擠光刀設(shè)計研制技術(shù)攻關(guān)
2015-05-30 15:23:18黃戰(zhàn)鵬梁亞蘭
科技創(chuàng)新與應(yīng)用 2015年16期
黃戰(zhàn)鵬 梁亞蘭
摘 要:分泵擠光工藝是近年有色加工的一種新工藝,其中擠光刀具是整個工藝改進(jìn)的關(guān)鍵;了解并熟知擠光設(shè)計原理可以幫助工藝快速掌握擠光工藝的核心加工參數(shù),提升加工工藝水平。
關(guān)鍵詞:擠光刀;設(shè)計;研制;技術(shù)
1 問題的提出
分泵擠光原理是通過擠光刀的滾珠繞刀桿進(jìn)行自轉(zhuǎn)運動擠壓產(chǎn)品表面,從而達(dá)到零件尺寸和表面光潔度要求。由于擠光是無銷加工,表面質(zhì)量要求高,所以要求刀具表面光潔度和硬度非常高;其刀具是由滾珠、刀桿、刀套、錐柄四部分組成,擠光刀的工作部位為滾珠和與之配合的刀桿,滾珠與之刀桿相互配合,硬度、直線度、材料韌性以及疲勞極限等諸多方面完美結(jié)合才可實現(xiàn)擠光要求。擠光工藝是最近幾年新出爐的工藝,我廠沒有現(xiàn)成的資料可以查詢。為了實現(xiàn)生產(chǎn)的自給自足,我們必須從零做起,自行設(shè)計制造擠光刀具。
2 方案提出與論證
擠光刀四部分工作方式:
(1)滾珠(滾壓主體,從動元件);(2)擠光刀桿(與滾珠配合,傳動元件);(3)刀套(尺寸調(diào)節(jié));(4)錐柄(機(jī)床連接部位)。
從刀具使用角度來說,滾珠與刀桿是直接工作部位,而刀套和錐柄屬于間接工作部位,其并不參與滾壓,不會因為長時間使用而磨損。滾珠與刀桿直接參與滾壓,是磨損件。通過對已經(jīng)磨損報廢的刀具進(jìn)行分解,擠光刀報廢主要是刀桿與滾珠配合部位連續(xù)滾壓達(dá)到金屬疲勞極限。所以擠光刀設(shè)計要從刀桿和滾珠入手。
方案一:設(shè)計制造刀桿,滾珠購買標(biāo)準(zhǔn)件。
方案二:刀桿和滾珠全部自制。
分析比較:
方案一中刀桿按照滾珠錐度進(jìn)行設(shè)計制造,由于滾珠錐度公差無法確定,測繪值同實際尺寸偏差較大,則滾珠與刀桿配合會有以下三種情況:
情況一:刀桿與滾珠配合于豎直方向成負(fù)角度,在工件加工過程中滾珠與刀桿是線性接觸,接觸部位疲勞強(qiáng)度增大,刀桿前端易于磨損,制件表面光潔度不能滿足產(chǎn)品要求而且加工的產(chǎn)品入口端為錐面。所以不能滿足設(shè)計要求。
情況二:刀桿與滾珠配合于豎直方向成正角度,在工件加工過程中滾珠與刀桿也是線性接觸,接觸部位疲勞強(qiáng)度增大,刀桿后端易于磨損,制件表面光潔度不能滿足產(chǎn)品要求。而且加工的產(chǎn)品出口端為錐面,不符合圖紙要求。所以不能滿足設(shè)計要求。
情況三:刀桿與滾珠配合于豎直方向夾角為零度,在工件加工過程中滾珠與刀桿接觸面積增大,滾珠與刀桿是面接觸,能夠最大限度的確保接觸表面的疲勞強(qiáng)度,刀桿不易磨損,而且加工的產(chǎn)品出口和入口能夠保持一致,滿足圖紙要求。
通過以上分析,由于滾珠與刀桿配合角度的不可預(yù)測性,不能確保加工的產(chǎn)品100%滿足要求,而且實際上也很難做到第三種情況,所以方案一放棄。
按照方案2,我們給定一個固定值加工刀桿,將刀桿尺寸控制在一個合理的范圍,按照刀桿的錐度配做滾珠,能夠最大限度的滿足設(shè)計要求,使的滾珠與刀桿最大限度的接觸。而且可以根據(jù)材料性能不同選擇合理的錐角配合,從而最大限度的延長刀具的使用壽命。
3 方案的實施
3.1 機(jī)構(gòu)選擇及幾何尺寸的計算
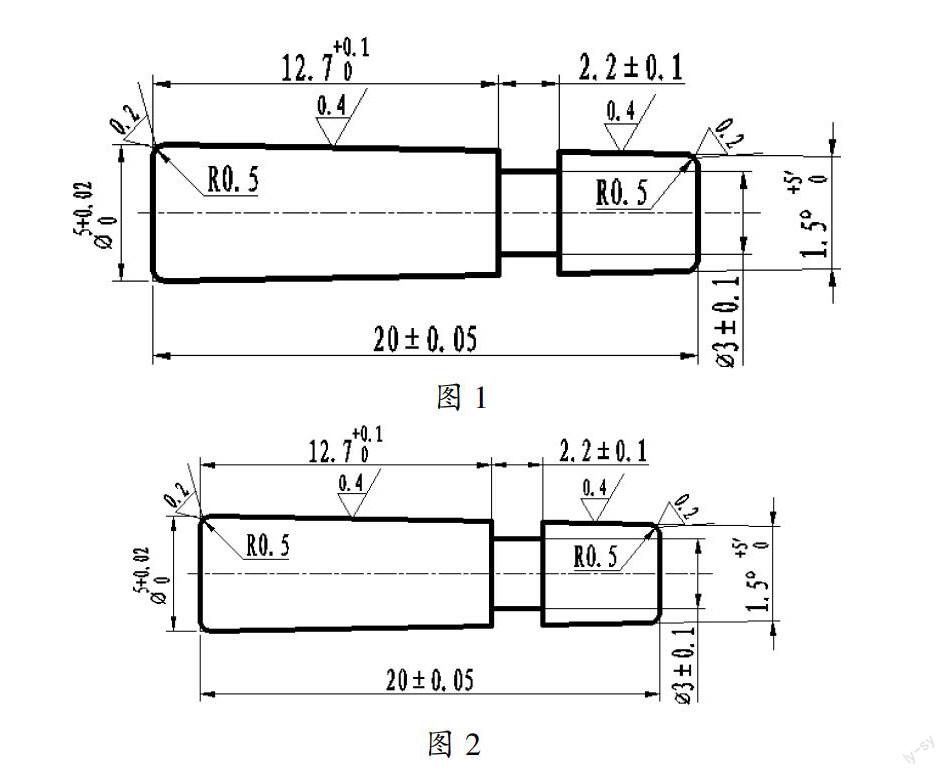
按照擠光工藝的加工方式,可以將擠光刀納入非標(biāo)準(zhǔn)散裝滾動軸承的形式,因為所加工制件為鋁制品,加工余量小,表面承受載荷小,需要的摩擦力矩小,按照刀桿尺寸調(diào)節(jié)要求(調(diào)節(jié)螺紋螺距為1),尺寸調(diào)整將一個螺旋圓周等分為25格,每格尺寸調(diào)節(jié)量為0.002mm,軸向尺寸調(diào)節(jié)量為1.5mm,則能推出擠光刀桿的錐度為3°。
為了確保滾珠和刀桿配合后余刀桿直柄部分夾角最大限度接近于零,則刀桿和滾珠的錐度值為:
滾珠(如圖1):
刀桿(如圖2):
3.2 強(qiáng)度校核
但是由于滾珠和刀桿徑向承受的載荷很小,完全能滿足設(shè)計要求。故再次不作詳細(xì)的強(qiáng)度校核。
4 加工工藝實踐
由于滾珠與刀桿之間要連續(xù)進(jìn)行滾壓,所以對材料的表面硬度要求比較高,我們選用的材料是GCr15(軸承鋼)。選用這個材料是因為他的抗疲勞衰減性能非常好,而且熱處理變形小,易于加工。
在整個工藝路線中,車工工序難度比較大,加工桿細(xì)而且長,而且刀桿直線度要求高,所以加工過程中非常容易變形,車工加工用的跟刀架最小直徑10mm,而制件的最大毛坯余量要求在9,以至跟刀架用不上,所以加工過程中,我們對整個軸分三段粗車,盡量減少直車長度,粗車后將刀架頂直,用無心磨修正直線度,留精磨余量0.6mm。
熱處理工序是刀桿加工的關(guān)鍵工序,淬火硬度低刀桿抗疲勞衰減差,淬火硬度高刀桿變形大,精磨修正難度大。通過對刀桿工作狀態(tài)的仔細(xì)分析,錐面部位需求材料硬度高,而直柄部分對材料硬度要求低,對材料的綜合性能要求高。所以熱處理需要分布進(jìn)行。首先對材料通體進(jìn)行調(diào)質(zhì)處理,提高材料綜合性能,而且調(diào)質(zhì)處理材料熱變形小,能滿足工藝要求。對錐面部分單獨進(jìn)行高頻淬火,提高材料表面硬度,達(dá)到HRC64以上。經(jīng)過這樣的處理,能夠很好的解決熱處理變形通硬度值沖突的矛盾。順利解決了加工中的難題。如果熱處理后變形大,后續(xù)有校正工序,能夠100%滿足工藝要求,實現(xiàn)刀桿的小批量生產(chǎn)。滾珠尺寸小,用一般工藝能夠滿足生產(chǎn)要求,這里就不再進(jìn)行描述。
5 結(jié)束語
目前,自制的擠光刀已經(jīng)實際應(yīng)用于生產(chǎn)中,通過試加工可以初步得到結(jié)論,自行設(shè)計制造的擠光刀能夠滿足設(shè)計要求,也符合生產(chǎn)需求,解決了實際生產(chǎn)中的難題。通過對擠光工作原理的了解,以及在加工過程中刀具工作部位的受力分析。我們快速掌握了擠壓工藝的關(guān)鍵參數(shù),對擠光工藝的工藝特性有了全面的了解。同時,通過設(shè)計制造刀具,研究刀具結(jié)構(gòu)這方面的工作,深入分析零件加工工藝,不斷完善工藝參數(shù),持續(xù)優(yōu)化。這種研制思路打破了原來工作模式。它不僅僅是一種工藝方式的突破。更重要的是為今后的工藝研究提供了一種新的創(chuàng)新思路。
作者簡介:黃戰(zhàn)鵬,出生:1981.7.2,性別:男,民族:漢,籍貫:陜西.彬縣,現(xiàn)職稱:中級工程師,學(xué)歷:本科,單位:陜西華興汽車制動科技有限公司。
猜你喜歡
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中國科技博覽(2016年18期)2016-10-19 09:33:57
中國科技博覽(2016年18期)2016-10-19 09:04:19
中國科技博覽(2016年18期)2016-10-19 08:55:40
科技視界(2016年21期)2016-10-17 20:00:58
科技視界(2016年21期)2016-10-17 19:38:30
