不銹鋼地鐵車輛側(cè)墻焊縫缺陷率分析
2015-06-07 10:01:09巨建民張書娜
大連交通大學(xué)學(xué)報(bào) 2015年1期
巨建民,張書娜
(大連交通大學(xué) 土木工程學(xué)院 , 遼寧 大連 116028)
不銹鋼地鐵車輛側(cè)墻焊縫缺陷率分析
巨建民,張書娜
(大連交通大學(xué) 土木工程學(xué)院 , 遼寧 大連 116028)
由于非熔透型激光疊焊工藝的局限性,側(cè)墻焊縫處會產(chǎn)生內(nèi)外鋼板局部未焊透的現(xiàn)象即焊縫缺陷.為研究這種焊縫在不同缺陷率下的拉剪強(qiáng)度及其對車體靜強(qiáng)度的影響,結(jié)合某不銹鋼地鐵車輛激光焊車體,通過建立不同焊縫缺陷率的車體有限元模型,分析各個(gè)工況下不同焊縫缺陷率的車體側(cè)墻焊縫剪應(yīng)力的變化,以此確定在靜載工況下不銹鋼激光焊車體側(cè)墻焊縫缺陷率的限值.
不銹鋼車體;激光焊;焊縫缺陷;有限元;強(qiáng)度
0 引言
近年來,我國城市軌道交通高速發(fā)展,城市地鐵車輛因?yàn)槠浒踩€(wěn)定的運(yùn)行特征和節(jié)能環(huán)保的優(yōu)勢而備受關(guān)注.不銹鋼車輛具有強(qiáng)度高、壽命長、安全性好、耐腐蝕性好、耐高溫、較低的維修費(fèi)用等優(yōu)點(diǎn),在國內(nèi)外的地鐵車輛中得到廣泛應(yīng)用[1].車體焊接是不銹鋼車輛制造最重要的工序之一,大部分不銹鋼車體采用電阻點(diǎn)焊的組裝方式,該種結(jié)構(gòu)密封性差、外觀水平不高,且由于焊點(diǎn)較多,外板表面會呈現(xiàn)凹坑狀等缺陷[2].采用非熔透型激光疊焊技術(shù)代替?zhèn)鹘y(tǒng)的電阻點(diǎn)焊,可以改善不銹鋼車體的外觀效果,提高車輛的承載能力.激光焊是利用激光束照射在與側(cè)墻外板內(nèi)側(cè)搭接的骨架上,通過控制輸出,使激光束未貫穿外板表面而完成局部熔透的焊接[3].激光焊技術(shù)因焊縫的強(qiáng)度高、焊接變形小、產(chǎn)生焊接熱少、焊縫寬度小、生產(chǎn)效率高等優(yōu)點(diǎn)在生產(chǎn)不銹鋼車輛中并獲得實(shí)際應(yīng)用.
激光焊雖然能夠較好地控制不銹鋼的焊接變形,但因其焊后焊縫檢測困難,開焊補(bǔ)焊比較困難,激光焊技術(shù)主要應(yīng)用于側(cè)墻部位.由于施工工藝的局限性,側(cè)墻焊縫容易出現(xiàn)虛焊,即焊縫長度上兩側(cè)鋼板會出現(xiàn)局部未熔合的現(xiàn)象,形成所謂“斷續(xù)分布”的焊縫成型.對于這種有缺陷率的焊縫,其拉剪強(qiáng)度以及其對車體靜強(qiáng)度有何影響,我們尚不清楚.本文依據(jù)我國國內(nèi)某型不銹鋼車輛作為分析對象,主要研究焊縫存在不同缺陷率條件下不銹鋼激光焊車體側(cè)墻結(jié)構(gòu)強(qiáng)度的數(shù)值分析,對側(cè)墻焊縫剪應(yīng)力進(jìn)行綜合評估,確定在保證車輛強(qiáng)度及安全性的前提下焊縫缺陷率允許的最大容限.
1 車體結(jié)構(gòu)特點(diǎn)
該車型是為國內(nèi)某市設(shè)計(jì)的一種新型焊接方案的地鐵車輛.該車體結(jié)構(gòu)采用薄壁筒型整體承載結(jié)構(gòu),由底架、側(cè)墻、端墻和車頂組焊而成.底架由牽引梁、端梁、枕梁、邊梁和波紋地板等部件組成,在底架牽引梁和枕梁位置均使用了碳鋼材料,車體的牽枕緩部件和碳鋼邊梁由耐候鋼(09CuPCrNi-A)組成,其余構(gòu)件均由不銹鋼SUS301L焊接而成.側(cè)墻采用非熔透型激光疊焊技術(shù),先將橫梁置于外墻板之上將橫梁與外墻板相連;再將立柱置于橫梁之上將立柱和橫梁連接起來.端墻由端墻橫梁、端墻立柱、連接板組成.
2 車體有限元模型和側(cè)墻焊縫模型的建立
2.1 車體有限元模型的建立
分析不銹鋼車體的結(jié)構(gòu)特點(diǎn)并建立車體的有限元模型,考慮到車體除底架橫梁分布略有差別外,其余基本對稱,對于對稱荷載工況均采用1/4車體模型,少數(shù)非對稱荷載工況采用了全車模型進(jìn)行模擬計(jì)算.根據(jù)各部件的力學(xué)性能,在幾何模型的基礎(chǔ)上進(jìn)行結(jié)構(gòu)離散,不銹鋼車體的零部件基本是薄壁構(gòu)件,車體鋼結(jié)構(gòu)全部采用殼單元進(jìn)行離散.焊縫缺陷率為0%的1/4車體計(jì)算模型大約有45萬個(gè)殼單元,整車模型大約有152萬個(gè)殼單元.側(cè)墻焊縫缺陷率為0%時(shí)的1/4車體有限元模型如圖1所示.

圖1 1/4車體鋼結(jié)構(gòu)有限元模型
2.2 車體側(cè)墻焊縫模型的建立
對于不銹鋼點(diǎn)焊結(jié)構(gòu)車體焊點(diǎn)可以以相關(guān)節(jié)點(diǎn)的耦合和約束方程進(jìn)行模擬[4],但對于焊縫不同缺陷率的激光焊車體,為了研究焊縫處應(yīng)力剪力的分布及大小,激光焊側(cè)墻的焊縫必須以實(shí)體組建.
實(shí)際的焊縫處焊體是十分細(xì)小的,厚度不足1 mm.若在建模時(shí)按實(shí)際尺寸構(gòu)建焊縫,會導(dǎo)致車體焊縫的有限元單元的嚴(yán)重畸形,造成較大誤差.為了解決這一問題,我們將焊縫的寬度增加到2 mm,而通過焊縫等效彎曲剛度的方法取得一個(gè)計(jì)算厚度,再通過折算即可獲得焊縫剪應(yīng)力的實(shí)際值.在設(shè)計(jì)施工中,激光焊側(cè)墻采用斷續(xù)焊的焊接方式,即焊接50 mm間隔50 mm再焊50 mm.側(cè)墻外板與內(nèi)板的焊縫的分布圖如圖2所示.

圖2 車體側(cè)墻內(nèi)外板焊縫分布圖
2.3 車體側(cè)墻焊縫缺陷的設(shè)計(jì)
激光焊側(cè)墻焊縫缺陷產(chǎn)生與分布式一般來說是隨機(jī)的,但目前用隨機(jī)的方法研究焊縫缺陷率對車體強(qiáng)度的影響很難實(shí)現(xiàn).故采用定量的方法來研究焊縫缺陷程度對車體強(qiáng)度的影響.根據(jù)實(shí)際工程中發(fā)生的焊縫缺陷情況,對缺陷做了定性布置,分別選取0%、5%、10%、30%、50%等五種不同缺陷率進(jìn)行數(shù)值分析.在長50 mm的焊縫上,分別依次刪除5個(gè)0.5 mm、5個(gè)1 mm、5個(gè)3 mm、5個(gè)5 mm實(shí)體來模擬5%、10%、30%、50%等不同的焊縫缺陷.焊縫缺陷率為10%的設(shè)置模型如圖3所示.
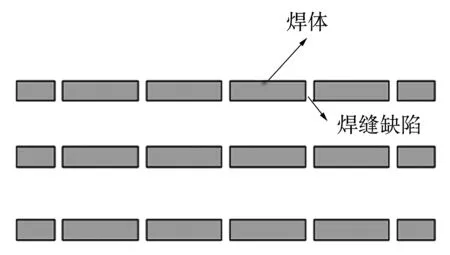
圖3 焊縫缺陷率為10%的焊縫分布圖
3 載荷工況的確定
根據(jù)車體設(shè)計(jì)參數(shù),依據(jù)歐洲標(biāo)準(zhǔn) EN 12663:2000《鐵道應(yīng)用-軌道車身的結(jié)構(gòu)要求》[5- 6],并考慮地鐵車輛的實(shí)際運(yùn)行狀態(tài),確定了以下幾種主要的計(jì)算載荷和計(jì)算工況:
工況1:整備狀態(tài)下的垂直靜載工況;
工況2:垂向定員工況+800 kN縱向壓縮荷載工況;
工況3:垂向定員工況+640 kN縱向拉伸荷載工況;
工況4:車身腰帶高度縱向壓縮300 kN壓縮工況;
工況5:車頂上邊梁端部150 kN壓縮工況;
工況6:單端提升工況;
工況7:三點(diǎn)支撐工況;
工況8:支撐位扭轉(zhuǎn)荷載工況.
4 側(cè)墻焊縫剪切強(qiáng)度的數(shù)值分析
對于不銹鋼車體激光焊側(cè)墻來說,焊縫主要用于連接相互疊層分布的不銹鋼板,焊縫的剪切強(qiáng)度尤為重要[7].焊縫由于缺陷的存在可能會導(dǎo)致焊縫局部應(yīng)力增大,使焊縫的承載能力下降,從而影響整車的強(qiáng)度.為研究焊縫剪切應(yīng)力隨焊縫缺陷率變化的情況,就必須對焊縫的剪切強(qiáng)度進(jìn)行校核.
不銹鋼焊縫剪切強(qiáng)度與鋼板厚度有關(guān),參照EN15085-3標(biāo)準(zhǔn)中鋼的電阻點(diǎn)焊接頭的最低拉剪力[8],當(dāng)1.5 mm SUS301L-DLT+0.6 mm SUS301L-MT兩種不銹鋼鋼板焊接時(shí)最小拉伸剪切力為6.68 kN;而1.5 mm SUS301L-DLT +1.5 mm SUS301L-DLT兩種不銹鋼鋼板焊接時(shí),其最小拉伸剪切力為18.8 kN.根據(jù)標(biāo)準(zhǔn)焊接試件焊縫的幾何尺寸,將上述容許拉剪力換算成容許剪應(yīng)力分別為:當(dāng)1.5 mm SUS301L-DLT+0.6 mm SUS301L-MT兩種不銹鋼鋼板焊接時(shí),其剪應(yīng)力極限強(qiáng)度為371 MPa;而1.5 mm SUS301L-DLT+1.5 mm SUS301L-DLT兩種不銹鋼鋼板焊接時(shí),其剪應(yīng)力極限強(qiáng)度為1 044 MPa.我們重點(diǎn)分析了側(cè)墻外板與內(nèi)板(1.5 mm SUS301L-DLT +0.6 mm SUS301L-MT)的焊縫在8種不同工況下的最大剪應(yīng)力的變化情況,可知側(cè)墻焊縫剪應(yīng)力變化幅值較大,其對缺陷率的敏感性較強(qiáng).
由圖4可知,在垂直總荷載工況、單端提升工況、支撐位扭轉(zhuǎn)荷載工況等三種工況分別作用下,隨著焊縫缺陷率的增加,側(cè)墻外板與內(nèi)板的焊縫處最大剪應(yīng)力是呈上升趨勢,但均未超過其剪應(yīng)力極限強(qiáng)度371 MPa,故認(rèn)為該三種工況下焊縫剪力處在安全范圍內(nèi),車體側(cè)墻未破壞.在垂向荷載作用下,較大剪力出現(xiàn)在窗口上下窗梁、門上角和門梁上等部位.在垂直總荷載工況和單端提升工況下,側(cè)墻剪應(yīng)力的增長率較為緩慢,但對于支撐位扭轉(zhuǎn)荷載工況,側(cè)墻剪應(yīng)力的增長較為迅速,焊縫缺陷率每增加1%,側(cè)墻焊縫剪應(yīng)力的平均增長值達(dá)到了3.701(圖4),說明在這種工況下焊縫缺陷對焊縫剪力影響較大.

圖4 不同工況下側(cè)墻焊縫剪應(yīng)力(Ⅰ)
由圖5可知,在縱向壓縮荷載和縱向拉伸荷載作用下,剪應(yīng)力幅值變化很大。縱向拉伸(壓縮)工況下的焊縫剪應(yīng)力一般大于垂向總荷載工況下剪應(yīng)力,大剪力大致分布在門框下端.在縱向拉伸荷載工況下,焊縫缺為5%時(shí)側(cè)墻焊縫最大剪應(yīng)力為374.92 MPa,超過了該焊縫剪應(yīng)力極限強(qiáng)度;縱向壓縮工況下,缺陷率5%時(shí)側(cè)墻焊縫最大剪應(yīng)力為367.31 MPa,雖未超過其極限強(qiáng)度,但是也相差不大,所以在這兩種工況下焊縫缺陷率在5%時(shí)車體已處于危險(xiǎn)狀態(tài).

圖5 縱向壓縮、拉伸荷載工況下側(cè)墻焊縫剪應(yīng)力
由圖6可知,在車身腰帶300 kN壓縮工況下,側(cè)墻焊縫缺陷率30%時(shí),焊縫最大剪應(yīng)力為390.71 kN超過了其剪應(yīng)力極限強(qiáng)度.由圖6車頂邊梁150 kN工況和三點(diǎn)支撐工況下,側(cè)墻焊縫最大剪應(yīng)力均在10%時(shí)超過了剪應(yīng)力極限強(qiáng)度,且在5%時(shí)焊縫剪應(yīng)力與剪應(yīng)力極限強(qiáng)度相差很小.車頂邊梁150kN工況下剪應(yīng)力的增長較為迅速,其平均增長率甚至達(dá)到了7.077(MPa/%).側(cè)墻焊縫剪應(yīng)力隨焊縫缺陷率的變化如表1所示.

圖6 不同工況下側(cè)墻焊縫剪應(yīng)力(Ⅱ)
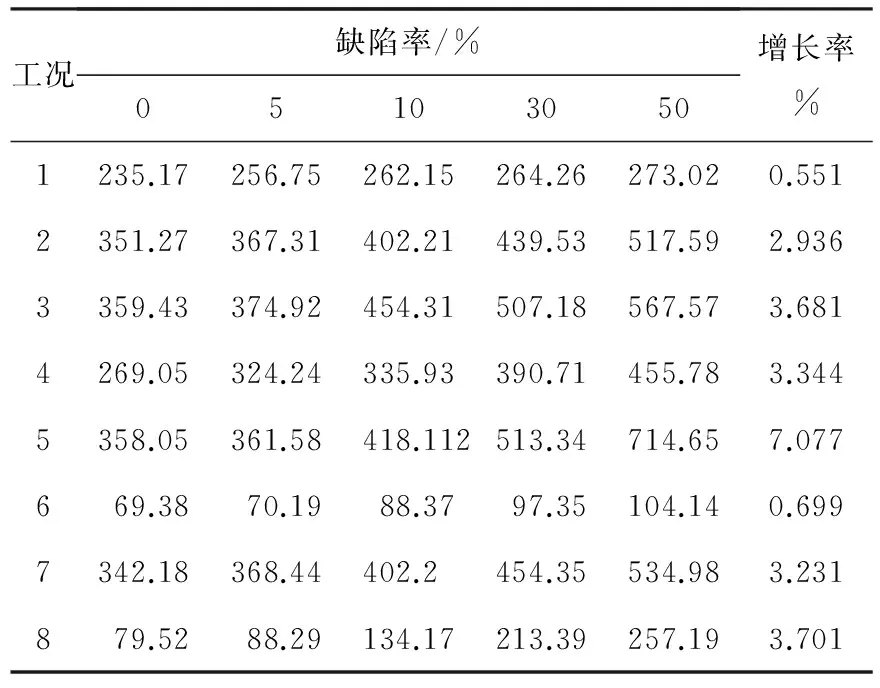
表1 側(cè)墻焊縫剪應(yīng)力隨焊縫缺陷率的變化 MPa
5 結(jié)論
對于地鐵車輛激光焊車體而言,使用殼單元模擬車體鋼結(jié)構(gòu),利用實(shí)體組件焊縫并通過刪減部分實(shí)體模擬焊縫缺陷率的方法能較好的反應(yīng)焊縫缺陷對焊縫處剪力及整車強(qiáng)度的影響.分析各個(gè)工況下不同焊縫缺陷的車體側(cè)墻焊縫剪應(yīng)力變化可以得出以下結(jié)論:
(1)隨焊縫缺陷率的增長,焊縫剪應(yīng)力呈上升趨勢,其中在五種工況下側(cè)墻焊縫最大剪應(yīng)力都超過了剪應(yīng)力強(qiáng)度極限,縱向拉伸荷載工況在缺陷率5%時(shí)就超過了該焊縫剪應(yīng)力強(qiáng)度極限;縱向壓縮工況、車頂邊梁150 kN壓縮工況、三點(diǎn)支撐工況在焊縫缺陷率為10%均超過了該焊縫剪應(yīng)力強(qiáng)度極限;
(2)隨焊縫缺陷率的增長焊縫剪應(yīng)力的增長較為迅速,其中增長最為迅速的是在車頂邊梁150 kN工況下,其剪應(yīng)力的平均增長率甚至達(dá)到了7.077(MPa/%);
(3)基于在不同焊縫缺陷率下對各工況下車體側(cè)墻激光焊縫的靜力計(jì)算以及從安全角度進(jìn)行綜合分析,可確定不銹鋼車體側(cè)墻在靜荷載條件下激光焊縫缺陷率的最大容限.
[1]陳雪艷,岳譯新,蘇柯.城軌車輛不銹鋼激光焊側(cè)墻搭接接頭的研究[J].技術(shù)與市場,2012(6):140- 141.
[2]孫彰,賈宇,肖守訥.地鐵車輛不銹鋼車體的強(qiáng)度分析[J].電力機(jī)車與城軌車輛,2005(4):35- 37.
[3]及川昌華,祭千華.確保不銹鋼車輛車體激光焊接質(zhì)量的研究 [J].國外機(jī)車車輛工藝,2012(1):13- 16.
[4]李蘭,王成國,范忠勝,等.城軌車輛輕量化不銹鋼車體有限元分析[J].現(xiàn)代城市軌道交通,2006(6):42- 45.
[5]工程技術(shù)部委員會.EN12663鐵道應(yīng)用——軌道車身的結(jié)構(gòu)要求[S] .英國:[出版者不詳],2000.
[6]技術(shù)委員會CEN/TC 256.EN15085-3:2007鐵路上的應(yīng)用——鐵路車輛及其部件的焊接——第3部分:設(shè)計(jì)要求[S]. 英國:[出版者不詳],2007.
[7]周偉.地鐵不銹鋼車體靜強(qiáng)度計(jì)算及模態(tài)分析[J].都市快軌交通,2007(5):55- 57.
[8]劉佳.軌道客車用SUUS301L奧氏體不銹鋼激光疊焊技術(shù)研究:[D] .長春:長春理工大學(xué),2011.
Research on Defect Rate of Side-Wall Welds for Stainless Steel Subway Car
JU Jianmin,ZHANG Shuna
(School of Civil and Safety Engineering,Dalian Jiaotong University,Dalian 116028,China)
Due to the limitation of the non-penetration laser lap welding,there will appear weld defect caused by local incomplete penetration.Tensile shear strength of those welds at different defect rate and its impact on the car body static strength are studied,and the finite-element models of different defect rate are built.Through analyzing the shear strain changes of the side-wall welds in different weld defect under different conditions,the limit value of the laser welding of stainless steel subway car body under static load condition is found.
stainless steel car body;laser welding;weld defects;finite element;strength
1673- 9590(2015)01- 0072- 04
2014- 06- 18
巨建民(1962-),男,教授,博士,主要從事結(jié)構(gòu)強(qiáng)度的研究
E-mail:jjm@djtu.edu.cn.
A
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
中學(xué)生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
商洛學(xué)院學(xué)報(bào)(2017年2期)2017-05-17 05:19:50
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16
