船舶鋼結構焊接有限元模擬及應用
2015-05-30 10:48:04黃振華張殿楨丁志偉
科技創新與應用 2015年16期
黃振華 張殿楨 丁志偉
摘 要:文章通過船體中典型的鋼結構對接焊做有限元模擬分析,基于ANSYS有限元軟件對焊接的全過程做數字模擬分析,對鋼結構在焊接加熱及冷卻的過程中的溫度、應力、應變的結果詳細分析,通過數據的分析結果得到焊接后船舶鋼結構的殘余應力和焊接變形的規律,根據分析的成果對實際現場施工工藝進行指導。
關鍵詞:船舶鋼結構;焊接應力應變;焊接后的殘余應力和應變;有限元模擬分析
1 船舶鋼結構焊接原理的概述
在船舶建造過程中,焊接廣泛應用在船廠工區建造的各個環節中。從小組立到總段合攏的全過程都離不開鋼結構的焊接,可以說焊接是船舶建造中最重要和最常用的工藝手段。對于船舶的鋼結構而言,船體的底板、外板、肘板、舭龍骨等金屬結構都是通過各種形式和方式的焊接組合到一起的。對于焊接而言,其是一個簡單的物理現象,而焊接過程包括金屬物體的加熱、鋼結構的受熱融化熔、物體之間的傳熱傳導、加熱后和空氣接觸的熱傳遞、冷卻后的金屬凝固凝固、由于焊接后在結構物內產生的殘余應力和結構物受冷熱不均影響產生的變形等。在焊接后的焊縫內及影響區域內部,有焊接的作用導致鋼結構內部存在殘余應力和焊接變形,對于焊接應力和變形如果處理不合理,將會影響船舶建造精度進而影響船舶的整體性能。為了避免和減少鋼結構焊接的影響,在現代化計算機處理能力和有限元軟件成熟發展的基礎上,通過電子計算機借助有限元軟件對焊接的全過程進行模擬。通過有限元軟件,對需要焊接的鋼結構、加熱的熱源、焊接熱源移動的步驟,以及焊接后模擬大氣環境下的結構物冷卻,和最終的殘余應力和焊接形變。從而找到不同焊接順序及工況下的應力應變,實現的焊接應力應變的消減和控制。
2 焊機理論基礎
利用有ANSYS軟件對鋼結構焊接進行模擬,即在模擬焊接的整個過程,以及在焊接時由于熱的傳導而產生應力和應變的過程。對于模擬計算需要的如下的基礎理論:
2.1 焊接溫度場
其中,ρ=結構物的材料密度;
T=焊接產生溫度場的分布函數;
c=結構物的材料比熱;
Q=焊接內熱源的強度;
λ=結構物的導熱系數
2.2 焊接應力和應變場
就焊接過程的應力和形變而言,是由于焊接材料自身的特性隨自身溫度變化而產生的熱彈塑性,焊接產生的應力應問題是由于結構物自身非線性材料特性導致的非線性問題。而且在實際的焊接過程中,其產生的熱應力和變形是一個很復雜物理現象。在對其進行模擬計算時,一般焊接熱應力場理解為一個非線性瞬態問題。為了便于計算,焊接模擬只考慮溫度場對應力場的作用,而由于應力場對溫度場的作用微乎其微,可以忽略。
應力場的結構關系公式如下:
其中,{dσ}=應力增量;
{dε}=為應變增量;
dT=溫度增量;
[D]=彈性或彈塑性矩陣;
{c}=與溫度有關的量。
2.3 焊接熱源
焊接的過程中,是由電弧熱源把產生的熱能傳給焊接物體,熱量是通過一定的作用面積進行的,將這個加熱區域成為加熱斑點。加熱斑點上的熱量分布是不均勻的,一般呈現的是中心多而邊緣少的特性。用高斯數學模型來可以模擬加熱斑點上熱流密度分布。因此距加熱中心上任一點產生的熱流密度可表示為:
其中:Qm=加熱斑點中心最大熱流密度;
R=電弧有效加熱半徑;
r=離電弧加熱斑點中心的距離;
η=焊接熱效率;
U=電弧電壓;
I=焊接電流。
3 焊接計算結果分析
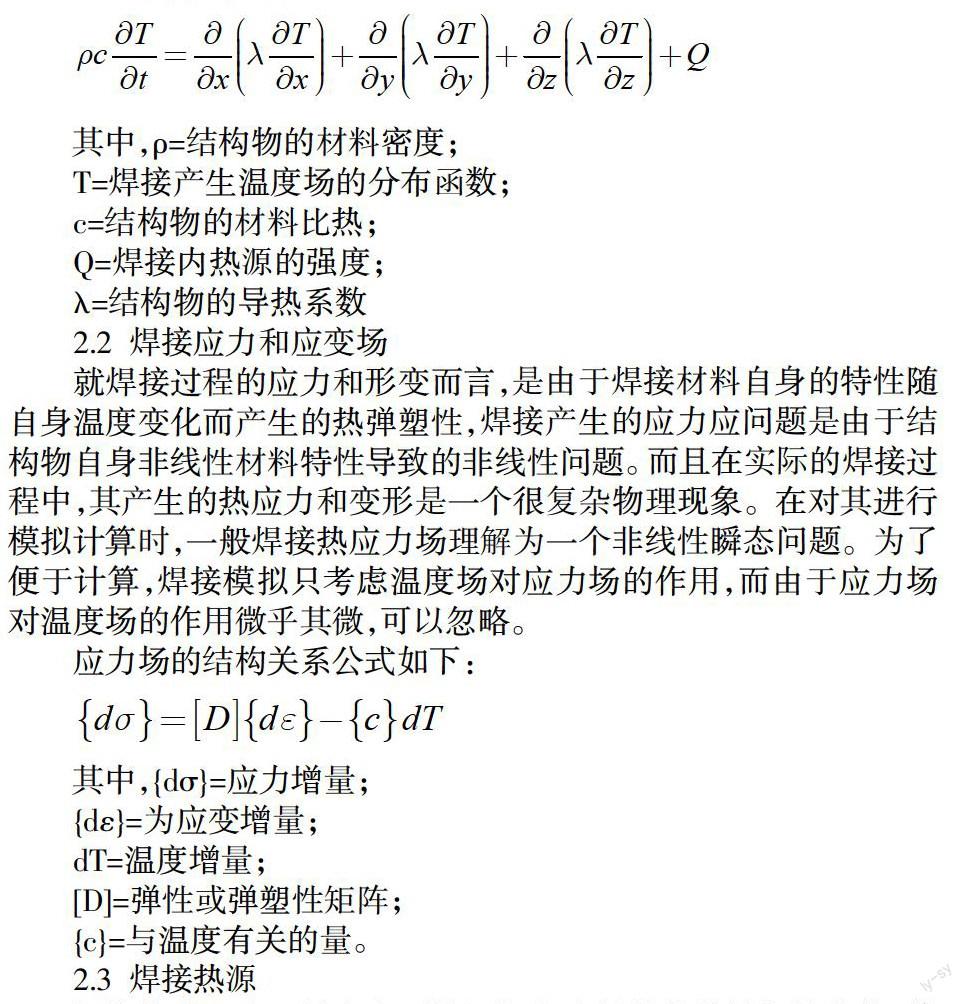
焊接是一個快速熱傳遞隨之并冷卻的過程,由于被焊接結構上各點影響其溫度變化是非均勻的。通常情況下是焊接的焊縫區內由于受電熱弧的直接影響的溫度變化很快,而遠離焊縫的區域溫度變化較緩慢。通過ANSYS有限元對整個焊接過程進行模擬,對構件個部分的熱影響情況,通過溫度時間歷程可以查看結構關鍵點溫度隨時間的變化。
3.1 焊縫溫度變化的趨勢
圖1顯示在結構上選取關鍵點隨時間的溫度變化。說明在焊接時熱源到達表面各點后,溫度迅速上升到達最高值,隨后又快速冷卻到100度左右,然后緩慢降溫。
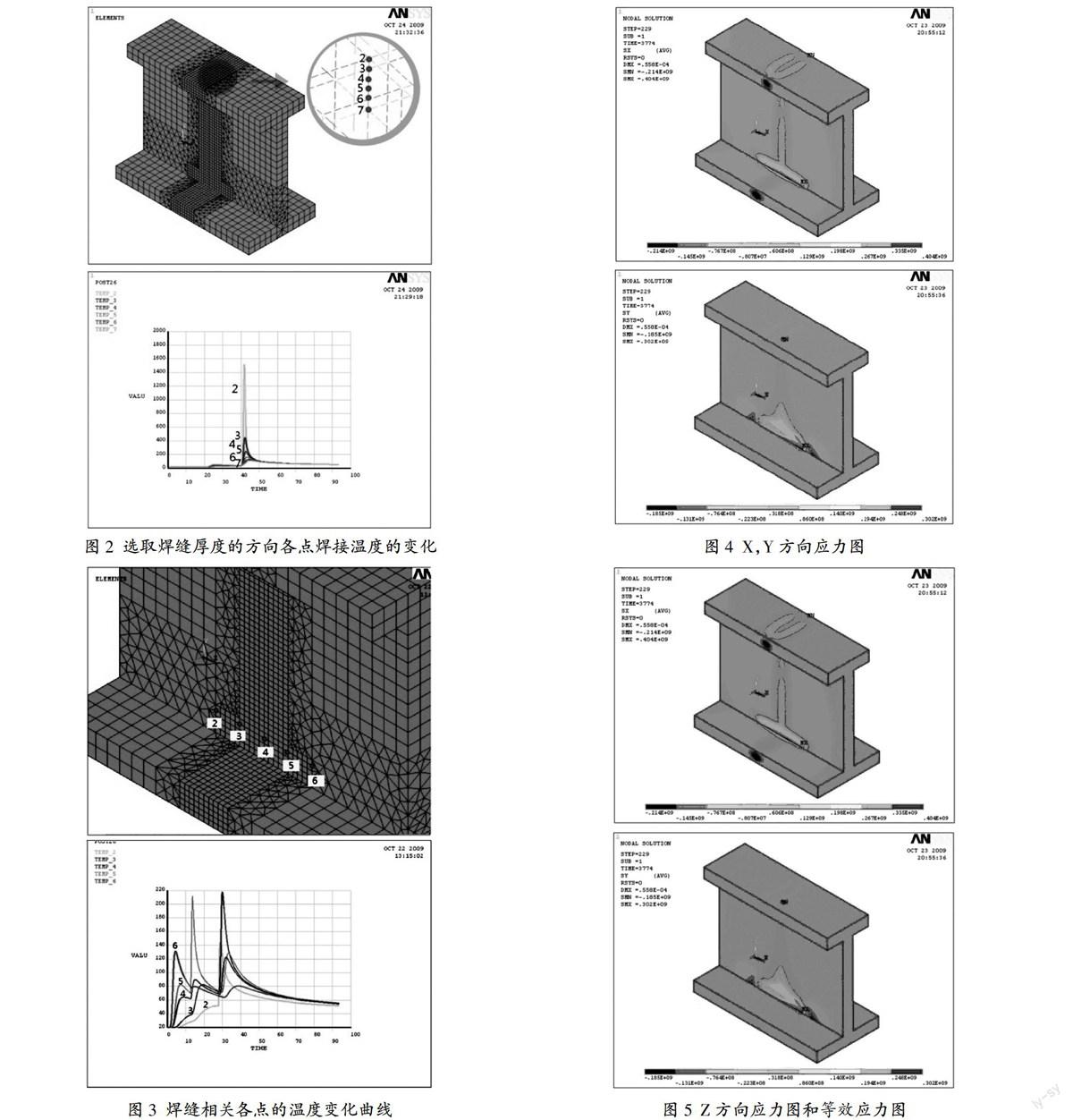
3.2 選取焊縫厚度的方向各點焊接溫度的變化
由于焊接時電熱弧的直接作用,在焊接物體的表面出溫度將會急劇上升,在物體熱傳導的作用下,熱能從表面向下傳遞,由于熱能傳遞的損耗,焊接處各點隨著深度的加深溫度不斷遞減。通過焊接的曲線表明對于溫度越高的點溫度遞減的速度也越開,隨著冷卻時間的延伸,最終各點的溫度趨于一致。
3.3 焊縫的疊加區域上表面各點的溫度變化
在焊縫的疊加區域,由于受到周邊多條焊縫焊接的影響,此區域內結構受到溫度的影響比較大。因為在該區域內,結構經歷了多次的快速加熱升溫并隨之冷卻,以及冷卻后有加熱在冷卻的復雜過程。該區域內的點由于距離焊縫的不同,其受影響的程度也有不盡相同。根據對關鍵點的分析,可以得到如下結論。在焊接加熱的過程中,選取點的溫度隨熱源的加熱而升高,然后隨熱源的消失而下降。同時由于距離加熱源的焊縫的距離不同,受到的影響程度也有差別。通過圖3可以看出,對接焊縫焊接對點影響最大。
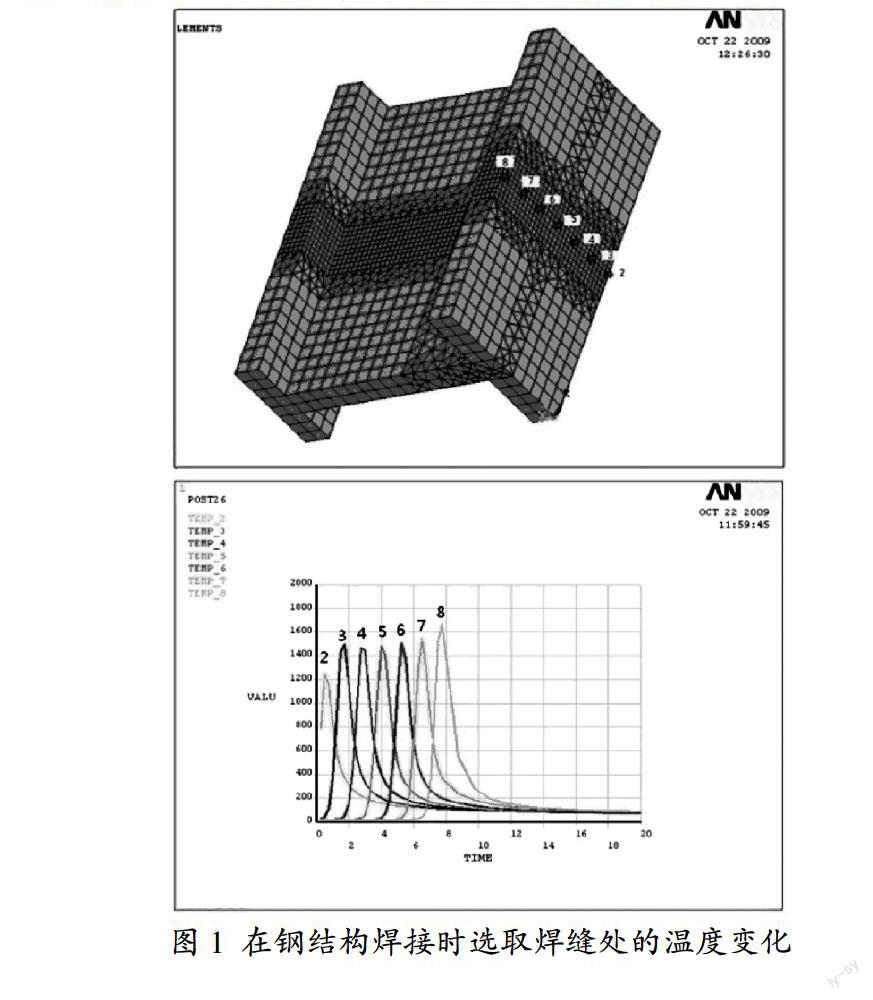
4 應力場計算結果分析
通過圖4、圖5可以看出由于焊接的相互影響,焊接后結構的等效應力的分布較為復雜,主要表現的現象為:焊接產生的等效應力在焊縫區域數值最大,而距離焊縫較遠的區域相對最小。通過有限元計算的結果,在上述區域內最大殘余拉應力達到了400Mpa,最大殘余壓應力達到了210Mpa,有限元計算的焊接后最大的殘余等效應力值達到了240Mpa。通過結算的結果清晰的表明,在焊接的焊縫處,單向焊接殘余應力和等效殘余應力均很高,通過模擬計算表在該結構的焊縫區的應力水平均最高。
通過三個方向的殘余應力分布圖,在三條焊縫的結合處,出現了結構的最大拉應力值,這說明在受到多重焊接影響的區域內,會產生大量的殘余應力,在船舶結構焊接時避免出現這種焊接工況。通過結果得到焊接后的最大壓應力在X方向出現在面板對接縫和外板對接縫的兩端,Y,Z方向出現在腹板對接縫和外板對接縫的交接處。最大拉力和壓力都出現在構件的中心剖面上。在三個方向的應力分布圖中,和焊縫方向一致的時,焊縫區域的應力較大。
5 結束語
(1)數值模擬構件焊接的整個過程,為焊接工藝的優化提出參考。
(2)焊接結構的焊縫處由于受到較高溫度的影響,該區域內殘存了較大的應變和應力,此處的殘余應力較高。對于焊接后的變形而言,殘余應變的最大拉應力值在構件焊縫中心處。
參考文獻
[1]陳楚,等.數值分析在焊接中的應用[M].上海:上海交通大學出版社,1985:80-82.
[2]王勖成,邵敏.有限單元法基本原理和數值方法[M].北京:清華大學出版社,1995.
[3]陳丙森.計算機輔助焊接技術[M].北京:機械工業出版社,1999:105-130.
[4]陳楚,等.數值分析在焊接中的應用[M].上海:上海交通大學出版社,1985.
