鐵路貨車鍛造鉤尾框的工藝改進
2015-06-21 10:53:16唐振英魏偉焦宏齊齊哈爾軌道交通裝備有限公司
鍛造與沖壓 2015年15期
關鍵詞:工藝
文/唐振英,魏偉,焦宏·齊齊哈爾軌道交通裝備有限公司
鐵路貨車鍛造鉤尾框的工藝改進
文/唐振英,魏偉,焦宏·齊齊哈爾軌道交通裝備有限公司

唐振英,工程師,主要從事車軸、彈簧、鍛造鉤尾框、制動梁、鍛造上心盤、鍛造鉤舌等鐵路貨車鍛件的工藝研發生產工作。發表論文多篇,實用型發明專利兩項。
本文簡單介紹了鐵路貨車用鍛造鉤尾框的鍛造工藝現狀,分析了其存在的問題和不足,提出了改進后最理想的鍛造工藝方法。
在鐵路貨車“提速、重載”的大背景下,對鐵路貨車的連接車鉤提出了更高的質量要求,根據鐵路貨車在線路運行中的實際使用狀況,為了大幅度提高鉤尾框的使用壽命,將原來的車鉤組成中材質為E級鋼的鑄鋼鉤尾框改變為鍛造鉤尾框,鍛造鉤尾框的種類有17型、16型、13B等等,它們大體的形狀相類似,尺寸接近,其產品形狀如圖1所示,目前,鍛造鉤尾框是鐵路貨車行業最大的模鍛件(本文僅以17型鍛造鉤尾框為例)。
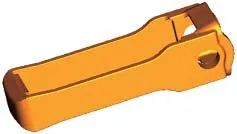
圖1 鍛造貨車鉤尾框
原鍛造鉤尾框的鍛造工藝
鍛造鉤尾框的研制開發已經進行了多年,其模鍛件的形狀如圖2所示。材質為25MnCrNiMoA,鍛件長度約為1990mm(采用不同的彎曲工藝略有不同),寬度的最寬處為260mm,最窄處為140mm;厚度的最厚處為85mm,最薄處為28mm。我公司原先鍛造鉤尾框的鍛造工藝為: 下料(帶鋸床)→加熱(中頻感應加熱爐)→部分成形的制坯(1m輥鍛機)→模鍛(8000t摩擦壓力機)→切邊(2000t油壓機)→校正(2000t油壓機)。在1m輥鍛機上制坯為框板部分基本成形的坯料形狀,在8000t摩擦壓力機上模鍛;其他鍛造廠鉤尾框的鍛造工藝與我公司的大同小異(有的鍛造廠是用自由鍛制坯)。
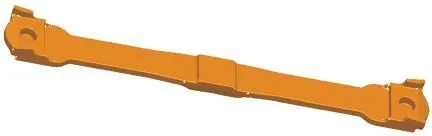
圖2 鉤尾框模鍛件
我公司原來鉤尾框的鍛造工藝,主要特點是在制坯時采用了局部成形的技術,在模鍛設備鍛造能力不夠的情況下完成鍛造鉤尾框的生產,即在輥鍛工序中設計為兩個框板部分,分別為成形輥鍛部分和制坯輥鍛部分,輥鍛制坯形狀如圖3所示,中間兩個框板部分直接輥鍛成形,目的就是大幅度減少模鍛成形時參與變形部分的面積,以實現用較小的模鍛設備來生產鍛造鉤尾框。

圖3 輥鍛制坯形狀
工藝方案
我公司新引進了一臺德國Schuler公司生產的500kJ對擊錘,配套了一臺1.25mm國產輥鍛機,同時配套了中頻感應加熱爐、切邊液壓機等設備形成了一條以500kJ對擊錘為核心的模鍛生產線。
鉤尾框模鍛件生產的最大難度在于需要較大的模鍛設備。若具備足夠大的模鍛設備,模鍛工藝沒有什么難度;在這種情況下比較準確地測算出需要的模鍛設備噸位就顯得非常重要了,為此我們請燕山大學為我們進行了有限元分析計算,經過分析計算其所需要的模鍛變形力約為16000t,我公司的500kJ對擊錘完全能夠滿足其能力要求。
我公司原來鍛造鉤尾框的鍛造工藝雖然很好地解決了軸向對稱、兩側長度對稱等幾何尺寸精度問題,但由于它在制坯時兩個框板部分厚度尺寸幾乎完全依靠輥鍛機的輥鍛工藝控制,在最終的模鍛工序中,兩個框板部分厚度尺寸基本不發生變化,而且其他部分的厚度尺寸也受其影響;因此,調整和改變其鍛件厚度尺寸變得非常困難。
在500kJ對擊錘生產線上,我們將輥鍛工序完全制定為制坯輥鍛工藝,即將坯料在長度上做橫截面積的材料分配,而不做任何的成形變形,輥鍛制坯后的形狀如圖4所示。
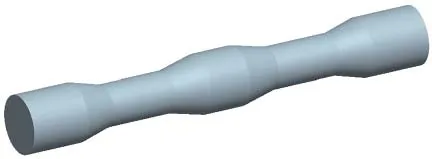
圖4 輥鍛制坯形狀
新的工藝流程為:下料(帶鋸床)→加熱(中頻感應加熱爐)→制坯(1.25m輥鍛機)→模鍛(500kJ對擊錘)→切邊(2000t液壓機)→校正(2000t液壓機)。
目前,該工藝方法已經在500kJ對擊錘生產線上大批量生產時應用,效果良好。
結束語
在500kJ對擊錘生產線上,采用完全制坯的輥鍛工藝,是生產高質量鉤尾框的最理想的工藝方案;它不僅完全保證了厚度方向的尺寸精度,也為日后開發生產框板面非加工的鍛造鉤尾框打下了必要的基礎。

猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
