砂帶磨削在瓷自動液壓磚機主活塞加工中的應用
2015-05-30 15:09:33馬生鈞
工業設計 2015年9期
馬生鈞
摘 要:介紹砂帶磨削技術的概況及其特點,論述砂帶磨削在自動液壓磚機大直徑活塞加工中的應用。
關鍵詞:砂帶磨削;自動液壓磚機活塞;大直徑活塞
在機械行業中,一些要求較高的軸套類零件為了保證尺寸公差,形位公差和表面粗糙度都通過在外圓和內圓磨床上用砂輪磨削來實現。而對于一些直徑較大的油缸,活塞,如自動液壓磚機的油缸和活塞,由于直徑非常大,都在1米左右,有些超過1米,采用普通砂輪磨削就會受到加工范圍和裝夾定位等諸多因素的限制,砂帶磨削則正好以其自身優勢解決了這一難題。
1 概述
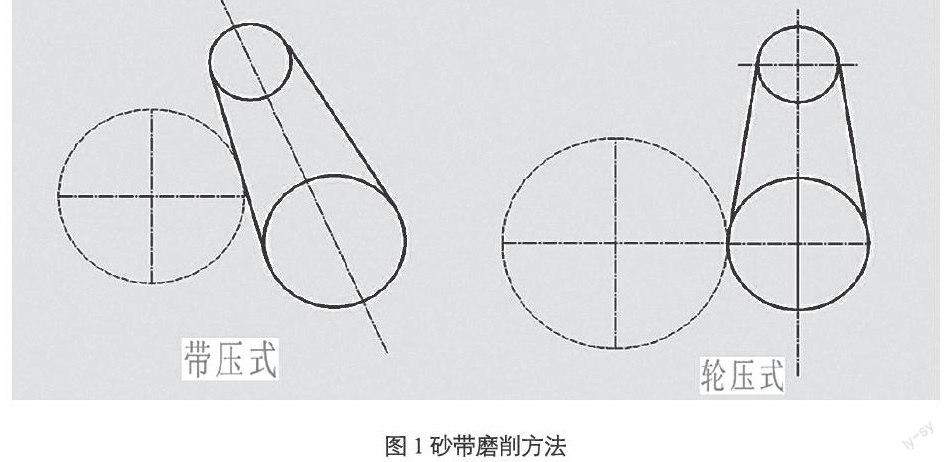
砂帶磨削工藝,就是將環形砂帶套在接觸輪和張緊輪的外圓上,在張緊的狀態下,使高速旋轉的砂帶表面與工件的加工表面相接觸,并在一定的壓力作用下,以產生的相對摩擦運動(切削運動)對工件表面進行磨削加工的一種工藝方法。砂帶磨削分為輪壓式和帶壓式兩種方法,如圖1所示。
對于輪壓式磨削法,即接觸輪施壓于工件表面上,此時接觸輪與工件的軸間距A=1/2(D+d)此種磨削方式由于接觸壓力大,單位時間內金屬的去除量大,效率高,因而適用于內、外圓表面和平面的粗、精磨削。對于帶壓式磨削法,即用砂帶施壓于工件磨削表面,此時因張緊輪支架向工件方向傾斜了一個角度α,接觸輪與工件軸間距互A?>1/2(D+d)。與輪壓式磨削法相比,帶壓法的接觸壓力較小,單位時間內去除的金屬量亦小,主要用于磨削圓弧面、圓錐面和其它異形表面,尤其以精加工拋光為主。在液壓磚機大直徑主活塞外圓磨削中我們采用輪壓式砂帶磨削。
2 砂帶磨削在大直徑活塞加工中的應用
2.1 壓機主活塞的技術要求特點
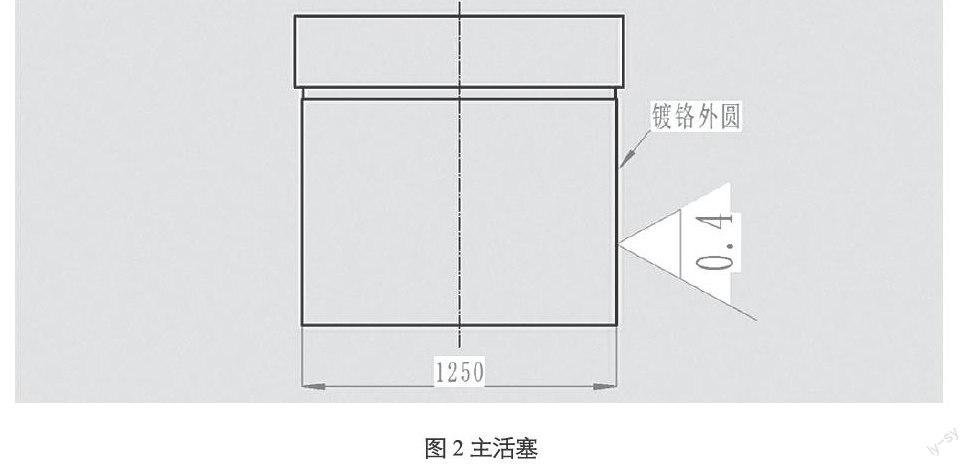
主活塞作為自動液壓磚機中的關鍵零件,決定著整個設備的可靠性和壽命;主活塞(如圖2)和主油缸外圓和內孔的粗糙度值一般要求在Ra0.4um~Ra0.2um,活塞鍍鉻外圓磨削后要達到鏡面效果,且對主活塞的圓柱度要求也非常高,需要達到0.025mm以內,由于直徑非常大,外圓磨削在一般的外圓磨床和軋輥磨床上受到諸多限制,鑒于這種情況,我們分析了主活塞的幾何尺寸要求和形位公差要求后,決定自制工藝裝備在立式車床上進行工藝試驗,通過在立式車床上用砂帶磨削來完成。
2.2 砂帶磨削自動液壓磚機大直徑活塞的工藝流程
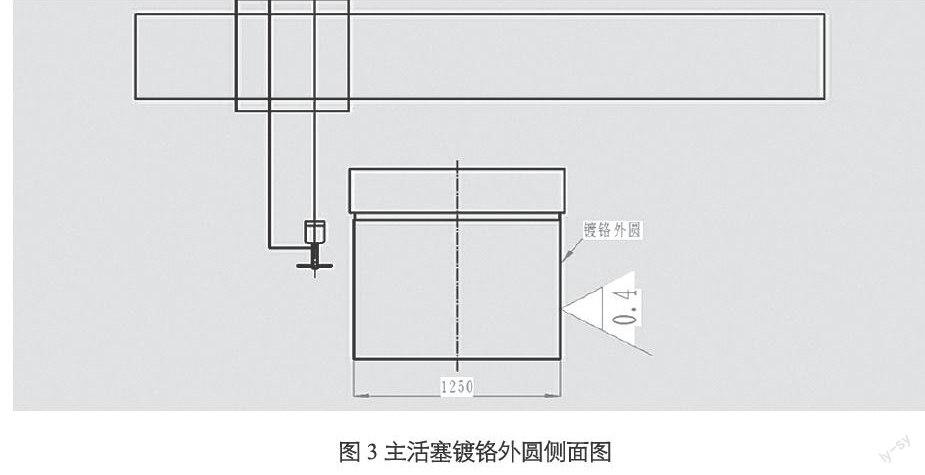
(1)考慮到主活塞鍍鉻后由于鉻層鍍厚由于鉻層會出現薄厚不均,導致整個活塞的外圓呈橢圓狀,而砂帶拋磨由于是柔性磨削,無法改變鍍鉻外圓自身的形狀公差,故在拋磨保證粗糙度前,我們首先需對活塞鍍鉻外圓的圓柱度進行加工修正改變,再用砂帶拋光主活塞表面達到鏡面效果,粗糙度達Ra0.4um~Ra0.2um,;鑒于以上情況,我們設計了一款專用磨頭,在拋光前對主活塞鍍鉻外圓在雙立柱立式車床上進行行外圓粗磨(如圖3所示),表面粗糙度達到Ra1.6 um~Ra0.8um。這樣做的目的是在砂帶磨削之前得到圖紙所需的圓柱度。
在用自制砂輪磨頭進行磨削時,首先需要校正與鍍鉻基底外圓同心的校正位外圓在0.015mm以內,以保證磨后鉻層均勻,且與其它相關關鍵密封位同心,磨頭采用粒度為W80的白剛玉砂輪,直徑為150,厚度B=10mm;砂輪磨頭磨削時,磨頭的垂直方向進給量為7~9mm/ min;立式車床的工作臺轉速為17 ~20 rpm /min;在經過砂輪磨頭的磨削后主活塞鉻層外圓的表面粗糙度達Ra1.6 um~Ra0.8um,圓柱度達到0.025mm以內;
在用自制砂輪磨頭進行粗磨以后開始改用砂帶磨削外圓(如圖4所示),經過砂輪磨頭的磨削后,主活塞鍍鉻外圓的圓柱度已經達到圖紙要求,我們需要做的是用砂帶拋光機將表面進一步提高達到鏡面效果,粗糙度到Ra0.4um~Ra0.2um;
首先使用粒度為W80的砂帶進行磨削,砂帶磨頭的進給量為15~20mm/min,工作臺轉速為20rpm/min;這時的表面粗糙度達到Ra0.8um左右;
然后使用粒度為W120的砂帶進行磨削,砂帶磨頭的進給量為15~20mm/min,工作臺轉速為20rpm/min;這時的表面粗糙度達到Ra0.6 um~Ra0.8um;
接著使用粒度為W240的砂帶進行磨削,砂帶磨頭的進給量為15~20mm/min,工作臺轉速為20rpm/min;這時的表面粗糙度達到Ra0.4 um~Ra0.6um;
最后粒度為W400的砂帶進行磨削,砂帶磨頭的進給量為10~15mm/min,工作臺轉速為25rpm/min;這時的表面粗糙度達到Ra0.08 um~Ra0.4um;
經過上述加工過程,主活塞幾何尺寸精度和形位公差精度完全達到圖紙要求,很好的解決了主活塞的磨削問題。
3 結語
對于普通常規零件表面粗糙度較高時,我們可以用普通磨床進行加工;但是對于一些特殊的直徑較大或形狀不規則的零件;與一般常規的磨削加工方法相比較,砂帶磨削的確是一種優質、高效、低消耗的新穎的加工方法。同時,對于大直徑或內孔零件,設計制造一些結構簡單、制造容易、操作方便的砂帶磨削裝置,安裝在通用機床上代替磨床來進行高效的磨削精加工,很好的擺脫了一般砂輪磨削機床的各種限制,達到了非常好的加工效果。
參考文獻:
[1] 姚美麗.機械加工工藝編制的要點分析及其改進措施[J].汽車工藝與材料.2010(05):30-32.
[2] 程萬波,王堅,王宇鵬.論機械加工工藝的節能問題[J].商業文化: 學術版.2007(08):63.
[3] 施永江.試述機械加工工藝規程的確定[J].林業機械與木工設備.2003(02):29-30.
[4] 趙麗,孫雪梅,王慶遠.試述機械加工工藝規程[J].農機化研究.2002(02):174.
