卷接機組集中風力雙系統除塵管道切換方案設計
2015-06-01 09:23:18王先明張振峰符建文尹嘉娃
煙草科技 2015年9期
王先明,張振峰,符建文,尹嘉娃
1.山東中煙工業有限責任公司青島卷煙廠,山東省青島市株洲路137號 266101
2.湖南核三力技術工程有限公司,湖南省衡陽市解放西路160號 421001
卷接機組集中風力雙系統除塵管道切換方案設計
王先明1,張振峰2,符建文2,尹嘉娃2
1.山東中煙工業有限責任公司青島卷煙廠,山東省青島市株洲路137號 266101
2.湖南核三力技術工程有限公司,湖南省衡陽市解放西路160號 421001
為解決卷接機組開機臺數較少情況下,集中風力除塵系統過度冗余而造成能源浪費等問題,利用模塊化、柔性化設計理念和管道切換技術,以12臺PROTOS 70卷接機組為例,對卷接機組布局以及除塵系統的運行數量等進行了研究與改進:①3套除塵系統(FC/FS)中的2套由連接4臺卷接機組改為連接6臺;②第3套除塵系統連接的4臺卷接機組設計為雙系統除塵管道,2臺與第1套除塵系統連接,另2臺與第2套除塵系統連接;③在各雙系統除塵管道上配置切換執行單元,增加系統切換功能。結果表明:①在卷接機組不多于5臺情況下只需運行1套FC/FS,在不多于10臺情況下只需運行2套FC/FS;②在滿足卷接機組運行前提下可減少1套FC/FS,節約電量2 640 kWh/d,節約電費1 663.2元/d。該設計方案的應用,實現了卷接機組與除塵系統聯機的快速切換與優化組合,減少了除塵系統的運行數量,有效提高了集中風力除塵系統風能的利用率,較好地解決了能源浪費嚴重等問題。
卷接機組;集中風力除塵系統;管道切換;執行單元;能耗
Keywords:Cigarette maker;Centralized dust removal system;Pipeline sw itching;Execution unit; Energy consumption
集中風力除塵系統是卷接機組的配套設備,包括除塵系統、管道、電氣控制系統等,安裝于專門的除塵房內,所提供的負壓吸風是卷煙生產的必備工藝條件之一。由于除塵系統是大功率設備,在卷煙生產工序中能源消耗較大,而且1套除塵系統與多臺卷接機組連接,在所連接卷接機組開機臺數較少甚至僅有1臺的情況下,仍須正常持續運行,不可避免地存在能源浪費問題。集中風力除塵系統的結構和原理較復雜,精確控制風壓、風量是卷接機組穩定運行和提升產品品質的重要保證。目前針對管道對稱布置[1-2]、系統均衡分配[3-4]、控制系統集成[5-6]、補風裝置配備[7-8]、風機功率匹配[9-10]、工藝參數設定[11-13]等方面已進行了較多研究和改進,有效提高了集中風力除塵系統的控制精度和穩定性,較好地滿足了卷煙生產工藝要求,但在節能降耗方面,改進效果并不顯著。近年來,為適應卷接機組進行快速品牌或規格更換的需要,采用了煙絲品牌交換站、濾棒輸送交換站等設備,有效提升了管道轉換的靈活性,減少了配絲機或發射機等設備數量及運行時間。為此,采用模塊化、柔性化設計理念,借鑒交換站“管道切換”的設計思想,在卷接機組開機不多于10臺情況下,通過快速切換部分管道,將開機設備集中對應連接到1至2套除塵系統上,以期解決除塵管道連接無法切換、系統分組固定不變等問題,減少除塵系統的運行數量和時間,降低卷煙生產整體能耗水平。
1 問題分析
集中風力除塵系統通常由高壓離心風機作為多臺卷接機組風力供給、除塵的動力源,使整個系統處于負壓工作狀態,同時又將煙絲中的粉塵、煙末輸送至除塵器。每臺卷接機組有兩個除塵系統,一個提供工藝除塵負壓吸風,標識為“FC”;另一個提供吸絲除塵負壓吸風,標識為“FS”,兩者合為一套系統,標識為“FC/FS”。工藝除塵負壓吸風管道分別連接到卷接機組的供絲機和接裝機上,在供絲機中主要為吸風室送絲等工藝過程提供負壓吸風,在接裝機中主要為各煙支傳送鼓輪提供負壓吸風;吸絲除塵負壓吸風管道連接到供絲部分的吸絲料斗,通過煙絲管道從喂絲機吸入煙絲。1套FC/FS系統可以對應2~6臺卷接機組,其中1套系統對應4~5臺卷接機組屬于較合理的劃分形式,即以4~5臺卷接機組為1個組合,連接到1套FC/FS系統,而1對2和1對6屬于兩種極端情況,不利于系統的穩定運行。
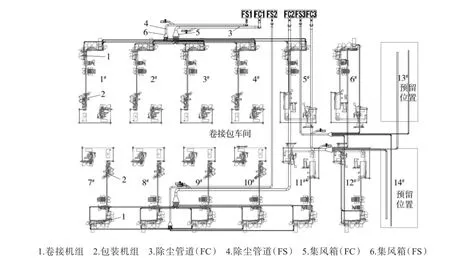
圖1 集中風力除塵系統設計劃分方案
在本改進中,配置了12臺PROTOS 70卷接機組,預留2臺位置,因此除塵系統設計為3套,對應卷接機組劃分方案為4/4/4,見圖1。在預留位置,如果增加2臺中速卷接機組,劃分方案為5/5/4;如果增加2臺高速卷接機組,因占地面積較大,機組數量不變,仍按4/4/4方案劃分。這種設計劃分方案分配合理,系統穩定性強,便于維護管理,但由于所連接的包裝機組不同、濾棒或煙支長度不同、有無激光打孔等因素,導致各卷接機組啟停計劃不確定,經常會出現開機數量較少,而3套FC/FS要全部開啟運行的情況,造成能源浪費。除塵風機電機屬于大功率設備,以PROTOS 70卷接機組為例,每臺機組所對應的風機電機功率大于30 kW,接近一臺卷接機組的總功率(約40 kW),當僅有少數卷接機組生產時,其對應的FC/FS仍需維持連續運行,則導致除塵電耗在企業用電中占較大比例[14-15]。
2 設計方案
交換站是執行管路的一種轉換形式,操作簡單,方便快捷,但除塵管道的管徑粗(最大為220 mm)、風壓高、風量大,對密封性的要求高,設計制造除塵管道的交換站難度較大[16-19]。而借鑒交換站“管道切換”的設計思想,通過快速變換部分管道,集中對應連接1~2套FC/FS,則可以減少除塵系統的運行數量。
2.1 管道切換方案
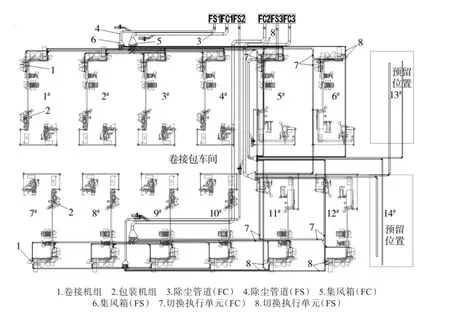
圖2 雙系統除塵管道切換設計方案
雙系統除塵管道切換設計方案見圖2。其中,FC1/FS1,FC2/FS2由原來的分別連接4臺卷接機組改為分別連接6臺,各增加FC3/FS3中的2臺;將FC3/FS3所連接的4臺卷接機組設計為雙系統除塵管道。卷接機組1~6號與FC1/FS1連接,7~12號與FC2/FS2連接,其中5,6,11,12號也與FC3/FS3連接,具備雙系統除塵管道切換功能。所有FC/FS的6個集風箱均按6個管道口設計,FC3/FS3的空余2個管道口為預留口。各除塵系統配置和參數不變,滿足5臺中速卷機組同時滿負荷生產運行需求。
圖3是圖2中5號、6號機組的局部放大圖。兩臺機組的吸絲除塵負壓吸風管道分別與FS1、FS3連接,工藝除塵負壓吸風管道分別與FC1、FC3連接;切換執行單元分別安裝于雙FC、雙FS除塵管道連接位置的前端。圖2中的11號、12號機組分別與FC2/FS2、FC3/FS3連接,兩臺機組上方的除塵管道連接方式與圖3相同。

圖3 5號和6號卷接機組雙系統除塵管道切換連接圖
2.2 管道切換執行單元
除塵管道切換執行單元主要是根據需要開通或關閉管道,有法蘭式和閘閥式兩種常用切換形式,在切換過程中會涉及與5,6,11,12號卷接機組相連的16根支管道。法蘭式切換執行單元結構見圖4。其中,轉換板包括隔環和隔板(6),在法蘭上顛倒更換位置后實現管道的關閉與開通;切換管(2)采用對稱斜置式,3段管徑相同且中心線在同一平面上,兩端管道的中心線平行,中間的中心線斜置一定角度。如果以兩端的任一中心線旋轉180°,切換管轉換到對稱位置(5);在對稱位置上布置管道,通過旋轉切換管(2)實現系統切換。
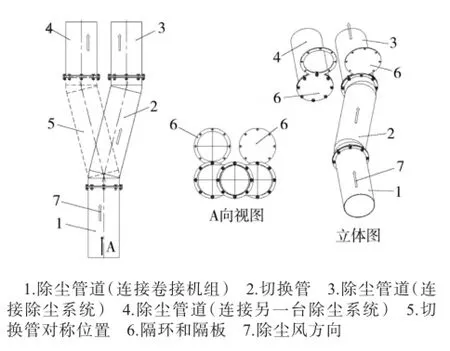
圖4 法蘭式切換執行單元示意圖
閘閥式切換執行單元結構見圖5。通過手動旋轉手輪(1)實現閘板(3)的升降,從而關閉和開通管路。如果增配電機、氣缸等動力裝置(5),傳動升降閘閥閘板(3),加裝上下限位開關或檢測裝置,即可遠程控制閘閥開閉。除塵管道末端使用閘閥比常用的蝶閥密封性、牢固性更好,可以將兩套除塵系統的負壓吸風在管道匯合位置可靠、穩固地截斷隔開。

圖5 閘閥式切換執行單元示意圖
兩種切換執行單元相比較,法蘭式結構簡單,成本低,密封性好,但切換過程中必須關停風機,無風作業;為補償管道法蘭端面間距的微小變化,只能人工執行系統切換,無法實現遠程操控。閘閥式操作簡單,無須關停風機,可實現遠程操控,但投資成本高,密封性略差,維護費用較高。兩種方式均能滿足使用要求,但閘閥式可采購成品直接投入使用,為縮短改進時間,選用了閘閥式切換執行單元。
2.3 應用效果
對于5,6,11,12號雙系統除塵管道卷接機組,通過切換執行單元關閉與FC3/FS3相通的管道,即可實現5,6號與FC1/FS1相通,11,12號與FC2/ FS2相通。在卷接機組不多于5臺情況下只需運行1套FC/FS,在不多于10臺情況下只需運行2套FC/FS。此外還有多種組合方式,例如對于1~6號,通過關閉或開通1~4號除塵管道的末端閥門,以及5,6號除塵管道上的4個切換執行單元,FC1/FS1能夠滿足不多于5臺卷接機組的除塵運行條件;同樣,對于7~12號,FC2/FS2能夠滿足不多于5臺卷接機組的除塵運行條件。5,6,11,12號同時生產運行時,可以選擇關閉與FC1/FS1、FC2/FS2連接管道上的閘閥,全部連通FC3/FS3。在滿足卷接機組運行前提下減少1套FC/FS,每個工作日的能耗對比見表1。可見,改進后節約電量2 640 kWh/d,節約電費1 663.2元/d,有效提高了集中風力除塵系統風能的利用率。
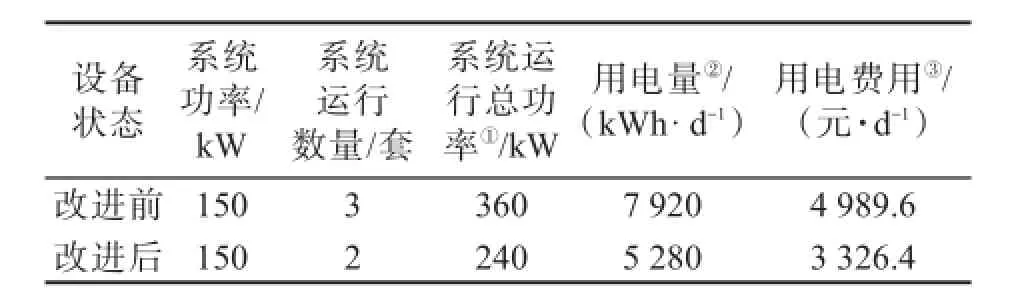
表1 雙系統除塵管道切換方案應用前后能耗對比
3 結語
在卷煙產能大于市場需求、生產計劃不足或卷煙銷售淡季等情況下,大部分卷煙廠都會發生部分機臺停開現象,由此造成集中工藝風力除塵系統存在階段性的過度冗余浪費問題。采用卷接集中風力雙系統除塵管道切換方案,可以根據產品規格、品牌、銷量,對卷接包機組進行合理布局,并與設備結構、生產調度計劃等因素互相兼顧,科學地規劃設計除塵系統的運行數量。該設計方案的應用,有效提高了除塵系統的風能利用率,較好地解決了能源浪費嚴重等問題,對于執行節能減排政策、降低生產成本具有良好的推廣價值。但本改進中管道切換執行單元采用的是手動切換方式,未設計安裝自動切換裝置,因此有待進一步研究以提高系統切換過程的便捷性和準確性。
[1]戴石良,李國榮,袁國安,等.卷接機組風力集中供給方式的研究與應用[J].煙草科技,2004(10):10-12.
[2]張雄,李國榮,王建新,等.風力送絲系統管網工況的模擬調節[J].煙草科技,2006(11):18-20.
[3]王偉浩,戴石良,劉源全,等.卷接機組不同管網結構風力系統三維仿真[J].煙草科技,2012(9):24-26.
[4]匡志亮,李國榮,馬伏旗,等.煙絲輸送與梗簽收集復合系統可行性分析[J].煙草科技,2010(3):11-14.
[5]張振峰,袁國安,許諾,等.卷煙廠風力送絲組合供絲控制系統的開發與應用[J].煙草科技,2006(9):15-19.
[6]王懷杰,張振峰,李國榮,等.卷接設備集中工藝風力與除塵自動監控系統的設計[J].煙草科技,2006(5):11-14.
[7]李計剛,蘇洪軍.風力煙絲輸送系統的改進[J].煙草科技,2007(4):21-24.
[8]吳磊,胡天群,康瑛,等.煙絲氣力輸送風洞試驗[J].煙草科技,2009(1):18-21.
[9]謝海,袁國安,李國榮,等.卷接機組風力供給系統中離心風機運行工況分析與調節[J].煙草科技,2007(5):22-26.
[10]丁偉,李斌,于川芳.煙絲在水平管氣力輸送過程中起動速度研究[J].煙草科技,2009(4):9-13.
[11]張雄,李國榮.煙絲氣力輸送系統送絲管風速的測量[J].煙草科技,2006(2):18-21.
[12]楊俊杰,王宏生,李斌,等.提升管中煙絲運動的可視化分析[J].煙草科技,2009(5):10-13.
[13]于學祥.ZJ17卷接機組吸絲道風力系統的改進[J].煙草科技,2000(3):18-19.
[14]尹嘉娃,戴石良,張振峰,等.基于加權遞推濾波模糊算法的工藝風力控制[J].信息與電子工程,2011(6):393-398.
[15]林郁,李曉剛,何善君,等.制絲線除塵系統的改進[J].煙草科技,2004(8):16-17.
[16]陳聰,莫華林,吳建良.煙草粉塵的密閉篩分與壓棒[J].煙草科技,2005(5):15-16.
[17]陳炳基,李新光,高同啟,等.YJ19-YJ29卷接機組[M].北京:北京出版社,2000.
[18]張本甫,金忠理,秦前浩,等.卷煙工藝規范[M].北京:中央文獻出版社,2003.
[19]機械工程手冊編輯委員會.機械設計手冊[M].北京:機械工業出版社,1997.
責任編輯 曹娟
Design of a Flexible Centralized Dust Removal System for Cigarette Maker Group
WANG Xianming1,ZHANG Zhenfeng2,FU Jianwen2,and YIN Jiawa2
1.Qingdao Cigarette Factory,China Tobacco Shandong Industrial Co.,L td.,Qingdao 266101,Shandong,China
2.Sunny High Technology R&D Com pany,Nanhua University,Hengyang 421001,Hunan,China
To save the energy consum ption of a centralized dust removal system when fewer cigarette makers are running,taking a system for a group of twelve PROTOS 70 cigarette makers with three dust removal units as an example,the layout of cigarette makers and the number of running dust removal units were rearranged onthe basis of modular and flexible design concept and pipeline switching technology:1) The number of cigarette makers connected to the first and second dust removal units increased from four to six.2)Two of the four cigarette makers connected to the third dust removal unit were connected to the first dust removal unit and the other two to the second dust removal unit separately served as bypasses 3) Adding a switching execution unit in each bypass to direct dust air to desired dust removal unit.The results showed that:1)Inthe case of less than five cigarette makers in running,only one dust removal unit was needed;if no more thanten,then just two units were needed.2)Under the prerequisite of ensuring cigarette makers’running,newsystem dispensed with one dust removal unit,electric power consumption reduced by 2 640 kWh/day(1 663.2 RMB Yuan/day).The quick switching and optim ized combination between cigarette makers and dust removal system s p romoted the energy efficiency of the centralized dust removal system.
TS433
B
1002-0861(2015)09-0094-05
10.16135/j.issn1002-0861.20150916
2014-09-26
2015-06-09
王先明(1971—),學士,工程師,主要從事卷接設備維修和技術改造工作。E-mail:erppm@sina.com
王先明,張振峰,符建文,等.卷接機組集中風力雙系統除塵管道切換方案設計[J].煙草科技,2015,48(9):94-98.
WANG Xianm ing,ZHANG Zhenfeng,FU Jianwen,etal.Design of a flexible centralized dust removal system for cigarettemaker group[J].Tobacco Science&Technology,2015,48(9):94-98.
猜你喜歡
奧秘(創新大賽)(2023年3期)2023-05-06 01:48:20
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
浙江中西醫結合雜志(2017年2期)2017-01-12 18:23:59
當代化工研究(2016年9期)2016-03-20 16:22:08
聲屏世界(2014年6期)2014-02-28 15:18:09