring, alarm, and report generation are implemented through man machine interface. The productive practice shows that the electric control and monitoring system is running stably, operation is easy, possesses high detection efficiency. In addition, the system can also be the reference and guidance for designing other online monitoring systems and human machine interfaces.
Steel pipe eddy current flaw detection Automatic control PLC Monitoring system HMI
劉品瀟(1973-),男,2007年畢業于河南科技大學機械工程專業,獲碩士學位,講師;主要從事機電一體化技術的研究。
TP273+.1
A
10.16086/j.cnki.issn1000-0380.201506008
修改稿收到日期:2015-01-09。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
