在立式加工中心上實現(xiàn)α°幅板面上孔倒角的分析及改進
2015-05-30 11:07:29萬蓮翠
科技創(chuàng)新與應用 2015年32期
萬蓮翠
摘 要:從程序及在實際加工中分析斜面上孔的倒角量不均的原因,且隨著角度的增大而越明顯,為了提高車輪加工效率,文章利用圓柱曲面與圓錐曲面的交線建立刀具軌跡,從而實現(xiàn)在立式加工中心上加工α°幅板面上孔的倒角。
關鍵詞:車輪倒角;立式加工中心;曲線;刀具軌跡;圓柱面;圓錐面
1 問題提出及分析
目前,工藝上將機車車輪孔的加工定在立式加工中心上進行。SS6B車輪觀察孔?準60mm兩側倒角均為C2,因內側面為5°斜面,所以采用三軸聯(lián)動螺旋銑(1/4),但在螺旋起點及終點出現(xiàn)了倒角量不均的現(xiàn)象,由此分析這種現(xiàn)象會隨著斜面角度的增大而越明顯。
在HXD3車輪試制過程中,內側面10°斜面上孔的倒角同樣采用螺旋銑,出現(xiàn)了最高和最低處加工不上的情況,針對此種現(xiàn)象若將倒角工序調整到組裝一組砂輪打磨,因車輪成批加工效率不高;采用數(shù)控自動編程,程序將冗長而繁瑣,不宜修改和檢查。尋找更合適斜面上孔倒角的加工方法是必須的。
2 圖形數(shù)學分析
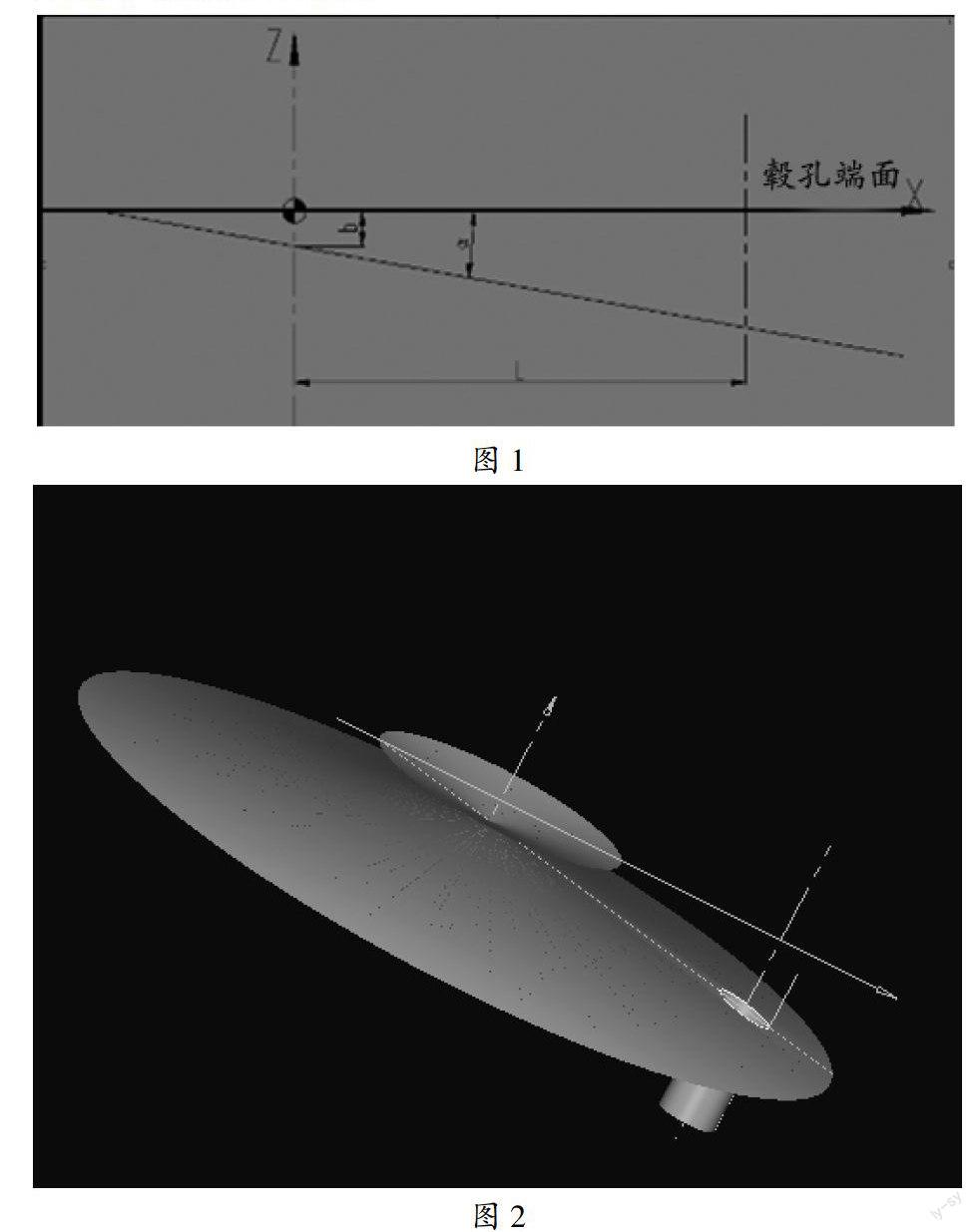
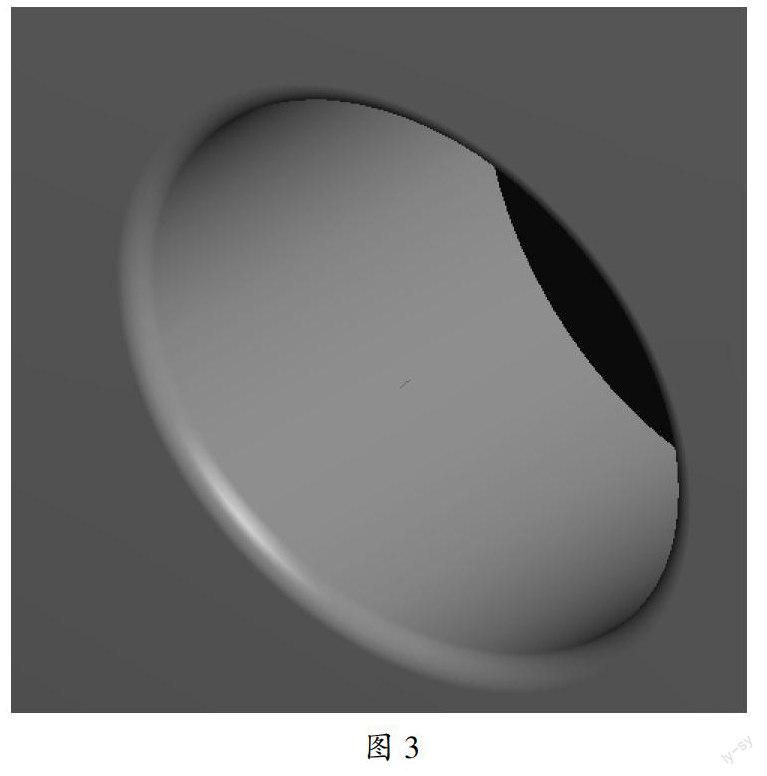
如圖1所示,參數(shù):(1)斜面角度α(和轂孔度面的角度);(2)斜面距離轂孔端面距離:b;(3)工藝孔距離轂孔中心的距離:L;(4)工藝孔從數(shù)學角度分析,α斜線圍繞轂孔中心線旋轉(360°)形成圓錐曲線,工藝孔(r)圍繞本身的中心線(距離轂孔中心距離L)旋轉(360°)形成半徑為r的圓柱曲面。兩曲面在高度h上存在相交線,建立曲面圖形如圖2所示。
經過分析,圓錐曲面與圓柱曲面的交線即為刀具軌跡。曲線的刀具軌跡生成是實現(xiàn)加工的關鍵環(huán)節(jié),它是根據(jù)所選用的加工機床、刀具、走刀方式以及加工余量等工藝方法進行刀位計算并生成加工運動軌跡。
刀具軌跡的生成能力直接決定數(shù)控編程系統(tǒng)的功能及所生成加工程序的質量。高質量的數(shù)控加工程序除應保證編程精度和避免干涉外,同時應滿足通用性好、加工時間短、編程效率高、代碼量小等。
3 刀具軌跡方程
3.1 以兩曲面的交線為刀具的加工軌跡實現(xiàn)斜面上孔的倒角
斜線方程:z=-tgα?鄢x+t(t=b) (1)
圓柱面方程:(x-L)2+y2=r2 (2)
軸線方程:x=L (3)
圓錐面方程(斜線繞Z軸旋轉形成的圓錐曲面方程):z=±tgα×sqrt(x2+y2) (4);聯(lián)立圓柱面曲線方程(2)和圓錐曲面方程(4)求解即為相交曲線,亦為刀具加工中心軌跡。相交曲線方程:(5)x z=(z-b)2/(tg2α?鄢2?鄢L)+L/2-r2/(2?鄢L);
(6)y z=±sqrt[r2-(x-L)2]
3.2 參數(shù)求解
求母線y=0 時的兩個端點,即相交曲線的最高點和最低點。
y z=±sqrt[r2-(x-L)2]=0 (7)
解得;Xd1=r+L;Xd2=-r+L (8)
即Z最高點和最低點(Xd1,0,Zd1)、(Xd2,0,Zd2)將Xd1和Xd2分別代入式(5)或式(1),可求Zd1和Zd2
4 程式方程
#1=Xd1;#2= Xd2;#3=Zd1;#4=Zd2;#5=b;(有正負號)#6=L(有正負號)#7=r; (無正負號)#8=α;(與X向成銳角)#9=tan[#8];#10=k;(刀具Z向進刀值,具有正負向要求)#11=d;(刀補半徑)
#19=p;(Z向遞減值,有正負方向)G54G90G80G40;T1M06;G00X0Y0Z100;M03S1000;#2=#7+#6;
#1=[-1]*#7+#6;(L的正負使#1及#2具有正負號,符合程式要求)#3=#9*#2;#4=#9*#1;(但#3及#4只是程式的Z值,不符合程式要求,需要處理)#3=ABS[#3]*[-1];#4=ABS[#4]*[-1];(賦予程式坐標要求)X[#6];(圓柱面中心處)Z[#4+#10];N10G01G42X[#1+10]Y[-10]F200;
G02X[#1]Y0R10F70;#14=#4;N20#14=#14+#19;#15=2*#6*#9*#9;#16=#6/2;#17=2*#6;
#18=#7*#7/[#17];#12=[#14-#6]*[#14-#6]/[#15]+[#16]-[#18];(Xz)#20=[#12-#16]*[ #12-#16];#13=sqrt[#7*#7-#20];(Yz)G01X[#12]Y[#13]Z[#14]F40;IF[#14]GT[#3]GOTO20;
N30#14=#3;#12=[#14-#6]*[#14-#6]/[#15]+[#16]-[#18];(Xd)#20=[#12-#16]*[ #12-#16];
#13=sqrt[#7*#7-#20];(Yd)G01X[#12]Y[#13]Z[#14]F40;N40#14=#14+#19*[-1];#15=2*#6*#9*#9#16=#6/2;#17=2*#6;#18=#7*#7/[#17];#12=[#14-#6]*[#14-#6]/[#15]+[#16]-[#18];(Xz)#20=[#12-#16]*[ #12-#16];#13=sqrt[#7*#7-#20];(Yz)G01X[#12]Y[#13]Z[#14]F40;IF[#1T[#3]GOTO40;N50;#14=#4;#12=[#14-#6]*[#14-#6]/[#15]+[#16]-[#18];(Xd)#20=[#12-#16]*[ #12-#16];#13=sqrt[#7*#7-#20];(Yd)N60G02X[#1+10]Y10R10F70;G00Z50;X0Y0;M03S30;M05;M02;
程式說明:(1)此程序只適用于法拉克18i系統(tǒng);(2)當加工多個孔時,將以上程序作為子程序,利用坐標旋轉功能即可。
5 加工刀具軌跡調試及調整
工件加工程序改變,就必須按照首件加工的規(guī)定執(zhí)行。
對HXD3車輪?準64mm側面為10°斜面R5倒角加工進行首件試制為例。
整體硬質合金圓弧銑刀:31500-MEGA(R5)刀具參數(shù):D=16mm,R=5mm;工件編程原點:轂孔中心;裝夾方式及位置:輪緣踏面處三爪120°夾緊;1已知程式參數(shù):L=325mm,r=32mm,b=-25.113mm,α=10°
(1)程式在機床上模擬:軌跡正確;(2)工件實際加工:給出刀補半徑值(8)及刀補Z向走刀深度(-4.9)并計入:軌跡完全正確,加工參數(shù)合理,加工量均勻,粗糙度及加工形狀完全符合圖紙要求。
同樣的,以SS6B車輪φ80mm內側面為5°斜面C2倒角時給出刀補半徑值(5)及刀補Z向走刀深度(-2)并計入(工件編程原點、裝夾方式及位置均不變,45°倒角刀:ITC45/10-16R-40),加工軌跡正確,加工量均勻。
6 結束語
根據(jù)幾何原理,求出圓柱曲面與圓錐曲面的交線方程,利用刀具加工軌跡原理建立了刀具中心軌跡,通過改變設定的參數(shù)即可求解不同角度上孔的倒角(如SS6B、HXD3),程序上做到了簡單、方便、通用。這對于分析復雜曲線的特點與求解有很大的幫助。
