四工位快速定心車削夾具的設(shè)計(jì)應(yīng)用
2015-05-14 08:34:12白亞玲胡阿林蘭天
機(jī)械工程師 2015年11期
白亞玲, 胡阿林, 蘭天
(1.中航飛機(jī)股份有限公司長(zhǎng)沙起落架分公司,陜西 漢中 723200;2西安工程大學(xué),西安 710048)
0 引言
集流器是起落架的一個(gè)重要零件,要通過4個(gè)方向安裝的油嘴同時(shí)向中心注入、排出液壓油,保證油缸的升降動(dòng)力。其具有精度高、密封性好、耐高壓、制造工藝復(fù)雜等特點(diǎn)。該產(chǎn)品4個(gè)油嘴孔的加工可以用多種方法,但都有其局限性。為此,筆者設(shè)計(jì)了一套四工位車削夾具,在每個(gè)工位可以完成油嘴孔的鉆、鏜、45°倒角車削、螺紋車削、拋光等的粗、精加工,以便為23°±2°燒穿孔的電解加工做好基準(zhǔn),提高了加工效率。
1 工藝分析
集流器如圖1所示。該零件是模鍛件,全長(zhǎng)68 mm。油嘴孔沿零件軸線對(duì)稱,中間由4個(gè)燒穿孔在保證23°±2°的前提下,交匯到零件對(duì)稱中心。油嘴孔中心距16 mm,孔中心到定位端面的尺寸分別為15.5 mm和34 mm。零件兩端面有較高的粗糙度要求,油嘴孔端面、孔口60°倒角、φ12.5H11過孔相對(duì)于M12×1.5-5H螺紋中徑跳動(dòng)量小于0.08 mm。綜合以上分析,我公司決定在數(shù)控車床CMK50135dj上加工油嘴孔,保證加工精度和加工效率。
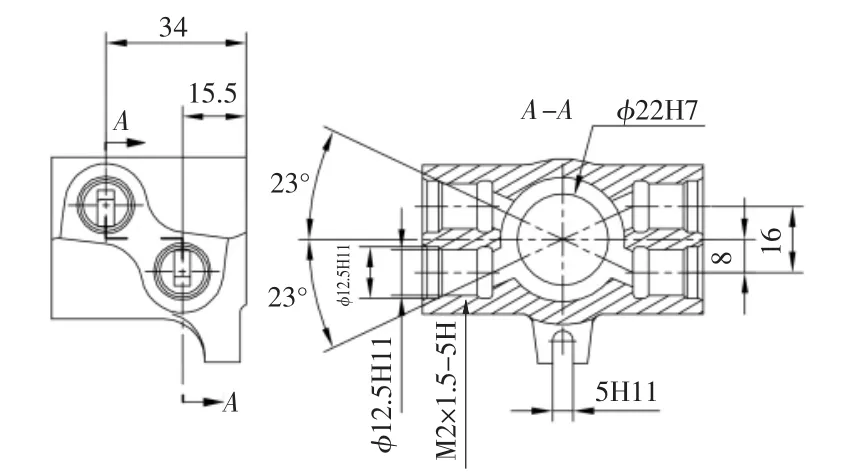
圖1
2 車削夾具工件定位設(shè)計(jì)原理
工件在夾具上進(jìn)行定位時(shí),為保證加工面位置尺寸或位置精度,必須限制住工件的6個(gè)自由度,即沿X、Y、Z軸的移動(dòng)與繞X、Y、Z軸向的轉(zhuǎn)動(dòng)。
通過以上分析,本文以集流器34尺寸端面定位限制3個(gè)自由度,以φ22H7內(nèi)孔定位限制2個(gè)自由度,同時(shí)用寬度尺寸5H11的耳片槽定向,工件在車具中完全定位,符合六點(diǎn)定位原理。
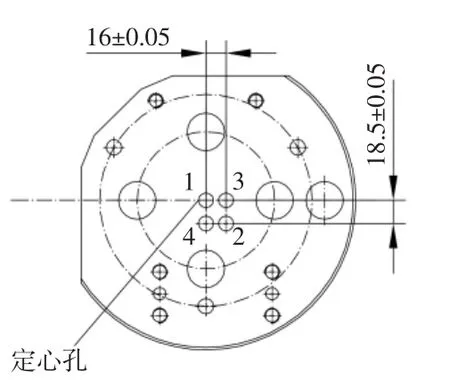
圖2 過渡盤
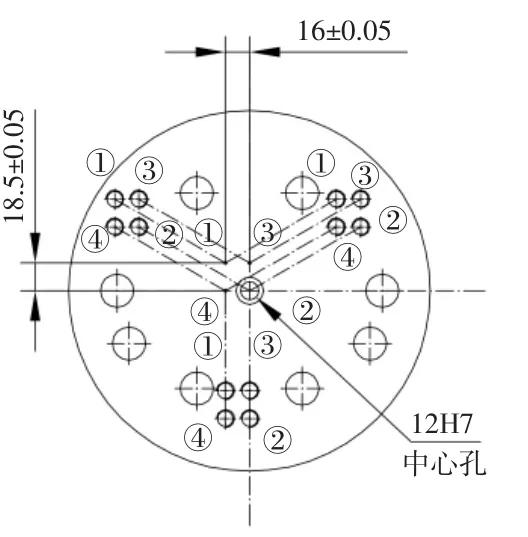
圖3 連接盤
3 夾具結(jié)構(gòu)設(shè)計(jì)
車床夾具是裝在車床主軸上帶著工件一同回轉(zhuǎn)進(jìn)行加工工件的。在高速回轉(zhuǎn)狀態(tài)下,工件具有離心力和不平衡慣量。夾具的定位基準(zhǔn)必須保證工件被加工孔與機(jī)床主軸的回轉(zhuǎn)軸線完全重合。該夾具針對(duì)每個(gè)油嘴孔鉆、鏜、螺紋等的加工,如圖2、圖 3所示:在1工位加工孔時(shí),先將工件安裝到過渡盤中;再通過定心軸一端與連接盤中心孔φ12H7/r6配合在連接盤中心,一端與過渡盤定心孔成φ12H8/f7間隙配合在相應(yīng)的1位,配合夾具上的測(cè)量基準(zhǔn),保證被加工孔的旋轉(zhuǎn)中心與車床主軸重合;最后用3-M12螺栓把過渡盤固定在連接盤相應(yīng)的位于同一圓上的①位,完成1工位孔的全部粗、精加工。松開3-M12聯(lián)接螺栓,不用拆卸工件,把過渡盤2位定心到連接盤定心孔,與車床主軸同心,固定3-M12螺栓到相應(yīng)的②位,同樣完成2工位所有加工。隨后松開夾緊裝置,將工件旋轉(zhuǎn)180°,定位、定向、壓緊方式不變,同樣原理完成3、4工位所有加工。
該車具總體結(jié)構(gòu)如圖4。夾具過渡盤上設(shè)計(jì)了4個(gè)減輕孔,左上角進(jìn)行了削邊,外徑、厚度尺寸在保證工件合理定位的基礎(chǔ)上盡可能小,充分考慮4個(gè)工位加工時(shí)在連接盤中的便捷安裝;同時(shí)配以可拆卸配重塊,現(xiàn)場(chǎng)使用中方便調(diào)節(jié),保證夾具各零件重心靠近車床回轉(zhuǎn)軸線,使每個(gè)工位工作時(shí)都在平衡狀態(tài)下回轉(zhuǎn)。該車具與機(jī)床用莫氏5號(hào)錐柄連接,結(jié)合公司車床實(shí)際使用情況,很方便地在同一型號(hào)的車床上安裝使用,以便適應(yīng)生產(chǎn)調(diào)度的需要。
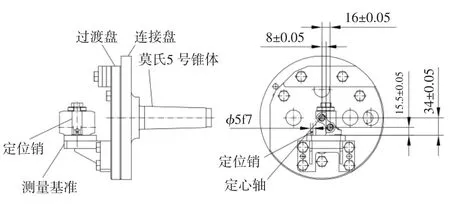
圖4 總體結(jié)構(gòu)
4 結(jié)語(yǔ)
經(jīng)實(shí)際應(yīng)用證明,筆者設(shè)計(jì)的四工位車具結(jié)構(gòu)簡(jiǎn)單,轉(zhuǎn)換工位操作方便。該車具上設(shè)有測(cè)量基準(zhǔn),便于加工中使用我公司常用量具檢測(cè)尺寸。該車具在同一工位完成油嘴孔的所有粗、精加工,對(duì)于油嘴的密封有重要意義。多工位快速定心車削技術(shù),已廣泛應(yīng)用到我公司多個(gè)型號(hào)類似產(chǎn)品的加工中,其特點(diǎn)是裝夾方便,定心準(zhǔn)確,縮短了生產(chǎn)周期,保證產(chǎn)品的加工質(zhì)量。
[1] 陳心昭.機(jī)械加工工藝裝備手冊(cè)[M].北京:機(jī)械工業(yè)出版社,1998:701-704.
[2] 苗壯.曲軸夾具的設(shè)計(jì)[J].機(jī)械工程師,2012(7):142-143.
