影響SA213—T91鋼管焊接接頭質量的工藝措施分析
2015-05-30 10:48:04朱宏
中華建設科技 2015年7期
朱宏

【摘 要】針對高壓蝶粉鍋爐過熱器換管改造過程中,對影響SA213-T91鋼管焊接接頭質量的因素進行了討論,分析了產生的原因,并提出了相應的焊接工藝措施,確保了焊接質量。
【關鍵詞】過熱囂;T91鋼;焊接性;焊接缺陷;焊接工藝措施
【Abstract】Change management transformation for high pressure boiler superheater Butterfly process, the factors affecting the SA213-T91 steel welded joint quality were discussed, analyzed the causes, and the corresponding welding process measures to ensure the quality of welding.
【Key words】Welding;Welding process measures;Welding defects overheated clamor;T91 steel
1. 前言
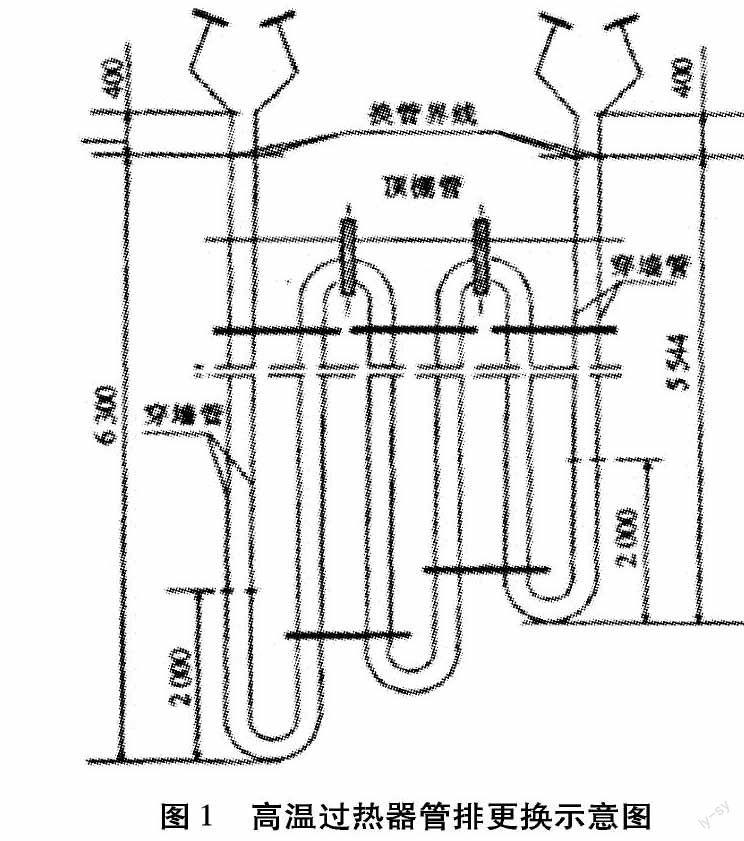
(1)某熱電廠高壓煤粉鍋爐高溫過熱器(末級過熱器),原設計材質為12CrlMoV,規格為42mm*5mm,由于長期過熱,致使過熱器蛇形管排尤其是彎頭部分材質惡化,經取樣分析,珠光體球化平均4~5級,嚴重處5級以上。隨著運行時間增加,管子越來越脆弱,爆管越來越頻繁,換管改造已是刻不容緩。經過調研,決定全部更換為新型耐熱鋼SA213-T91鋼,規格為42 mmx5 mm。T91鋼由于抗高溫性能好,目前被廣泛采用,其高溫強度、抗氧化性較12CrlMoV鋼有較大的提高,推薦使用溫度為650℃以下。為了便于現場安裝,蛇形管排由廠家制作,并制作一端材質為SA213-T91,一端材質為12CrlMoV的直管段;現場安裝時,直管段12CrlMoV一端與原管排拆除后聯箱上管接頭對接,SA213-T91一端與新換的SA213-T91蛇形管排對接,如圖1所示。共有66組,SA213-T91焊口264個。12CrlMoV焊口264個。
(2)在實際工程應用中出現一些焊接問題,如焊接工藝參數選擇不當,焊接工藝措施不到位等,導致焊縫根部氧化,出現未焊透、氣孔等缺陷,探傷一次合格率偏低,返修量大,造成成本增加和產品質量下降。
(3)本文從SA213-T91鋼化學成分著手,討論SA213-T91鋼管焊接過程中氬氣保護機理以及提出出現問題的解決方法。
2. SA213-T91 鋼管性能及焊接性
2.1 SA213-T91 鋼管性能。
2.1.1 SA213-T91鋼的化學成分。
(1)SA213-T91鋼是一種改良型的9Cr-1Mo鋼,在原9Cr-1Mo馬氏體鋼通過降低C含量,增加V,Nb等合金元素。具有良好的抗高溫氧化和抗蠕變性能,Acl為830~850℃。Ac3為900-940℃,可在650℃溫度下連續工作。其化學成分見表1。
(2)從表1中可以看出,SA213-T91合金元素總含量接近13%,T91鋼中各合金元素分別起到固溶強化彌散強化和提高鋼的抗氧化性、抗腐蝕性能,為防止合金素在焊接過程中燒損,特別是防止根部氧化,必須采用管內壁充氬保護的措施。
2.1.2 T91鋼室溫力學性能。
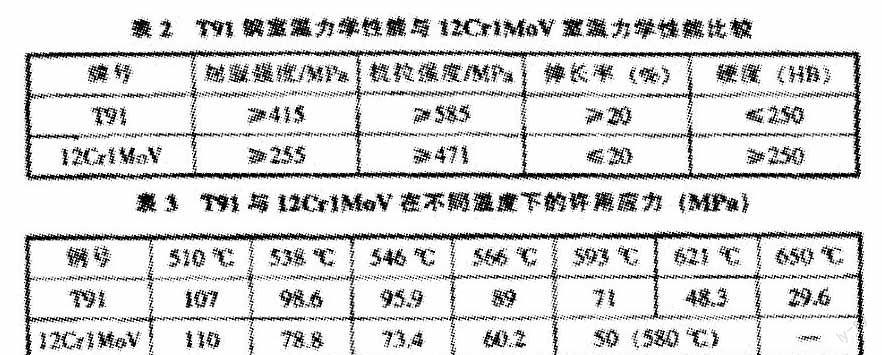
(1)表2為筆者對T91鋼和12CrlMoV鋼所進行的室溫力學性能比較。
(2)通過比較可以看出,T91鋼的抗拉強度和屈服強度明顯高于12CrlMoV,T91鋼的室溫抗拉強度最大值可大于770 MPa,而且塑性也較好。
2.1.3 T91鋼的高溫性能。
(1)T91鋼限制了C含量,加入了V,Nb,使它比12CrlMoV具有較高的的持久強度和許用應力,表3列出了T91與12CrlMoV高溫性能比較。
(2)從表3可以看出:在540~610℃范圍內T91鋼的許用應力明顯高于12CrlMoV,當溫度達600℃以上時.T91鋼的許用應力下降較快,這表明末級過熱器材質改為T91鋼后,在運行過程中壁溫應盡可能控制在600℃以下。
2.2 T91鋼的焊接性。
SA213-T91鋼焊接性差,淬硬傾向大,快速冷卻容易產生冷裂紋。而冷卻速度過慢又會使綜合力學性能下降。
2.2.1 冷裂敏感性。
從表1可知,T91鋼合金元素總含量超過13%,根據鋼材化學成分及IIW推薦的碳當量計算公式,可計算出其加w(C)eq=1.94%~2.38%,遠大于0.6%,這說明該鋼的淬硬傾向很大.冷裂紋敏感性很大。
2.2.2 再熱裂紋敏感性。
與9Cr-1Mo鋼相比,T9l鋼中加入了V,Nb,N等元素,精細的V.Nb碳氮化合物沉淀析出以及V的存在,阻止了Cr元素的移動,故T91鋼的再熱裂紋敏感性低于9Cr-1Mo鋼的再熱裂紋敏感性。
2.2.3 熱裂紋敏感性。
T91鋼中由于含有促進熱裂的合金元素C,Nb等,故該鋼有一定的熱裂傾向。
3. 存在的問題及原因
在鍋爐高溫過熱器改造焊接施工中易產生的缺陷有:焊縫表面氧化、氣孔、未焊透、裂紋等。本文結合改造過程中的情況,主要介紹了產生幾種缺陷的原因及焊接工藝措施。
3.1 焊縫表面氧化。
焊縫歷經高溫時間長、氬氣保護效果不好,使焊縫表面的化學元素被嚴重燒損是焊縫表面氧化的主要原因。在現場施焊時由于管道是整屏的,背面熔池高度氧化使焊縫很難成形.容易產生咬邊、夾渣和部分未熔合等缺陷,使一次探傷合格率很低。尤其在返修時,管道上端已經與聯箱接口,從管口無法充氣保護。經多次分析及試驗,找出了主要原因是由于焊接條件的影響,即內部充氣保護不好,這是由于焊口上端的管子長度在4m左右,致使充氣時氬氣保護效果不好。
3.2 氣孔。
焊材和工件受潮、電弧過長、保護氣體流量不合適等均是產生氣孔的主要原因。如在現場施工中。由于高溫過熱器為垂直整屏排列,管子之間的間隙僅10mm左右,其屬于障礙焊,施焊時限制了焊槍角度的位置,使焊槍傾角過大,電弧過長,造成了電弧不穩定,導致氬氣保護不好,從而易產生氣孔。此外,在檢修時,由于氬弧焊槍的連接線長60~70 m,而連接線回路內焊接時是低電壓、大電流運行.勢必造成了較大的電壓降和電流損耗,特別是穩弧脈沖電流的損耗造成電弧不穩定。致使空氣侵入氬氣保護區而產生氣孔。
3.3 未焊透。
根部間隙過小、鈍邊過大、坡口角度偏小、焊接電流過小、焊接速度過快等是產生未焊透的主要原因。由于SA213-T91材料在焊接過程中,熔池鐵液的流動性不好,也使焊口焊透有一定的困難。
3.4 裂紋及熱影響區淬硬組織的產生。
圖2為T9l鋼的連續冷卻曲線,從圖2可以看出,T91的臨界冷卻速度低,奧氏體穩定性很大,冷卻時不易發生正常的珠光體轉變,從而冷卻到較低溫度時會發生馬氏體轉變。正由于此,T91的淬硬和冷裂傾向很大。由于熱影響區的各種組織具有不同的密度、膨脹系數和不同的晶格形式,在加熱和冷卻過程中必然會伴有不同的體積膨脹和收縮:另外又由于焊接具有不均勻加熱和溫度高的特點,故而T91焊接接頭內部應力很大。對于T91,奧氏體十分穩定,只有冷卻到較低溫度(約400℃)才轉變為馬氏體。由于粗大的馬氏體組織脆而硬,接頭又處在復雜應力狀態下,同時,焊縫冷卻過程中氫由焊縫向近縫區擴散.故氫的存在促使了馬氏體脆化,其綜合作用的結果.就很容易在淬硬區產生冷裂紋。
4. 焊接工藝措施
4.1 焊前準備。
焊接前,需將坡口兩側母材各25 mm寬的范圍內的油污、鐵銹、油漆及毛刺清理干凈,同時需對坡口尺寸進行適當地調整。將鈍邊由2 mm改為l mm。在焊接過程中將電弧壓絲焊接改為熔孔焊接(就是在焊接過程中,先在焊口上熔一個大于坡口間隙的熔孔,焊絲不放入熔池.放在焊口的上邊緣,距熔池1~2 mm處,利用電弧力及熔池的張力把鐵液帶人熔池,期間需要氬氣一直保護熔孔,直至焊接完成),以保證焊透。
4.2 焊前預熱和道間溫度控制。
T91鋼的Ma點約為400℃,為防止焊縫冷卻過快形成淬硬組織以及高溫停留時間過長形成粗大晶粒,焊前需預熱,預熱溫度一般為100~150℃。預熱溫度不能太高,否則接頭冷卻速度降低,可能在焊接接頭中引起晶界處碳化物析出和形成鐵素體組織,從而大大降低該鋼材焊接接頭在室溫時的沖擊韌性。道間溫度不得低于預熱溫度下限,但也不能過高,其不得大于300 ℃。
4.3 加強充氬保護。
充氣時,盡量把充氣的管子插入距焊縫處越近越好。如圖3所示,且需將氬氣流量由原來的6~7 L/min改為14~16 L/min;在充氣端用可溶紙堵好,另一端不堵,以使管道內壓力不是很高,同時又能很好地保護好焊縫不被氧化。從而得到優質的焊縫,這一點往往容易被人忽視。該因素消除后,可使檢修焊逢的一次探傷合格率上升到98%以上。
4.4 采用大口徑噴嘴。
(1)將原來使用的長為40 mm、直徑為5 mm的噴嘴改為長為60 mm、直徑為8 mm的噴嘴,將氬氣流量由原來的7 L/min增大到8~9 L/min。以使從噴嘴噴出的氬氣流均勻鎮靜,從而減少渦流,容易保持層流,使保護區增大,改善氨氣保護效果。從操作方面,需改變引弧位置。由于引弧時電弧是最不穩定的,如果在始焊位置直接引弧。焊槍傾角將很大(與焊接位置的切線夾角在30°以下),使空氣侵入熔池的可能性大大增加。從而容易產生密集性氣孔。因此需在能保證焊槍角度垂直的位置處引弧,再以較快的速度(保證電弧穩定燃燒的條件下)進行正常焊接,如圖4所示,這樣可使得電弧燃燒穩定,并可改善氬氣保護效果,從而減少氣孔的產生。
(2)焊槍連接線和地線選用橫截面積在75 mm2以上的銅質電纜,同時,改公用地線為專用地線,即每臺氬弧焊機各配1條地線,且需將地線直接接在焊口附近,而不要用其他構件代替。目的是把焊接回路的電能損失控制在最小,使電弧穩定,從而減少氣孔產生的可能性。
4.5 選擇合理的焊接工藝參數。
打底層的焊接工藝參數見表4。為了保證淬火區性能要用小的熱輸入。但過小的焊接熱輸入會降低生產效率,故要選擇合理的熱輸入。可采用窄焊道技術以及高的焊接速度和多層焊。盡量減少焊縫在高溫區的停留時間,以獲得良好的焊縫組織。
4.6 其他措施。
層道問必須仔細清理,即下一道焊縫焊接前應對前一道焊縫表面的氧化層進行徹底清理,可利用鋼鋸條或角向磨光機清理,但不可使用榔頭、鏨子過重敲擊,以免產生裂紋。TIG焊是一種低氫焊接方法,不強力對口,按規范預熱溫度一般不會產生冷裂紋。對熱裂紋、再熱裂紋也不敏感,但是往往在熄弧時產生熄弧裂紋,這種裂紋的防止措施是在坡口側面引弧熄弧,合理控制焊接電流的衰減,在熄弧前加1滴鐵液。并在收尾時應填滿弧坑。
4.7 確保焊接接頭后熱處理的溫度和時間。
T91鋼的冷裂傾向較大,在一定條件下,容易產生延遲裂紋.故焊接接頭必須在焊后24 h內進行回火處理。在100~150 ℃區間,T91鋼焊接接頭中馬氏體量較多,且不出現冷裂,故在焊縫整體焊接完畢,需冷卻到120℃以下恒溫1 h,待馬氏體轉變完成后進行熱處理,如不能立即熱處理時則應進行350 ℃恒溫l h熱處理,否則容易引起冷裂紋。T91焊后狀態的組織為板條狀馬氏體,經過回火可變為回火馬氏體,其性能較板條狀馬氏體的好。回火溫度偏低時.回火效果不明顯,焊縫金屬容易時效而脆化:回火溫度過高(超過Ac1線),接頭又可能再次奧氏體化.并在隨后的冷卻過程中重新淬硬。因此.T91回火溫度為750~760 ℃,熱處理時采用電加熱的方法,升、降溫度速度需控制在150 ℃/h,恒溫30 min。
5. 結論
(1)SA213-T91鋼管由于合金元素含量高.總含量接近13%,在焊接過程中為了防止合金元素燒損,并防止根部氧化,必須加強管內充氬保護。
(2)鍋爐高溫過熱器氬弧焊接主要的難題是焊縫背面保護不好,容易產生氣孔和背面成形不好。為了防止氣孔的產生和改善背面成形,必須考慮到檢修條件的影響因素,使檢修條件盡量與試件施焊的條件相近,才能取得良好的效果。
(3)T91鋼有較大冷裂傾向,選取預熱溫度為100~150℃。嚴格控制道間溫度200~300℃。以及焊后及時進行熱處理可有效防止冷裂紋產生,使焊縫獲得良好的顯微組織和力學性能。
(4)適當地增加氬氣保護范圍,調整操作方法,做好細致的防護措施是減少氣孔和改善背面成形的根本保證。充氬保護等焊接工藝措施有效地解決了過熱器換管焊接質量問題,適應現場施工條件,焊接接頭一次合格率近99%以上,獲得了綜合性能良好的焊接接頭,取得了良好的經濟效益及安全效益。該焊接工藝方法在鍋爐過熱器制造與改造檢修中具有普遍的借鑒意義。
參考文獻
[1] 中國機械工程學會焊接學會.焊接手冊:第2卷[M].北京:機械工業出版社.2001.
[2] 張應力.新編焊工實用手冊[M].北京:金盾出版社,2004.
[文章編號]1619-2737(2015)06-20-631
